TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025003331
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2024083753
出願日
2024-05-23
発明の名称
シート製造用途のための自動フレーム間整合監視
出願人
ハネウェル・インターナショナル・インコーポレーテッド
,
Honeywell International Inc.
代理人
個人
,
個人
,
個人
,
個人
主分類
D21G
9/00 20060101AFI20241226BHJP(製紙;セルロースの製造)
要約
【課題】連続シート生産プロセスで採用されるオンライン測定プロファイルミスアライメントのレベルを決定する自動監視システムの提供。
【解決手段】シート製造において2つのプロファイルを整合させることは、シート上のコーティング重量を計算できるようにするために重要である。コーティング重量プロファイルは、コーティング後のコーティングされたシートの測定された総重量からコーティング前のシートの重量を差し引くことによって計算される。プロファイルがこの減算に対して正しく整合されていない場合、コーティング重量プロファイルは不正確になり、コーティング重量の明らかな偏差に対する是正管理措置がシートの間違った部分に適用され、品質が低下する可能性がある。プロファイルのミスアライメントは、新しい測定データが利用可能になると、相互相関分析を繰り返し実行することによって監視される。
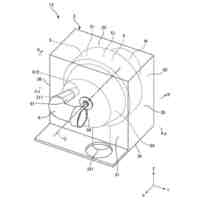
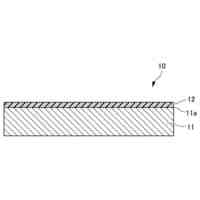
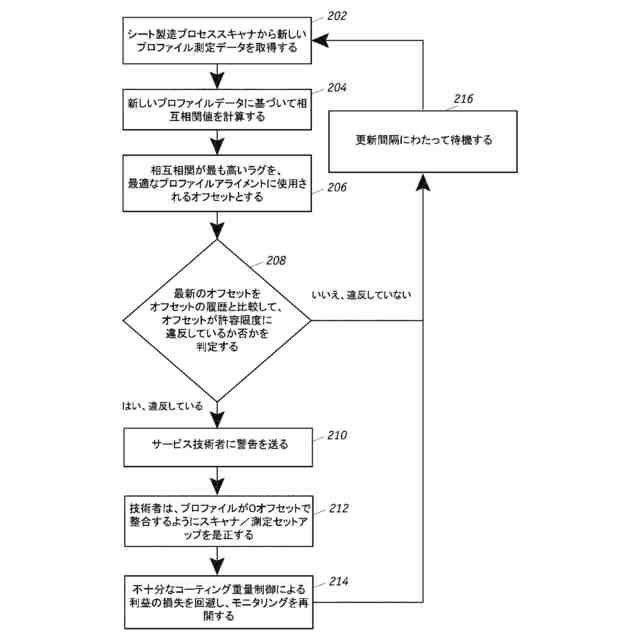
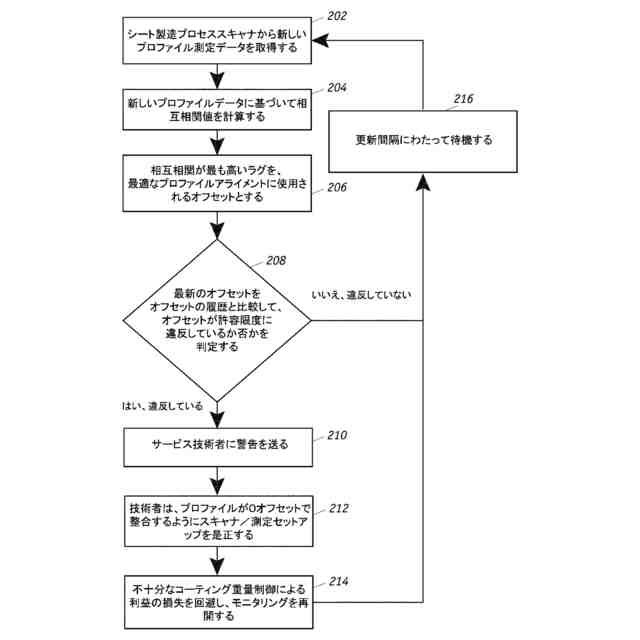
【選択図】図2
特許請求の範囲
【請求項1】
機械方向(MD)に移動する連続シートを生産するシート製造システムを動作させる方法であって、前記シート製造システムは、1つ以上のアクチュエータビームを含み、各ビームは、横断方向に沿って配列された複数のアクチュエータと、前記MDに沿った第1の位置において前記1つ以上のアクチュエータビームの下流に配置された第1のセンサと、前記MDに沿った第2の位置において前記第1のセンサの下流に配置された第2のセンサと、を含み、前記方法は、
(a)前記第1のセンサを用いて前記連続シートのシート特性を測定し、第1のシート特性プロファイルを生成し、前記第1のシート特性プロファイルを履歴の第1のプロファイルのデータベースに記録するステップと、
(b)前記第2のセンサを用いて前記連続シートのシート特性を測定し、第2のシート特性プロファイルを生成するステップと、
(c)アライメント情報を決定するために、前記第2のシート特性プロファイルを前記データベースからの1つ以上の第1のプロファイルと比較するステップと、
(d)ステップ(a)、(b)及び(c)を繰り返すステップと、を含む、方法。
