TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025009568
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023112656
出願日
2023-07-07
発明の名称
射出ノズル、射出装置、および射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/20 20060101AFI20250110BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出ノズルを加熱シリンダに取り付ける取付固定部材に穴をあけずに射出ノズルの後端部の温度を測定することができる射出ノズルを提供する。
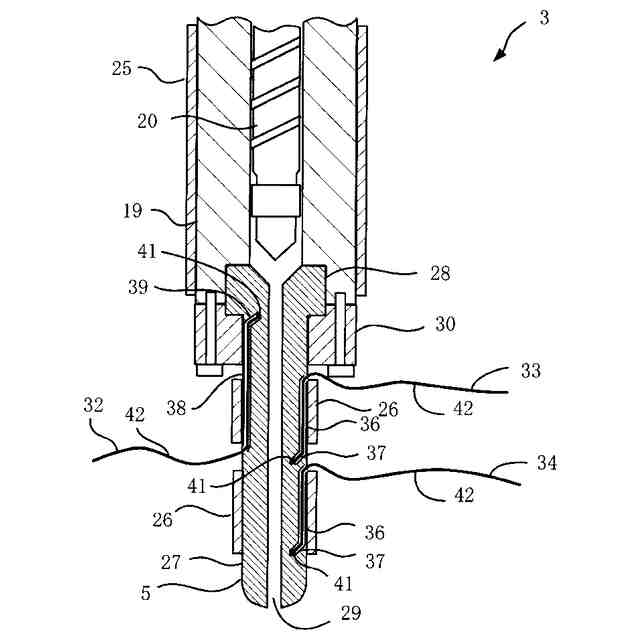
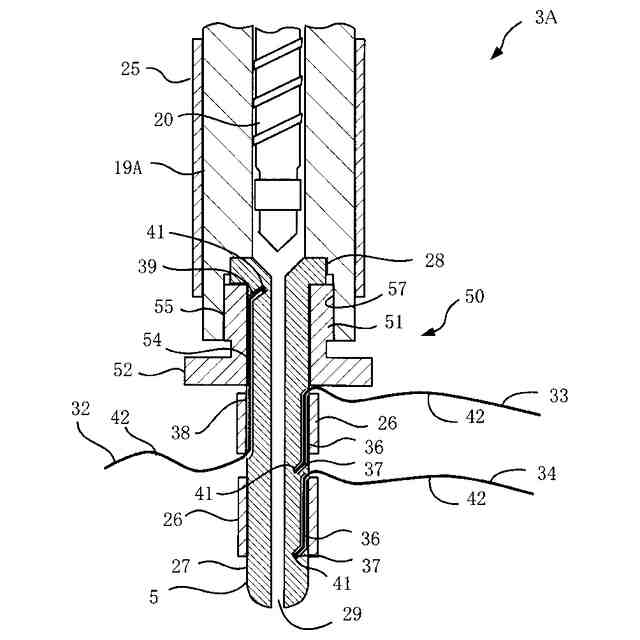
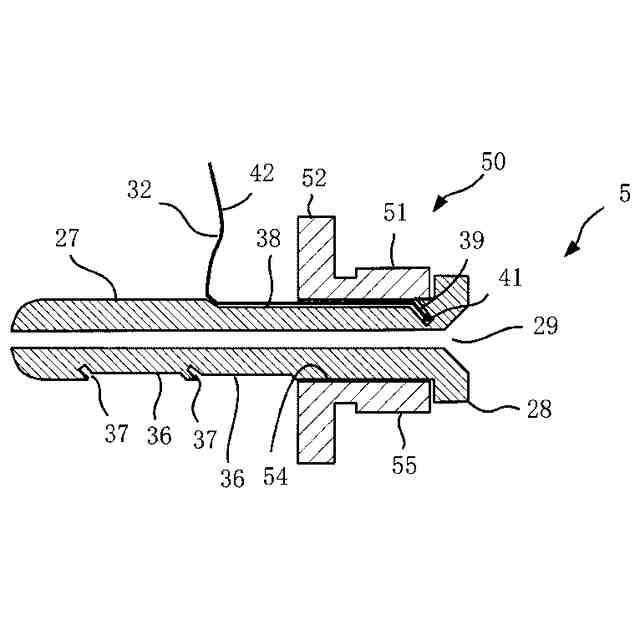
【解決手段】射出ノズル(5)は加熱シリンダ(19)に所定の取付固定部材(30)によって取り付けられている。射出ノズル(5)の後端部の近傍からその長手方向先端に向かって外周面に所定の長さの溝(38)を形成する。そして溝(38)に連続して後端部の近傍に所定の深さのセンサ穴(39)を空ける。後端部温度センサ(32)について、その先端のセンサ部(41)をセンサ穴(39)に入れ、導線部(42)は溝(38)に沿って収納し射出ノズル(5)の中央部近傍において外部に引き出す。
【選択図】図2
特許請求の範囲
【請求項1】
射出装置の加熱シリンダの先端に所定の取付固定部材によって取り付けられる射出ノズルであって、
前記射出ノズルは、前記加熱シリンダに取り付けられる後端部における温度を測定する後端部温度センサを備え、
前記射出ノズルは、外周面に前記後端部の近傍から前記射出ノズルの長手方向先端に向かって所定の長さの溝が形成されていると共に、前記溝に連続して前記後端部の近傍に所定の深さのセンサ穴があけられており、
