TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008094
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023109963
出願日
2023-07-04
発明の名称
曲げ加工装置
出願人
有限会社ティワイアソシエイツ
,
有限会社イージーデータジャパン
代理人
弁理士法人英知国際特許商標事務所
主分類
B21D
5/02 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 可動ダイの長手方向の一部分にのみワークを載置して曲げ加工を行っても、長期にわたって可動ダイに反りが生じることなく、安定した曲げ加工が行える曲げ加工装置を提供する。
【解決手段】 パンチPと、本体10と、複数の可動ダイ30と、を備える曲げ加工装置であって、複数の可動ダイ30は、本体10の短手方向に対向して配置され且つパンチPの押圧に伴いそれぞれ逆方向へ回転する一対の可動ダイ30を可動ダイユニット30Aとして構成し、可動ダイユニット30Aは、本体10の長手方向に沿って複数隣接して配設されることでワークWを支持可能な載置面をなす可動ダイユニット群30Bを構成し、可動ダイユニット群30Bを構成する複数の可動ダイユニット30Aは、パンチPの押圧に伴いそれぞれ独立的に可動可能に構成されている。
【選択図】 図1
特許請求の範囲
【請求項1】
ワークを押圧するパンチと、
基台をなす本体と、
前記ワークを支持する複数の可動ダイと、
を備える曲げ加工装置であって、
複数の前記可動ダイは、前記本体の短手方向に対向して配置され且つ前記パンチの押圧に伴いそれぞれ逆方向へ回転する一対の可動ダイを可動ダイユニットとして構成し、
前記可動ダイユニットは、前記本体の長手方向に沿って複数隣接して配設されることで前記ワークを支持可能な載置面をなす可動ダイユニット群を構成し、
前記可動ダイユニット群を構成する複数の前記可動ダイユニットは、前記パンチの押圧に伴いそれぞれ独立的に可動可能に構成されている
ことを特徴とする曲げ加工装置。
続きを表示(約 630 文字)
【請求項2】
前記本体は、複数の前記可動ダイユニットを下方から支持する支持部材を有し、
前記支持部材は、下方に凹状に凹む凹状円弧面を有し、
前記可動ダイユニットを構成する前記一対の可動ダイは、それぞれ、前記支持部材の前記凹状円弧面に対して回転自在に摺接する凸状円弧面を有する
ことを特徴とする請求項1に記載の曲げ加工装置。
【請求項3】
前記支持部材は、前記本体の長手方向に隣接配置される複数の支持部材からなり、
複数の前記支持部材は、それぞれ独立して前記本体に対して上下動可能に支持され、
複数の前記可動ダイユニットは、複数の前記支持部材のそれぞれに支持される
ことを特徴とする請求項2に記載の曲げ加工装置。
【請求項4】
前記本体は、複数の前記支持部材を上下動可能に収容支持する収容溝を有し、
複数の前記支持部材は、前記パンチの押圧に伴い、それぞれ独立して前記収容溝の内面と当接状態で上下方向に案内されて移動可能に構成されている
ことを特徴とする請求項3に記載の曲げ加工装置。
【請求項5】
前記収容溝の底面には、上下に貫通する複数の貫通孔が所定の間隔をあけて設けられ、
複数の前記貫通孔には、複数の前記支持部材の各下面に設けられた支持棒が上下方向に移動可能に支持し案内される
