TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007281
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108568
出願日
2023-06-30
発明の名称
樹脂成形品の製造方法、金型及び樹脂成形品
出願人
NISSHA株式会社
代理人
個人
,
個人
主分類
B29C
33/14 20060101AFI20250109BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型に対して歪みのある樹脂フィルムをインサートするインサート成形において成形不良を抑制する。
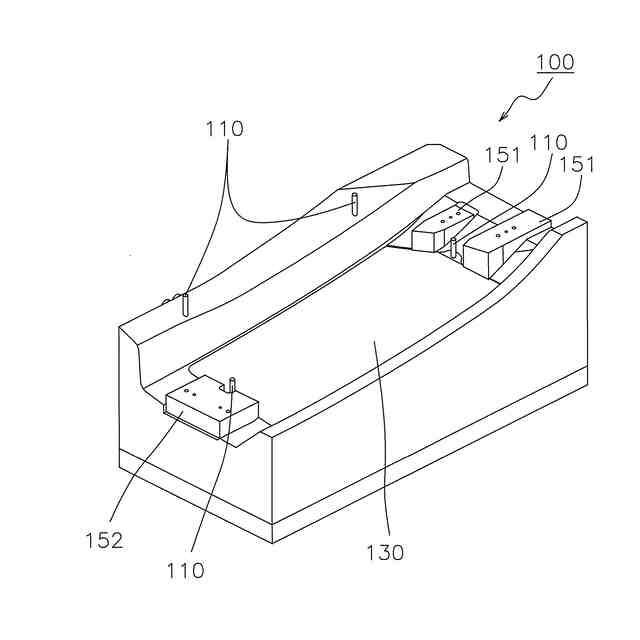
【解決手段】ホールド工程で、樹脂フィルム10の端辺10a,10bの少なくとも一部をホールドブロック150と第1型100との間に挟んで第1型100に密着させる。型締め工程で、第1型100と第2型200を型締めして、第1型100と第2型200でホールドブロック150を固定し、樹脂フィルム10の一部を収容するキャビティC1を形成する。成形工程で、キャビティC1に樹脂を注入し、樹脂フィルム10がインサートされた樹脂成形品1を成形する。このキャビティC1の壁面が、ホールドブロック150の一部であるキャビティ形成領域155を含み、キャビティ形成領域155が樹脂フィルム10の端辺10a,10bの近傍から立ち上がる樹脂成形品1の側面1aに接するように構成されている。
【選択図】図16
特許請求の範囲
【請求項1】
樹脂フィルムを第1型に嵌め込むセット工程と、
前記樹脂フィルムの端辺の少なくとも一部をホールドブロックと前記第1型との間に挟んで前記第1型に密着させるホールド工程と、
前記第1型と第2型を型締めして、前記第1型と前記第2型で前記ホールドブロックを固定し、前記樹脂フィルムの一部を収容するキャビティを形成する型締め工程と、
前記キャビティに樹脂を注入して、前記樹脂フィルムがインサートされた樹脂成形品を成形する成形工程と、
前記第1型と前記第2型を開いて、前記樹脂フィルムがインサートされた前記樹脂成形品を取り出す型開き・取出し工程と
を備え、
前記キャビティの壁面が、前記ホールドブロックの一部であるキャビティ形成領域を含み、前記キャビティ形成領域が前記樹脂フィルムの前記端辺の近傍から立ち上がる前記樹脂成形品の側面に接することを特徴とする、樹脂成形品の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記樹脂フィルムには、金属線が配線されており、
前記セット工程の前に、前記金属線が配線されている前記樹脂フィルムを立体的に成形するプレフォーミング工程をさらに備える、
請求項1に記載の樹脂成形品の製造方法。
【請求項3】
前記ホールドブロックは、回転軸を中心に回転できるよう前記第1型に取り付けられ、
前記ホールド工程では、前記ホールドブロックがシリンダーによって押されることで前記回転軸を中心に回転することにより、前記ホールドブロックが前記樹脂フィルムの前記端辺の少なくとも一部を前記第1型との間に挟んで前記第1型に密着させ、
前記型開き・取出し工程では、前記第1型と前記第2型が開くときに、前記ホールドブロックが前記シリンダーによって押されておらず、前記ホールドブロックが前記回転軸を中心に回転することができる状態にされる、
請求項1に記載の樹脂成形品の製造方法。
【請求項4】
前記型開き・取出し工程では、前記第1型と前記第2型が型開きするときに、前記ホールドブロックの凸部が前記樹脂成形品に引っかかって、前記樹脂成形品が前記ホールドブロックを押す、
請求項3に記載の樹脂成形品の製造方法。
【請求項5】
樹脂成形品を成形するためのキャビティを型締めによって形成するための第1型と第2型と、
前記第1型に取り付けられ、型開きした状態で、前記樹脂成形品にインサートされる樹脂フィルムの端辺の少なくとも一部を前記第1型に押し付けていない開状態と前記端辺の少なくとも一部を前記第1型に押し付けている閉状態とを切り換えるように可動可能なホールドブロックと
を備え、
前記ホールドブロックは、前記第1型と前記第2型が型締めされた状態で、前記キャビティの壁面の一部を構成し、前記端辺の近傍から立ち上がるキャビティ形成領域を含むことを特徴とする、金型。
【請求項6】
前記ホールドブロックは、回転軸を中心に回転できるよう前記第1型に取り付けられており、
前記第1型は、前記ホールドブロックを押して前記回転軸を中心に回転させるシリンダーを有し、前記閉状態において前記ホールドブロックとの間に前記樹脂フィルムの厚みに相当するサイズの隙間が形成されるように構成されている、
