TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007401
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108771
出願日
2023-06-30
発明の名称
樹脂製ホースの製造方法
出願人
株式会社ニチリン
代理人
弁理士法人ATEN
主分類
B29C
53/08 20060101AFI20250109BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】従来と異なる方法により、曲げ加工した樹脂製ホースを製造する。
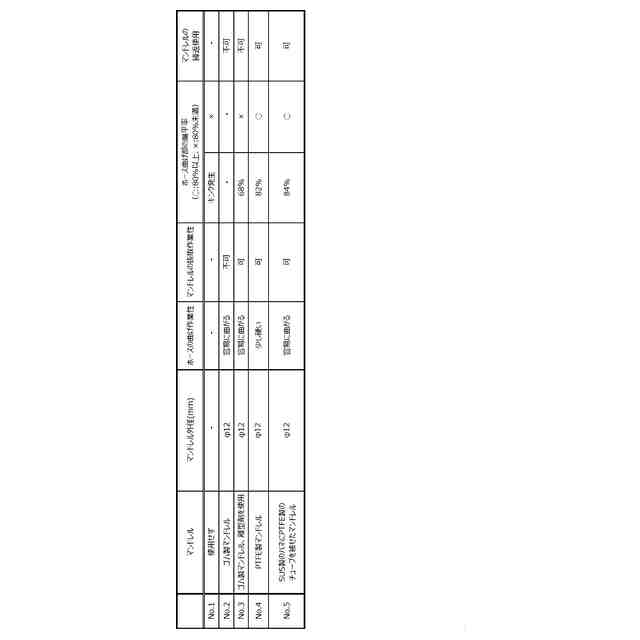
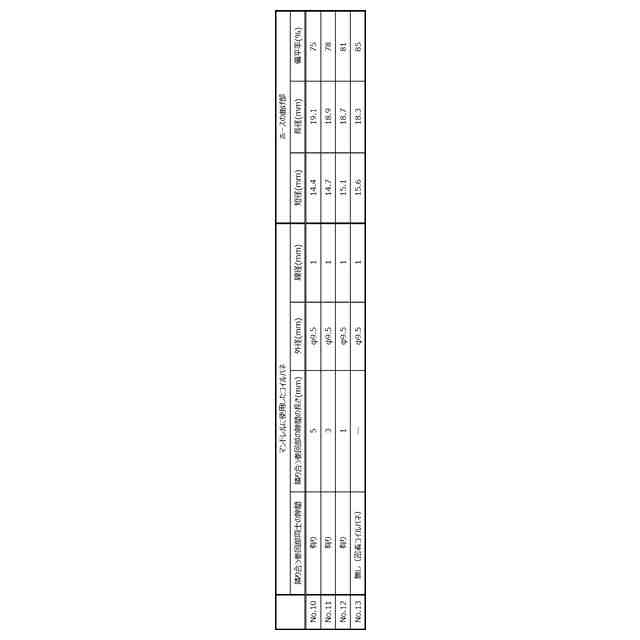
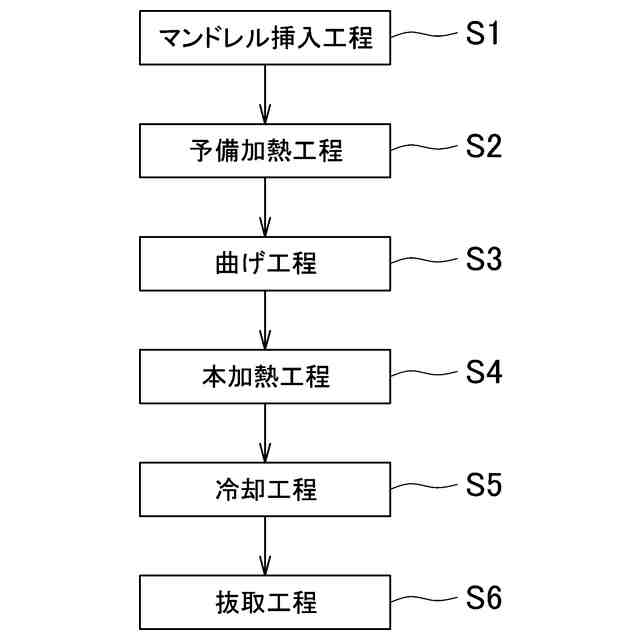
【解決手段】樹脂製ホースの製造方法は、樹脂製ホースに、力が作用していない状態で、隣り合う巻回部の隙間が1mm以下のコイルバネに、フッ素樹脂を含むチューブが被せられたマンドレルを挿入するマンドレル挿入工程と、樹脂製ホースを曲げるために、樹脂製ホースを予備加熱する予備加熱工程と、予備加熱工程後、マンドレルが挿入された樹脂製ホースを外側から支持することにより、樹脂製ホースを所定形状に曲げた状態にする曲げ工程と、樹脂製ホースが所定形状に曲がった状態で、樹脂製ホースを加熱する本加熱工程と、本加熱工程後、樹脂製ホースを冷却する冷却工程と、冷却工程後、樹脂製ホースからマンドレルを抜き取る抜取工程とを備える。
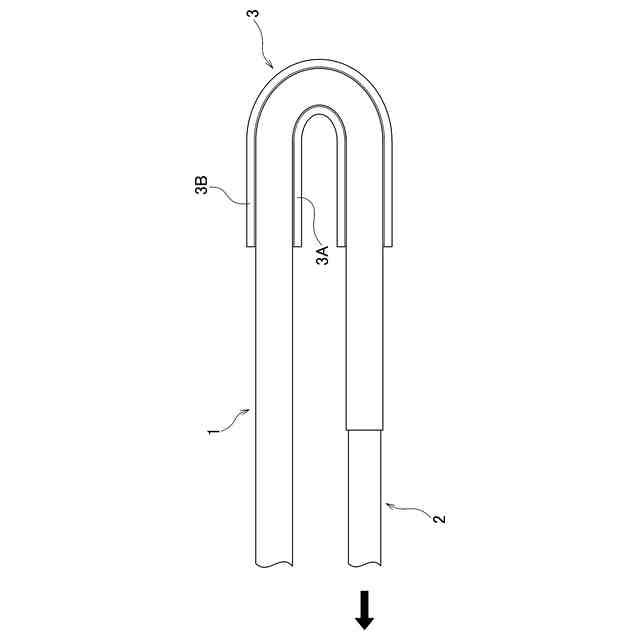
【選択図】図1
特許請求の範囲
【請求項1】
所定形状に曲げ加工された樹脂製ホースを製造する方法であって、
前記樹脂製ホースに、力が作用していない状態で、隣り合う巻回部の隙間が1mm以下のコイルバネに、フッ素樹脂を含むチューブが被せられたマンドレルを挿入するマンドレル挿入工程と、
前記樹脂製ホースを曲げるために、前記樹脂製ホースを予備加熱する予備加熱工程と、
前記予備加熱工程後、前記マンドレルが挿入された前記樹脂製ホースを外側から支持することにより、前記樹脂製ホースを所定形状に曲げた状態にする曲げ工程と、
前記樹脂製ホースが所定形状に曲がった状態で、前記樹脂製ホースを加熱する本加熱工程と、
前記本加熱工程後、前記樹脂製ホースを冷却する冷却工程と、
前記冷却工程後、前記樹脂製ホースから前記マンドレルを抜き取る抜取工程と、
を備える樹脂製ホースの製造方法。
続きを表示(約 260 文字)
【請求項2】
前記コイルバネは、力が作用していない状態で、隣り合う巻回部の少なくとも一部同士が接しているバネである