ことを特徴とする請求項4に記載の曲げ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工装置に関し、特に、板状のワークを金型によりV形などに曲げ加工する曲げ加工装置に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一対の可動ダイと、一対の可動ダイをそれぞれ逆向きへ回転自在に支持する支持部材と、支持部材をパンチの移動方向へ往復動自在に支持する本体と、を備えた曲げ加工装置が従来技術として知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6487612号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
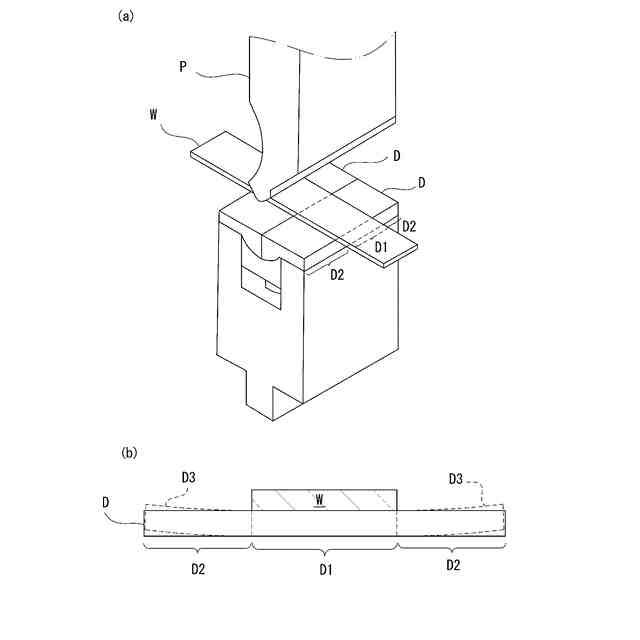
ところで、上記従来の曲げ加工装置は、図6(a)に示すように、上型のパンチPと下型となる一対の可動ダイDとの協働により、板状のワークWをV形などに折り曲げるように構成されている。
この曲げ加工装置は、ワークWを載置する載置面が長手方向に延びる一対の可動ダイDで構成されているため、例えば、一対の可動ダイDの長手方向における一部分にのみワークWを載置してワークWの曲げ加工を行うと、ワークWの載置された部分D1には、ワークの載置されていない部分D2に比して、ワークWを介した大きなプレス圧が作用するために、そのような曲げ加工を継続的且つ長期に行うと、ワークWを載置していない部分D2に反り(図6(b)の点線D3)が生じることもあり、改善の余地があった。
【0005】
本発明は、上述の事情に鑑みてなされたものであって、可動ダイの長手方向の一部分にのみワークを載置して曲げ加工を行っても、長期にわたって可動ダイに反りが生じることなく、安定した曲げ加工が行える曲げ加工装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
このような課題に鑑みて、本発明の一つは、以下の構成を具備するものである。
ワークを押圧するパンチと、基台をなす本体と、前記ワークを支持する複数の可動ダイと、を備える曲げ加工装置であって、複数の前記可動ダイは、前記本体の短手方向に対向して配置され且つ前記パンチの押圧に伴いそれぞれ逆方向へ回転する一対の可動ダイを可動ダイユニットとして構成し、前記可動ダイユニットは、前記本体の長手方向に沿って複数隣接して配設されることで前記ワークを支持可能な載置面をなす可動ダイユニット群を構成し、前記可動ダイユニット群を構成する複数の前記可動ダイユニットは、前記パンチの押圧に伴いそれぞれ独立的に可動可能に構成されていることを特徴とする曲げ加工装置。
【発明の効果】
【0007】
本発明の曲げ加工装置は、以上の構成により、可動ダイの長手方向の一部分にのみワークを載置して曲げ加工を行っても、長期にわたって可動ダイに反りが生じることなく、安定した曲げ加工が行えるという格別の作用効果を奏する。
【図面の簡単な説明】
【0008】
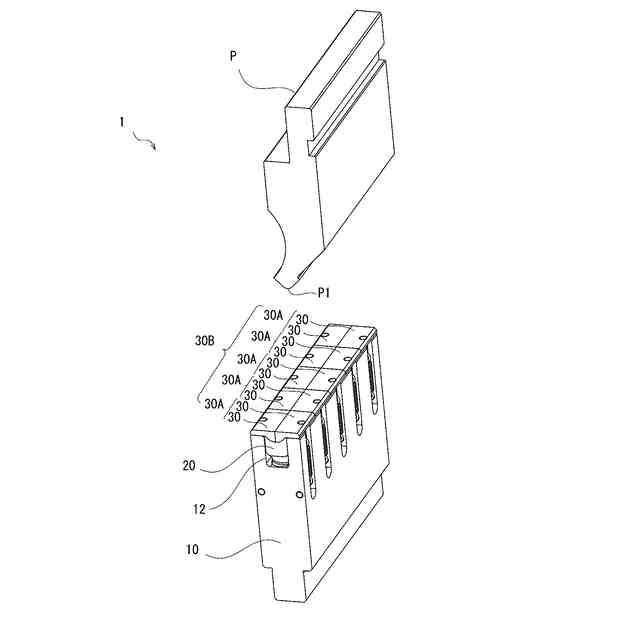
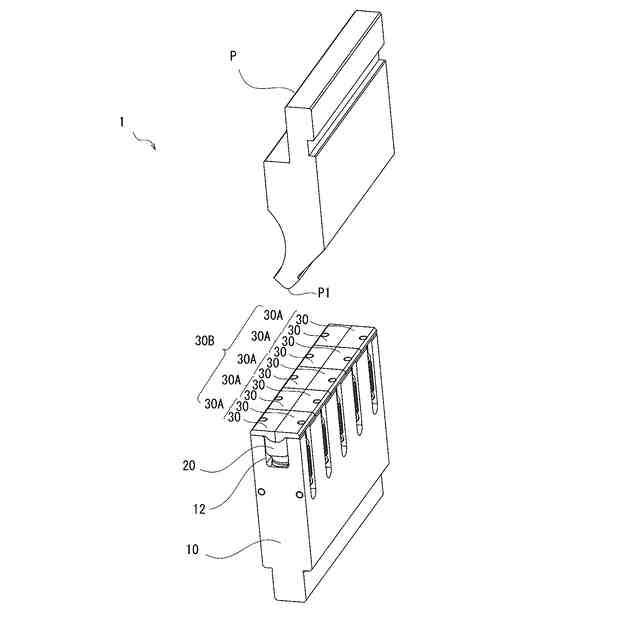
本実施形態に係る曲げ加工装置を上方から見た斜視図である。
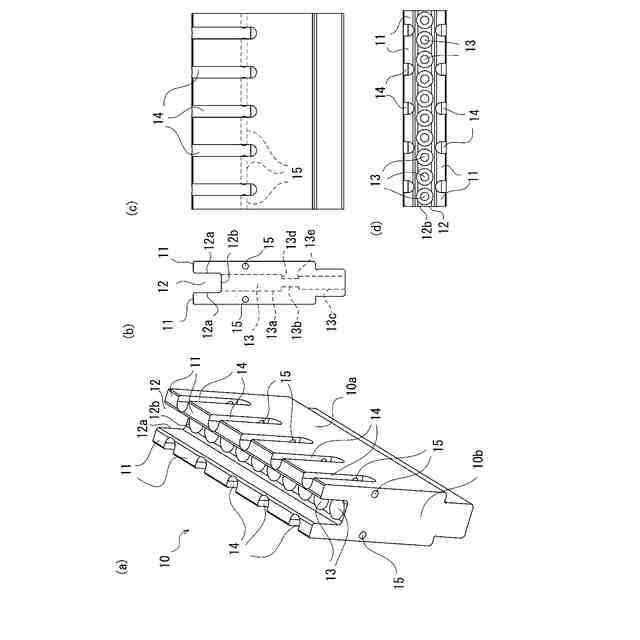
図2(a)は、同曲げ加工装置の本体を上方から見た斜視概要図であり、図2(b)は、同本体の側面概要図であり、図2(c)は、同本体の正面概要図であり、図2(d)は、同本体の平面概要図である。