請求項5に記載の金型。
【請求項7】
前記ホールドブロックは、前記第1型と前記第2型が型開きするときに、前記ホールドブロックの凸部が前記樹脂成形品に引っかかって、前記樹脂成形品が前記ホールドブロックを押すように構成されている、
請求項6に記載の金型。
【請求項8】
前記第1型は、型開き状態において、前記ホールドブロックの前記閉状態を解除するための圧力を前記ホールドブロックに常時与えるスプリングまたはプランジャーを有する、
請求項5から7のいずれか一項に記載の金型。
【請求項9】
樹脂成形体と、
前記樹脂成形体にインサート成形によって一体化されている樹脂フィルムと、
蛇行するように前記樹脂フィルムに配線されている金属線と
を備え、
前記樹脂フィルムは、前記樹脂成形体から端辺が突出した突出部を有する、樹脂成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の製造方法、その製造方法に用いられる金型、及び樹脂成形品に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
金属線を樹脂成形品と一体化する方法として、例えば、特許文献1(特開2022-144960号公報)に記載されているように、配線を有するフィルムをインサートして射出成形する製造方法がある。特許文献1に記載されている製造方法では、金型のキャビティにて射出成形された樹脂成形品を射出成形後には可動型に保持するが、インサートするフィルムは固定型に保持する。
【先行技術文献】
【特許文献】
【0003】
特開2022-144960号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、銅線などの金属線が配線された樹脂フィルムは、金属線の剛性が強いため、金属線の形状によって樹脂フィルムが歪められることがある。このような歪んだ樹脂フィルムを使ってインサート成形を行う場合、吸引及び位置決めピンの一方または両方による矯正だけでは、金型のキャビティ内における樹脂フィルムの変形を除去することができず、成形不良が発生することがある。
また、フィルムを固定型に保持するために固定型にアンダーカットを設けてフィルムを固定型に引っ掛ける方法を用いると、型開きのときに樹脂成形品が固定型に保持されてしまう場合がある。
【0005】
本発明の課題は、金型に対して歪みのある樹脂フィルムをインサートするインサート成形において成形不良を抑制することにある。
【課題を解決するための手段】
【0006】
以下に、課題を解決するための手段として複数の態様を説明する。これら態様は、必要に応じて任意に組み合せることができる。
本発明の一見地に係る樹脂成形品の製造方法は、セット工程とホールド工程と型締め工程と成形工程と型開き・取出し工程とを備えている。セット工程では、樹脂フィルムを第1型に嵌め込む。ホールド工程では、樹脂フィルムの端辺の少なくとも一部をホールドブロックと第1型との間に挟んで第1型に密着させる。型締め工程では、第1型と第2型を型締めして、第1型と第2型でホールドブロックを固定し、樹脂フィルムの一部を収容するキャビティを形成する。成形工程では、キャビティに樹脂を注入して、樹脂フィルムがインサートされた樹脂成形品を成形する。型開き・取出し工程で、第1型と第2型を開いて、樹脂フィルムがインサートされた樹脂成形品を取り出す。キャビティの壁面が、ホールドブロックの一部であるキャビティ形成領域を含み、キャビティ形成領域が樹脂フィルムの端辺の近傍から立ち上がる樹脂成形品の側面に接するように構成されている。
上述のように構成された樹脂成形品の製造方法では、キャビティ形成領域は、樹脂フィルムの端辺の近傍から立ち上がる樹脂成形品の側面に接する。そして、樹脂成形品の近傍をホールドブロックで第1型に押し付けているので、樹脂フィルムに歪みが生じていてもホールドブロックで歪みの生じた樹脂フィルムを十分に矯正してインサートでき、インサート成形における成形不良を抑制することができる。
【0007】
上述の樹脂成形品の製造方法は、樹脂フィルムには、金属線が配線されており、セット工程の前に、金属線が配線されている樹脂フィルムを立体的に成形するプレフォーミング工程をさらに備えるように構成できる。このように構成された樹脂成形品の製造方法は、金属線のために歪みが大きくなる樹脂フィルムを、ホールドブロックで十分に矯正でき、インサート成形の成形不良を抑制することができる。