ことを特徴とする請求項1に記載の樹脂製ホースの製造方法。
【請求項3】
前記チューブの材質は、PTFEまたはPFAを含むフッ素樹脂である
ことを特徴とする請求項1または2に記載の樹脂製ホースの製造方法。
【請求項4】
前記マンドレル挿入工程後に、前記予備加熱工程を行なう、
ことを特徴とする請求項1に記載の樹脂製ホースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工された樹脂製ホースを製造する方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、樹脂製チューブと、複数のゴム層と、補強層とが、内側から順に積層された樹脂-ゴム複合ホースを曲げ加工する方法が記載されている。この方法では、樹脂-ゴム複合ホース内に、中空部を有するマンドレルを挿入した後、マンドレルの中空部に、所定形状に曲がった成型用マンドレルを挿入する。その後、ホースを加硫した後、ホースから成型用マンドレルと中空部を有するマンドレルとを順に抜き取る。
【先行技術文献】
【特許文献】
【0003】
特許第4069140号
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂-ゴム複合ホースから、所定形状に曲がった成型用マンドレルと中空部を有するマンドレルとを順に抜き取るとき、ホースに複合されたゴムによりホースが伸縮する。これにより、ホースから、所定形状に曲がった成型用マンドレルと中空部を有するマンドレルとを抜き取ることができる。しかし、ゴムが複合されていない樹脂製ホースを曲げ加工する場合、樹脂製ホースには伸縮性がないため、ホースから所定形状に曲がった成型用マンドレルや中空部を有するマンドレルを抜き取ることができないおそれがある。
【0005】
本発明は、従来と異なる方法により、曲げ加工した樹脂製ホースを製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本明細書に開示される樹脂製ホースの製造方法は、所定形状に曲げ加工された樹脂製ホースを製造する方法であって、前記樹脂製ホースに、力が作用していない状態で、隣り合う巻回部の隙間が1mm以下のコイルバネに、フッ素樹脂を含むチューブが被せられたマンドレルを挿入するマンドレル挿入工程と、前記樹脂製ホースを曲げるために、前記樹脂製ホースを予備加熱する予備加熱工程と、前記予備加熱工程後、前記マンドレルが挿入された前記樹脂製ホースを外側から支持することにより、前記樹脂製ホースを所定形状に曲げた状態にする曲げ工程と、前記樹脂製ホースが所定形状に曲がった状態で、前記樹脂製ホースを加熱する本加熱工程と、前記本加熱工程後、前記樹脂製ホースを冷却する冷却工程と、前記冷却工程後、前記樹脂製ホースから前記マンドレルを抜き取る抜取工程と、を備える。
