TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009157
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111968
出願日
2023-07-07
発明の名称
樹脂成形体の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/14 20060101AFI20250110BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
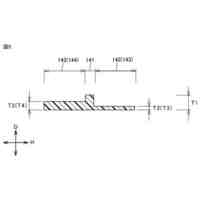
【課題】本開示は、ボイドの発生が抑制された樹脂成形体の製造方法を提供することを主目的とする。
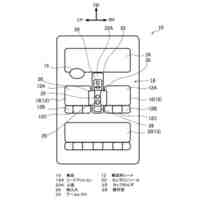
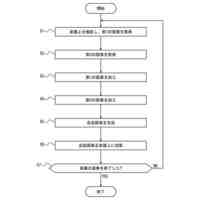
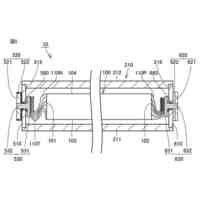
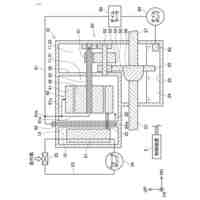
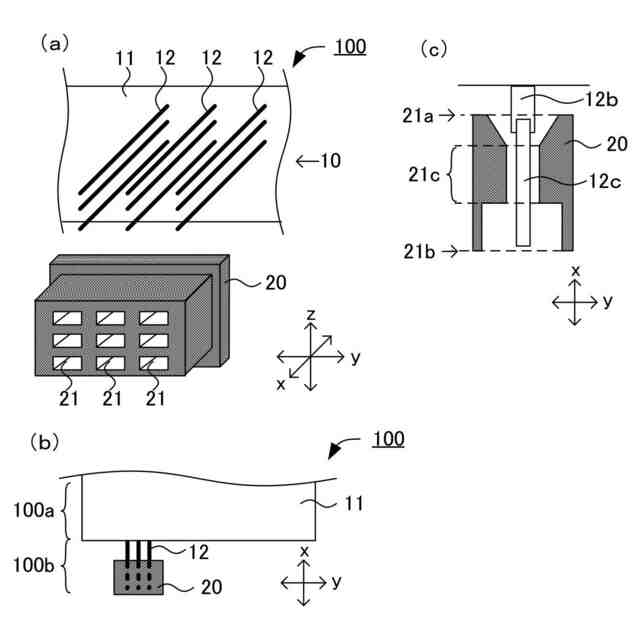
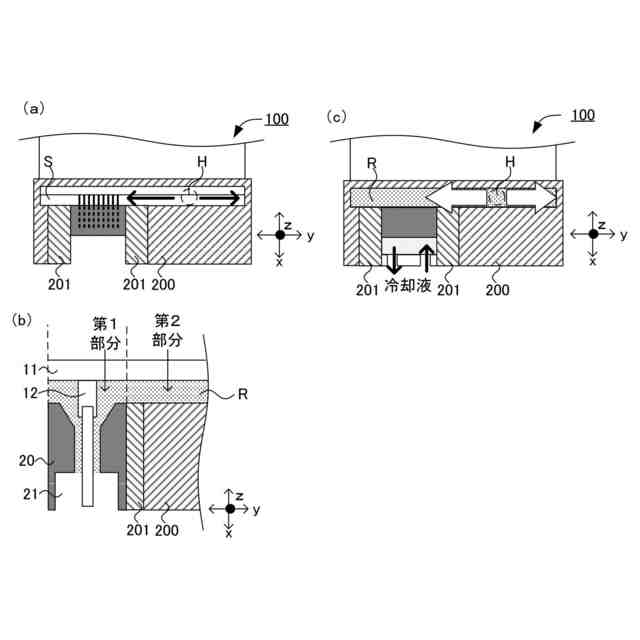
【解決手段】本開示においては、肉厚部および薄肉部を有する樹脂成形体の製造方法であって、基部11および凸部12を有するインサート部材100を準備する、準備工程と、上記インサート部材100を金型200に挿入して固定し、射出成形装置を用いて、溶融した熱可塑性樹脂Rを、上記金型の内部空間Sに充填する充填工程と、上記内部空間に充填された上記熱可塑性樹脂に保持圧力を印加する保圧工程と、を有し、上記保圧工程において、上記内部空間における上記肉厚部となる第1部分の冷却を促進し、上記内部空間における上記薄肉部となる第2部分の冷却を抑制する、樹脂成形体の製造方法を提供することにより上記課題を解決する。
【選択図】図2
特許請求の範囲
【請求項1】
肉厚部および薄肉部を有する樹脂成形体の製造方法であって、
基部および凸部を有するインサート部材を準備する、準備工程と、
前記インサート部材を金型に挿入して固定し、射出成形装置を用いて、溶融した熱可塑性樹脂を、前記金型の内部空間に充填する充填工程と、
前記内部空間に充填された前記熱可塑性樹脂に保持圧力を印加する保圧工程と、を有し、
前記保圧工程において、前記内部空間における前記肉厚部となる第1部分の冷却を促進し、前記内部空間における前記薄肉部となる第2部分の冷却を抑制する、樹脂成形体の製造方法。
続きを表示(約 390 文字)
【請求項2】
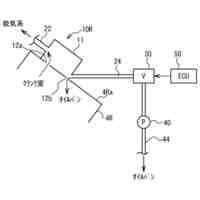