前記後端部温度センサは、先端のセンサ部と導線部とから構成され、前記センサ部は前記センサ穴に入れられ、前記導線部は先端近傍の一部が前記溝に沿って収納されていると共に前記射出ノズルの中央部近傍において外部に引き出されている、射出ノズル。
続きを表示(約 1,300 文字)
【請求項2】
前記射出ノズルは後端部に拡径したフランジ部が形成されており、前記取付固定部材が前記フランジ部を前記加熱シリンダ側に押しつけて前記射出ノズルが前記加熱シリンダに取り付けられるようになっている、請求項1に記載の射出ノズル。
【請求項3】
前記センサ穴は前記フランジ部の近傍にあけられている、請求項2に記載の射出ノズル。
【請求項4】
前記射出ノズルには外周面から内部の樹脂流路に達する斜めの穴があけられており、前記穴には進退自在に駆動されるニードル弁の先端が挿入され、前記樹脂流路が開閉されるようになっている、請求項1または2に記載の射出ノズル。
【請求項5】
加熱シリンダと、
前記加熱シリンダに入れられているスクリュと、
前記加熱シリンダの先端に所定の取付固定部材によって取り付けられている射出ノズルと、を備え、
前記射出ノズルは、前記加熱シリンダに取り付けられる後端部における温度を測定する後端部温度センサを備え、
前記射出ノズルは、外周面に前記後端部の近傍から前記射出ノズルの長手方向先端に向かって所定の長さの溝が形成されていると共に、前記溝に連続して前記後端部の近傍に所定の深さのセンサ穴があけられており、
前記後端部温度センサは、先端のセンサ部と導線部とから構成され、前記センサ部は前記センサ穴に入れられ、前記導線部は先端近傍の一部が前記溝に沿って収納されていると共に前記射出ノズルの中央部近傍において外部に引き出されている、射出装置。
【請求項6】
前記射出ノズルは後端部に拡径したフランジ部が形成されており、前記射出ノズルは前記取付固定部材によって前記フランジ部が前記加熱シリンダ側に押しつられ前記加熱シリンダに取り付けられている、請求項5に記載の射出装置。
【請求項7】
前記センサ穴は前記フランジ部の近傍にあけられている、請求項6に記載の射出装置。
【請求項8】
前記加熱シリンダの先端側には雌ネジが形成され、
前記取付固定部材の外周面には雄ネジが形成され、
前記射出ノズルは、前記取付固定部材によって前記フランジ部が前記加熱シリンダ側に押しつけられ前記雄ネジが前記雌ネジに締め付けられて前記加熱シリンダ側に取り付けられている、請求項6または7に記載の射出装置。