続きを表示(約 730 文字)
【請求項2】
機械方向(MD)に動く、移動する材料のシートの形成を監視するシステムであって、
第1の位置において前記シートの第1のプロファイルを測定するように構成された第1のデバイスと、
第1の位置よりも下流側の第2の位置においてシートの第2のプロファイルを測定するように構成された第2のデバイスと、
前記第1のプロファイルと前記第2のプロファイルとの間のアライメントを決定するために、前記第1のプロファイルを前記第2のプロファイルと比較するための手段と、を含む、システム。
【請求項3】
前記第1のプロファイルを前記第2のプロファイルと比較するための手段は相互相関を使用する、請求項2に記載のシステム。
【請求項4】
機械方向(MD)に移動する連続シートを生産するシート製造システムを動作させる方法であって、前記シート製造システムは、横断方向に沿って配列された1つ以上のアクチュエータと、前記MDに沿った第1の位置において前記1つ以上のアクチュエータの下流に配置された第1のセンサと、前記MDに沿った第2の位置において前記第1の走査センサの下流に配置された第2のセンサと、を含み、前記方法は、
(a)前記第1のセンサを用いて前記連続シートのシート特性を測定し、第1のシート特性プロファイルを生成するステップと、
(b)前記第2のセンサを用いて前記連続シートのシート特性を測定し、第2のシート特性プロファイルを生成するステップと、
(c)アライメント情報を決定するために、第1のシート特性プロファイルを第2のシート特性プロファイルと比較するステップと、を含む、方法。
発明の詳細な説明
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2023年6月21日に出願された同時係属出願第63/522,252号に対する35U.S.C.§119(e)の下での優先権を主張し、これは参照により本明細書に組み込まれる。
続きを表示(約 2,700 文字)
【0002】
(発明の分野)
本発明は、一般に、シート材料を製作するための品質管理技術に関し、より詳細には、連続シート生産プロセスで採用されるスキャナ間のオンライン測定プロファイルミスアライメントのレベルを決定する自動監視システムに関する。
【背景技術】
【0003】
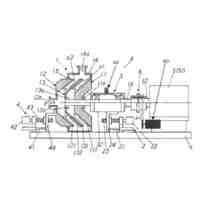
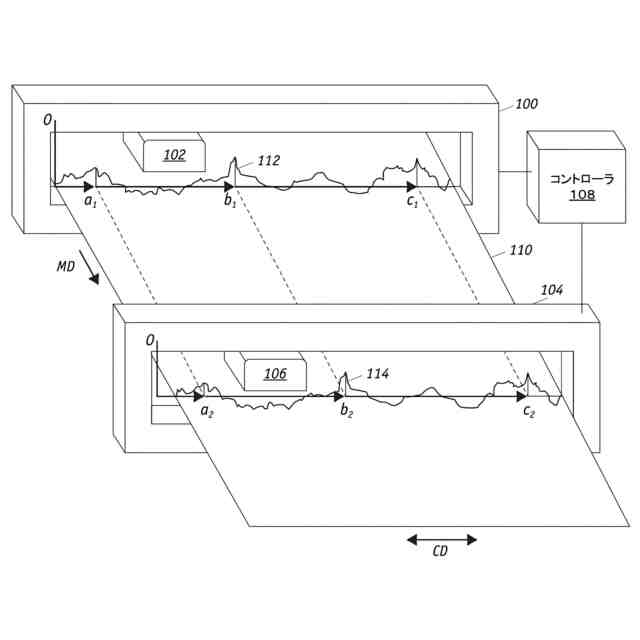
オンライン測定は、製造中にシート材料の特性を検出して、シート作製プロセスの促進制御を可能にし、ひいては、生産される規格外のシート材料の量を低減しながらシート品質を保証するために使用される。シート作製中のオンライン測定を行う際の主な問題のうちの1つは、シート材料の物理的特性が、通常、機械方向及び横方向において変化することである。(「機械方向」とは、製造中のシート材料の移動方向を指し、「横方向」という用語は、機械方向に垂直なシートの表面を横切る方向を指す。)
【0004】