冷却ガスまたは冷却液を用いて前記第1部分の冷却を促進する、請求項1に記載の樹脂成形体の製造方法。
【請求項3】
前記金型は断熱材を有し、
前記断熱材により、前記第2部分の冷却を抑制する、請求項1に記載の樹脂成形体の製造方法。
【請求項4】
前記インサート部材は、
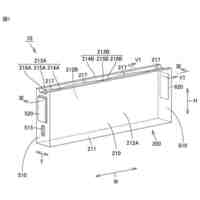
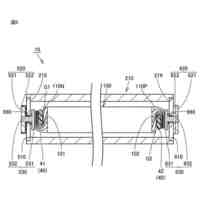
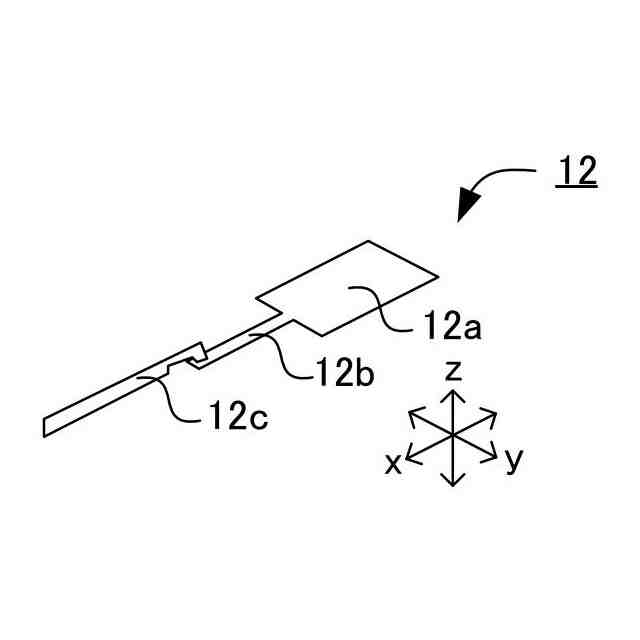
厚さ方向に積層された複数の電極を有する積層部および前記積層部の外縁を覆うシール部を有する積層体と、前記厚さ方向と直交する第1方向において前記積層体の内部から外部に突出する複数の電圧端子と、を有する積層構造体と、
前記突出した複数の電圧端子の先端部分を収容するハウジングと、を有し、かつ、
前記第1方向において、前記積層体および前記ハウジングとの間に隙間を有する、請求項1から請求項3までのいずれかの請求項に記載の樹脂成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂成形体の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
射出成形により樹脂成形体を製造することが知られている。射出成形においては、通常、金型内の空間(キャビティ)に、溶融樹脂を充填する充填工程と、上記空間に充填された樹脂に保持圧力を印加する保圧工程と、が行われる。例えば、特許文献1には、熱可塑性樹脂を金型内のキャビティ部に射出成形して継手本体を得る電気融着式管継手の製造方法において、継手本体に内封される空気等のガスにより成形体内に生じるボイドに隣接するキャビティ部の外部に加圧手段を設け、射出成形後から冷却固化までに加圧手段を用いて継手本体を部分的に加圧してボイドを解消する過程を含む電気融着式管継手の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-034719号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、肉厚部および薄肉部を有する樹脂成形体を射出成形により製造する場合、樹脂成形体の薄肉部となる側に導入口を設けた金型を用い、金型の内部空間において導入口から厚肉部となる側に向けて導入した樹脂を流すことが想定される。また、金型の内部空間において肉厚部となる部分は、薄肉部となる部分に比べて、樹脂の温度が低下しにくいことが想定される。その場合、薄肉部となる部分の樹脂が先に固化してしまい、保圧工程において、圧力が肉厚部となる部分の樹脂に印加されず、ボイドが発生する恐れがある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、ボイドの発生が抑制された樹脂成形体の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