上述の樹脂成形品の製造方法は、ホールドブロックは、回転軸を中心に回転できるよう第1型に取り付けられ、ホールド工程では、ホールドブロックがシリンダーによって押されることで回転軸を中心に回転することにより、ホールドブロックが樹脂フィルムの端辺の少なくとも一部を第1型との間に挟んで第1型に密着させ、型開き・取出し工程では、第1型と第2型が開くときに、ホールドブロックがシリンダーによって押されておらず、ホールドブロックが回転軸を中心に回転することができる状態にされる、ように構成できる。このように構成された樹脂成形品の製造方法は、ホールドブロックが回転することで、ホールドブロックで樹脂フィルムの端辺を第1型との間に挟んで第1型に密着させたり開放したりを行い易くなり、製造スピードを向上させ易くなる。
上述の樹脂成形品の製造方法は、型開き・取出し工程では、第1型と第2型が型開きするときに、ホールドブロックの凸部が樹脂成形品に引っかかって、樹脂成形品がホールドブロックを押す、ように構成できる。このように構成された樹脂成形品の製造方法では、型開き・取出し工程で樹脂成形品がホールドブロックを押すので、ホールドブロックを開状態にし易くなり、製造スピードを向上させ易いものとなっている。
【0008】
本発明の一見地に係る金型は、第1型と第2型と、ホールドブロックとを備えている。第1型と第2型は、樹脂成形品を成形するためのキャビティを型締めによって形成するためのものである。ホールドブロックは、第1型に取り付けられ、型開きした状態で、樹脂成形品にインサートされる樹脂フィルムの端辺の少なくとも一部を第1型に押し付けていない開状態と端辺の少なくとも一部を第1型に押し付けている閉状態とを切り換えるように可動可能なものである。ホールドブロックは、第1型と第2型が型締めされた状態で、キャビティの壁面の一部を構成し、端辺の近傍から立ち上がるキャビティ形成領域を含む。
このように構成された金型は、金型に対して歪みのある樹脂フィルムをホールドブロックで矯正してインサートし、インサート成形の成形不良を抑制する樹脂成形品の製造方法に適している。
【0009】
上述の金型は、ホールドブロックが、回転軸を中心に回転できるよう第1型に取り付けられ、第1型が、ホールドブロックを押して回転軸を中心に回転させるシリンダーを有し、閉状態においてホールドブロックとの間に樹脂フィルムの厚みに相当するサイズの隙間が形成されるように構成できる。
上述の金型は、ホールドブロックは、第1型と第2型が型開きするときに、ホールドブロックの凸部が樹脂成形品に引っかかって、樹脂成形品がホールドブロックを押すように構成することができる。このように構成された金型は、ホールドブロックを開状態にし易くなり、製造スピードを向上させ易い樹脂成形品の製造方法に適したものとなる。
上述の金型は、第1型が、型開き状態において、ホールドブロックの閉状態を解除するための圧力をホールドブロックに常時与えるスプリングまたはプランジャーを有する構成とすることができる。このように構成された金型は、ホールドブロックを開状態にし易くなり、製造スピードを向上させ易い樹脂成形品の製造方法に適したものとなる。
【0010】
本発明の一見地に係る樹脂成形品は、樹脂成形体と、樹脂成形体にインサート成形によって一体化されている樹脂フィルムと、蛇行するように樹脂フィルムに配線されている金属線とを備える。樹脂フィルムは、樹脂成形体から端辺が突出した突出部を有する。
このように構成された樹脂成形品は、突出部をカットする工程を省くことができ、樹脂成形品のコストの上昇を抑制できる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
27日前
個人
樹脂可塑化方法及び装置
1か月前
株式会社リコー
シート剥離装置
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
21日前
株式会社神戸製鋼所
混練機
7日前
小林工業株式会社
振動溶着機
8か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
トヨタ自動車株式会社
真空成形装置
9か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
真空成形方法
9か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社カネカ
再生アクリル樹脂の製造方法
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
三光合成株式会社
ガス排出供給構造体
4か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ


