【請求項9】
前記加熱シリンダの先端の端面にはタップ穴が形成され、
前記射出ノズルは前記取付固定部材によって前記フランジ部が押しつけられ、前記取付固定部材が前記タップ穴に締め付けるボルトによって前記加熱シリンダに固定されることによって前記加熱シリンダに取り付けられている、請求項6または7に記載の射出装置。
【請求項10】
前記射出装置は、ニードル弁とニードル弁を駆動する駆動機構とを備え、
前記射出ノズルには外周面から内部の樹脂流路に達する斜めの穴があけられており、前記ニードル弁が前記穴に入れられて前記駆動機構によって進退自在に駆動され、前記樹脂流路が開閉されるようになっている、請求項5または6に記載の射出装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に設けられる射出ノズル、射出ノズルを備えた射出装置、および射出成形機に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
射出成形機の射出装置は、加熱シリンダと加熱シリンダに入れられているスクリュとを備え、加熱シリンダの先端に射出ノズルが設けられている。加熱シリンダと射出ノズルにはヒータが設けられて、熱電対からなる温度センサが埋め込まれている。温度センサによって測定される温度に基づいてヒータが制御されるようになっている。
【先行技術文献】
【特許文献】
【0003】
特開2023-30519号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
温度センサは所望の位置に埋め込むことができる。例えば射出ノズルの後端部、つまり加熱シリンダに近い部分の温度を測定する場合には、特許文献1に記載されているようにする必要がある。射出ノズルは加熱シリンダに対して例えばシリンダヘッド等の取付固定部材によって取り付けられている。シリンダヘッドによって取り付けられる場合、射出ノズルの後端部はシリンダヘッド内に収納される。したがって、射出ノズルの後端部近傍に温度センサを設ける場合には、シリンダヘッドの外周面から穴をあけ、射出ノズルの後端部に達するようにし、射出ノズルの後端部にも穴をあける。これらの穴同士を整合させて温度センサを挿入する。そうすると射出ノズルの後端部近傍の温度が測定できる。しかしながら、シリンダヘッド等の取付固定部材に穴をあけたくない場合、温度センサを取り付けられないという問題がある。