肉厚部および薄肉部を有する樹脂成形体の製造方法であって、基部および凸部を有するインサート部材を準備する、準備工程と、上記インサート部材を金型に挿入して固定し、射出成形装置を用いて、溶融した熱可塑性樹脂を、上記金型の内部空間に充填する充填工程と、上記内部空間に充填された上記熱可塑性樹脂に保持圧力を印加する保圧工程と、を有し、上記保圧工程において、上記内部空間における上記肉厚部となる第1部分の冷却を促進し、上記内部空間における上記薄肉部となる第2部分の冷却を抑制する、樹脂成形体の製造方法。
【0007】
[2]
冷却ガスまたは冷却液を用いて上記第1部分の冷却を促進する、[1]に記載の樹脂成形体の製造方法。
【0008】
[3]
上記金型は断熱材を有し、上記断熱材により、上記第2部分の冷却を抑制する、[1]または[2]に記載の樹脂成形体の製造方法。
【0009】
[4]
上記インサート部材は、厚さ方向に積層された複数の電極を有する積層部および上記積層部の外縁を覆うシール部を有する積層体と、上記厚さ方向と直交する第1方向において上記積層体の内部から外部に突出する複数の電圧端子と、を有する積層構造体と、上記突出した複数の電圧端子の先端部分を収容するハウジングと、を有し、かつ、上記第1方向において、上記積層体および上記ハウジングとの間に隙間を有する、[1]から[3]までのいずれかに記載の樹脂成形体の製造方法。
【発明の効果】
【0010】
本開示においては、ボイドの発生が抑制された樹脂成形体を製造できるという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電動車
1日前
トヨタ自動車株式会社
金型装置
12日前
トヨタ自動車株式会社
固体電池
1日前
トヨタ自動車株式会社
固体電池
1日前
トヨタ自動車株式会社
システム
12日前
トヨタ自動車株式会社
検査方法
1日前
トヨタ自動車株式会社
蓄電セル
1日前
トヨタ自動車株式会社
制御方法
12日前
トヨタ自動車株式会社
二次電池
12日前
トヨタ自動車株式会社
蓄電セル
4日前
トヨタ自動車株式会社
システム
12日前
トヨタ自動車株式会社
二次電池
5日前
トヨタ自動車株式会社
二次電池
4日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
駆動装置
13日前
トヨタ自動車株式会社
エンジン
4日前
トヨタ自動車株式会社
電動車両
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