図3(a)は、同曲げ加工装置の本体を取り除いた状態の各機能部材を下方から見た斜視概要図であり、図3(b)は、同曲げ加工装置の可動ダイと支持部材と支持棒との配置関係を説明する概要図である。
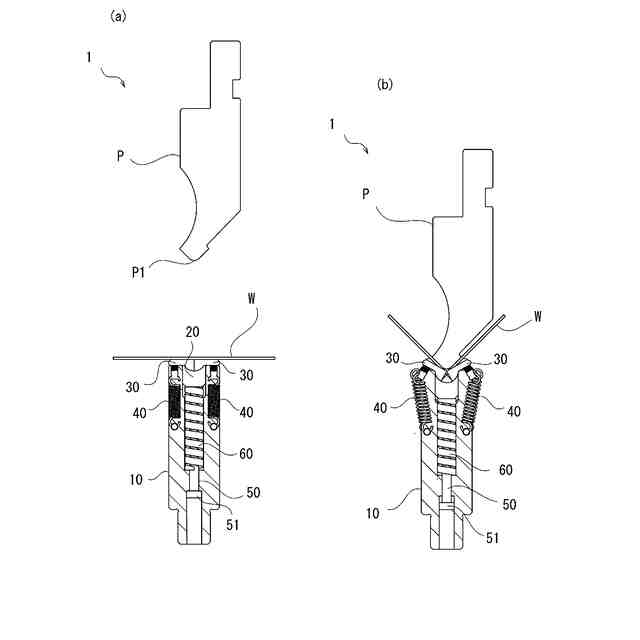
同曲げ加工装置によるワークの折り曲げ加工の状態を説明する斜視概要図であり、図4(a)は、曲げ加工前の状態を示し、図4(b)は、曲げ加工中の状態を示している。
同曲げ加工装置によるワークの折り曲げ加工の状態を説明する正面概要図(一部断面状態を示す)であり、図5(a)は、曲げ加工前の状態を示し、図5(b)は、曲げ加工中の状態を示している。
図6(a)は、従来の曲げ加工装置を示す斜視概要図であり、図6(b)は、ワークの折り曲げ加工に伴う反りを説明する概念図である。
【発明を実施するための形態】
【0009】
以下、本発明に係る曲げ加工装置の実施形態について、図面を参照しつつ説明する。
【0010】
図1は、本実施形態に係る曲げ加工装置を上方から見た斜視図である。本実施形態に係る曲げ加工装置1は、図1に示すように、ワークW(図4(a)参照)を押圧するパンチPと、基台をなす本体10と、本体10に上下動可能に設けられる複数の支持部材20と、ワークWを支持する複数の可動ダイ30と、を含み構成される。
複数の可動ダイ30は、本体10の短手方向に対向して配置される一対の可動ダイ30を可動ダイユニット30Aとして構成し、また、この可動ダイユニット30Aは、本体10の長手方向に複数隣接して配設されることで可動ダイユニット群30Bを構成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
6か月前
個人
鋼線材の高減面率延伸装置
5か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
株式会社プロテリアル
鍛造装置
21日前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
21日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
4か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
4か月前
大裕株式会社
鋼矢板の矯正装置
5か月前
日伸工業株式会社
加工システム
2か月前
トヨタ自動車株式会社
プレス成型方法
6か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社小矢部精機
膜厚制御装置
6か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社三明製作所
転造装置
10日前
株式会社カネミツ
筒張出部形成方法
今日
村田機械株式会社
上型ホルダ及びプレス機械
6か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
22日前
株式会社カネミツ
歯付円筒体形成方法
6日前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
6か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
トヨタ紡織株式会社
カシメ装置
3か月前
神鋼鋼線工業株式会社
ばね用線材
6か月前
JFEスチール株式会社
プレス成形品の製造方法
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