【0005】
本開示において、射出ノズルを加熱シリンダに取り付ける取付固定部材に穴をあけずに射出ノズルの後端部の温度を測定することができる射出ノズルを提供する。
【0006】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
射出ノズルは射出装置の加熱シリンダの先端に所定の取付固定部材によって取り付けられている。本開示において、射出ノズルの後端部の近傍から射出ノズルの長手方向先端に向かって外周面に所定の長さの溝を形成する。そして溝に連続して後端部の近傍に所定の深さのセンサ穴をあける。射出ノズルには、その後端部における温度を測定する後端部温度センサを設ける。後端部温度センサについて、その先端のセンサ部はセンサ穴に入れ、導線部は溝に沿って収納し射出ノズルの中央部近傍において外部に引き出すようにする。
【発明の効果】
【0008】
本開示は、射出ノズルを取り付ける取付固定部材に穴をあけることなく、射出ノズルの後端部の温度を測定することができる。
【図面の簡単な説明】
【0009】
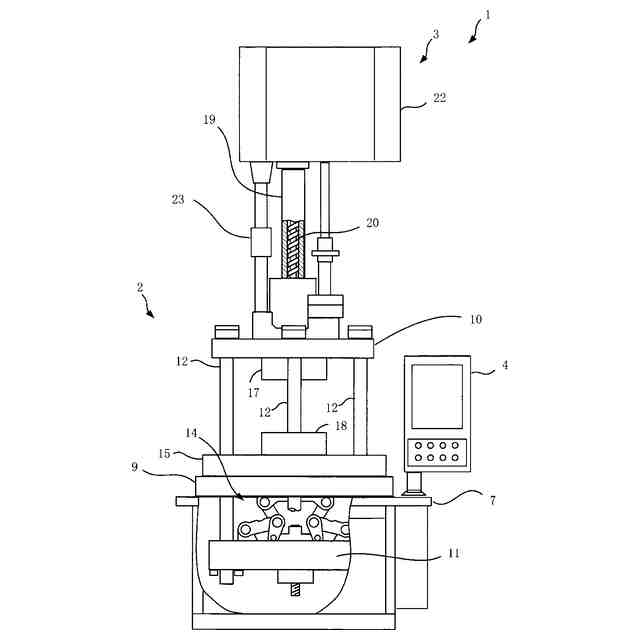
第1の実施形態に係る射出成形機を示す正面図である。
第1の実施形態に係る射出装置の一部と射出ノズルとを示す正面断面図である。
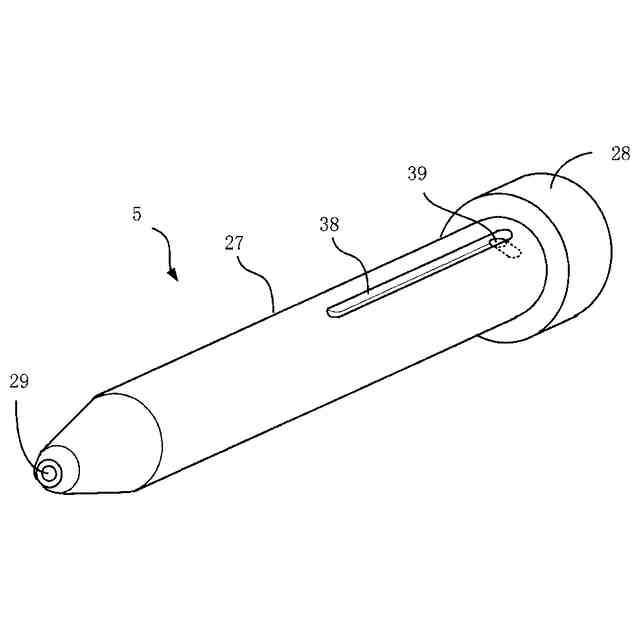
第1の実施形態に係る射出ノズルの斜視図である。
比較例に係る射出装置の一部と射出ノズルとを示す正面断面図である。
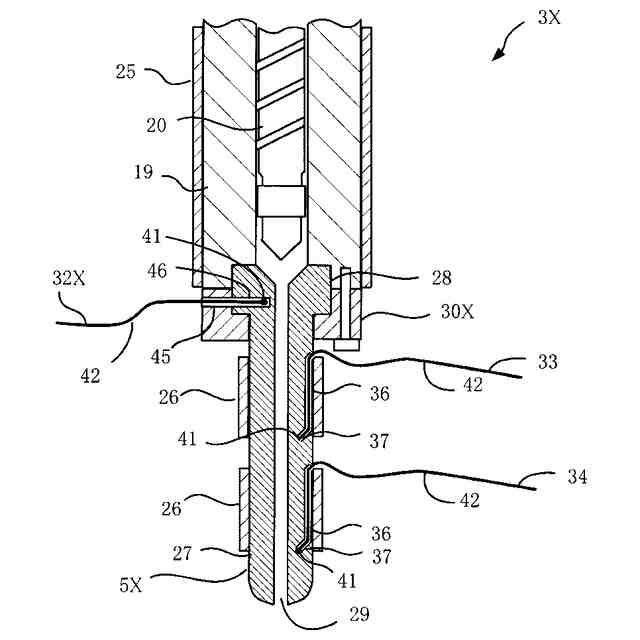
第2の実施形態に係る射出装置の一部と射出ノズルとを示す正面断面図である。
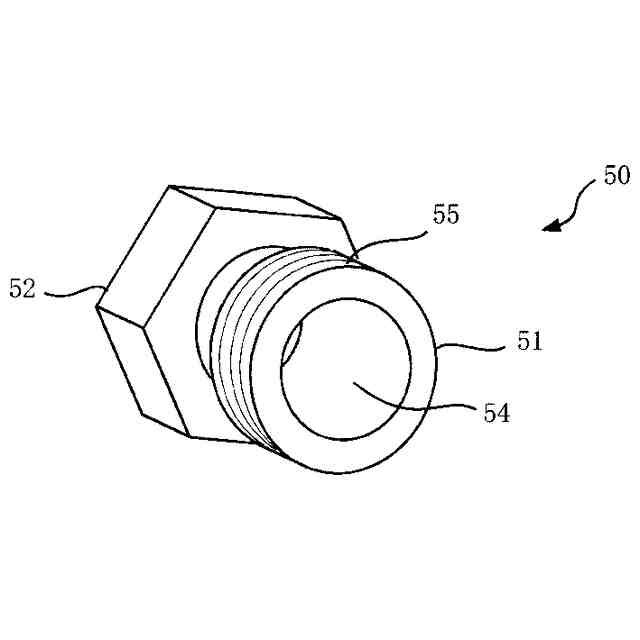
射出ノズルを加熱シリンダに取り付けるための、第2の実施形態に係る取付固定部材を示す斜視図である。