【発明の効果】
【0007】
上記方法によると、従来と異なる方法により、曲げ加工した樹脂製ホースを製造することができる。
【図面の簡単な説明】
【0008】
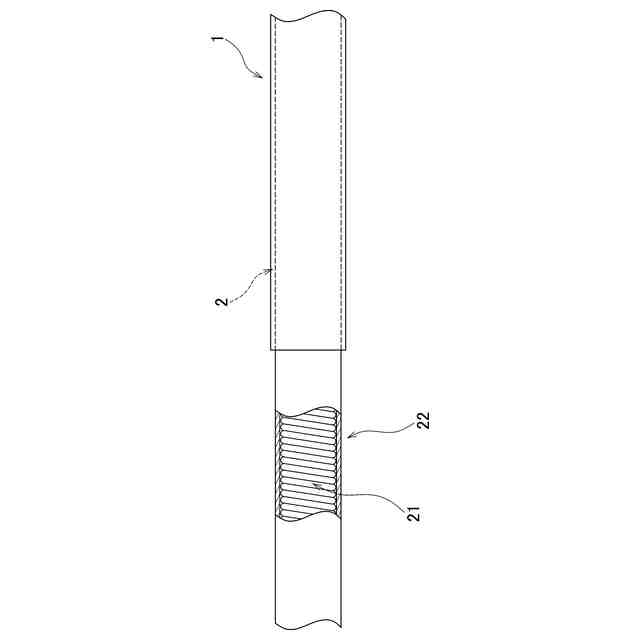
樹脂製ホースの製造方法を順に説明するマンドレル挿入前の模式図である。
(a)および(b)は、マンドレルのバネの例を示す模式図である。
樹脂製ホースの製造方法を順に説明するマンドレル挿入時の模式図である。
樹脂製ホースの製造方法のフローチャートである。
樹脂製ホースの製造方法に使用する型の平面図である。
樹脂製ホースの製造方法を順に説明するマンドレル抜取前の模式図である。
樹脂製ホースの製造方法を順に説明するマンドレル抜取後の模式図である。
(a)および(b)は、樹脂製ホース曲げ部の扁平率の求め方を説明する模式図である。(b)は(a)のb-b線断面図である。
【発明を実施するための形態】
【0009】
以下、好適な実施形態について説明する。
【0010】
ここでは、曲げ加工された樹脂製ホースを製造する方法について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
シーメット株式会社
光造形装置
1か月前
津田駒工業株式会社
連続成形機
11か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
3か月前
株式会社日本製鋼所
押出機
3か月前
株式会社FTS
ロッド
6日前
個人
樹脂可塑化方法及び装置
13日前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
5か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
1か月前
株式会社FTS
セパレータ
今日
株式会社日本製鋼所
押出成形装置
4か月前
個人
ノズルおよび熱風溶接機
22日前
トヨタ自動車株式会社
3Dプリンタ
1か月前
東レ株式会社
溶融押出装置および押出方法
21日前
株式会社ニフコ
樹脂製品の製造方法
3か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社城北精工所
押出成形用ダイ
10か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
日東工業株式会社
インサート成形機
1か月前
小林工業株式会社
振動溶着機
7か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