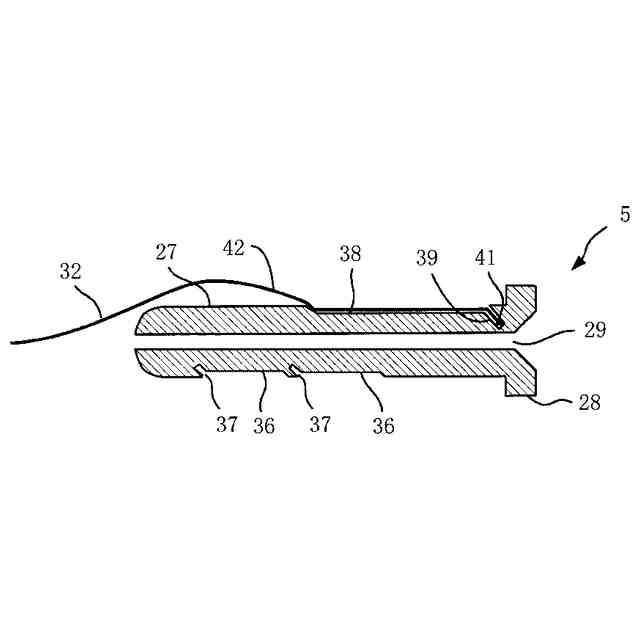
第2の実施形態に係る射出ノズルを示す正面断面図である。
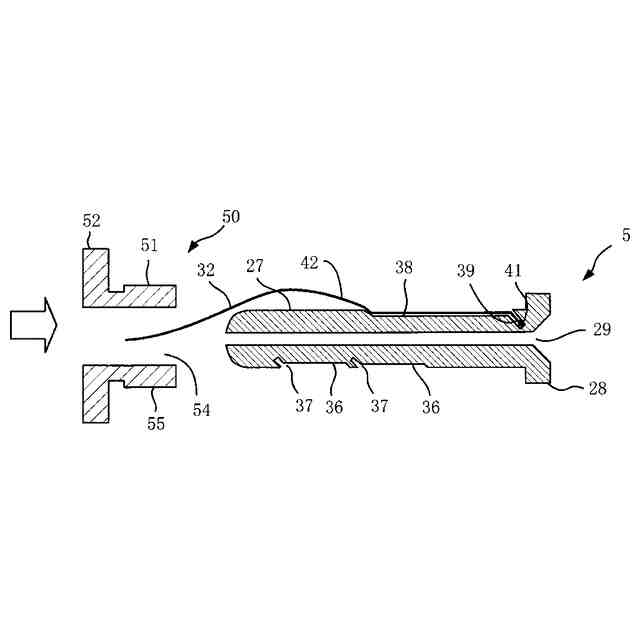
第2の実施形態に係る射出ノズルと取付固定部材とを示す正面断面図である。
第2の実施形態に係る射出ノズルと取付固定部材とを示す正面断面図である。
第2の実施形態に係る射出装置の一部と射出ノズルと取付固定部材とを示す正面断面図である。
第2の実施形態に係る射出装置の一部と射出ノズルと取付固定部材とを示す正面断面図である。
第3の実施形態に係る射出装置の一部とシャットオフノズルの正面断面図である。
【発明を実施するための形態】
【0010】
以下、具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、以下の実施の形態に限定される訳ではない。説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
1か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
16日前
個人
樹脂可塑化方法及び装置
23日前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
10日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
株式会社リコー
シート処理システム
5か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
7か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形装置
9か月前
KTX株式会社
シェル型の作製方法
7か月前
トヨタ自動車株式会社
真空成形方法
8か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
株式会社FTS
ブローニードル
2か月前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