シート材料のばらつきを検出するために、各走査に沿った坪量又はキャリパなどの選択されたシート特性の値を検出しながら、横方向にシート作製機械を横切って周期的に前後に横断する走査センサが用いられる。実際には、走査センサによって提供された測定情報は、通常、各走査の後に組み立てられて、横方向で検出されたシート特性の「プロファイル」を提供する。言い換えれば、各プロファイルは、横方向の隣接する場所での一連のシート測定値で構成される。プロファイルの目的は、シート特性の横方向のばらつきを容易に検出することを可能にすることである。特性測定値は、横方向セグメントの有限サイズのビンにおいて平均化される。スキャナ測定値を表示するマップは、典型的に、幅にわたる点又はビンに分割される。例えば、各ビンは約5mmの距離を表すことができる。
【0005】
製紙及びリチウムイオン電池電極製造において、機械方向に沿って異なる位置に位置付けられた複数のスキャナがしばしば使用される。各スキャナは、生産ライン上で幅方向測定プロファイルを生成する。各スキャナからの測定プロファイルは、シートの一方の側から他方の側までの離散エリアをカバーする何百もの測定を含むことができる。測定及び品質管理目的のために、すべてのスキャナについてプロファイルを整合させておくことが必要である。
【0006】
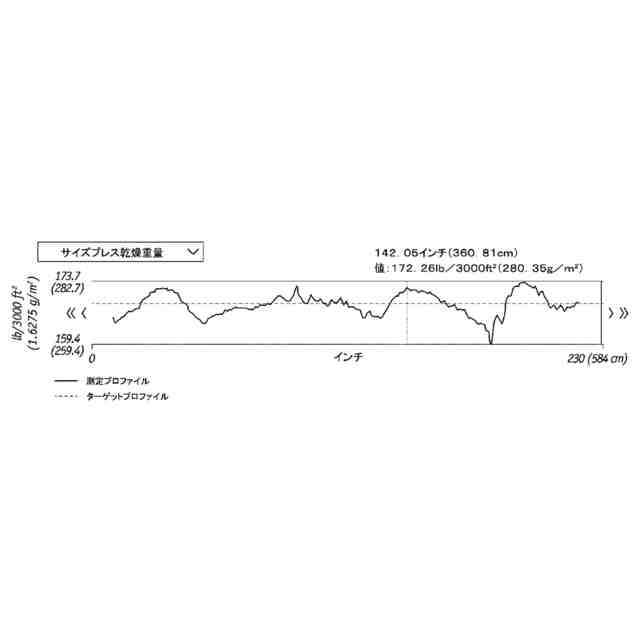
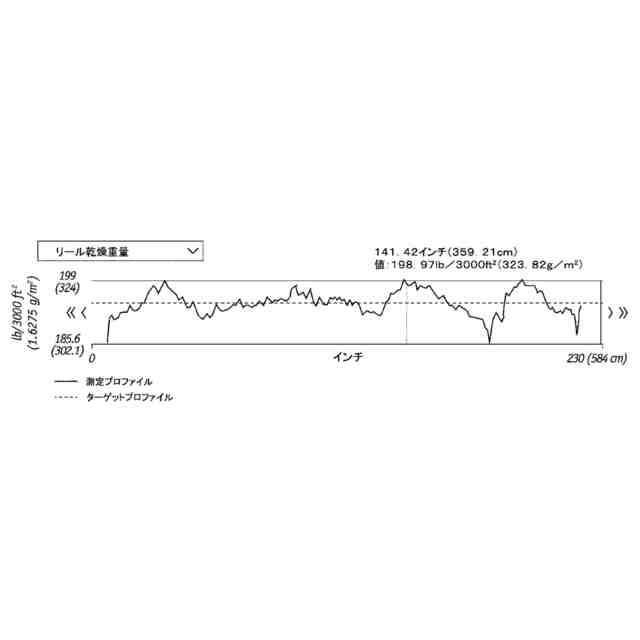
スキャナのミスアライメントは、生産ラインの開始から最終の生産ラインまでの異常の追跡にも影響を及ぼす。製造されるシートがコーティングされる場合、コーティングされていないシートの重量プロファイルがコーティングされた重量プロファイルから減算されるとき、誤整合したプロファイルは不正確なコーティング重量の推定をもたらす可能性がある。現在、シート製造業者は、適切なデータを収集し分析することによって、スキャナのアライメントを手動でチェックしなければならない。時間のかかる是正措置は必要な場合に実行されるが、これは高レベルのドメイン知識を必要とする可能性があり、問題が発見されたときにのみ行われることが多い。更に、製造者は、ミスアライメントが根本的な原因であることに気付かないので、不十分なシート品質が持続するか、あるいは検出されなくなる可能性がある。当業界では、ミスアライメントが発生したときに製造業者に直ちに通告し得る自動アライメント監視システムが必要とされている。
【発明の概要】
【0007】
本発明は、1つのスキャナデバイスおいて指定されたビンが、他のすべてのスキャナデバイスにおいて同じビンに対応し、両方ともシートの同じ別個の部分を表すという認識に部分的に基づいている。プロセス動作の変化に起因して、プロファイルのアライメントは経時的に変化する可能性があり、したがって、アライメントが特定のビン数又は対応する物理的距離だけシフトされた場合、1つのスキャナデバイスからのプロファイルがより良好に整合され得る。スキャナのミスアライメントは、下流制御ループが上流制御ループに対してターゲットプロファイルの誤った部分を調整するように動作するので、不十分なカスケード制御などの問題を引き起こす可能性がある。
【0008】
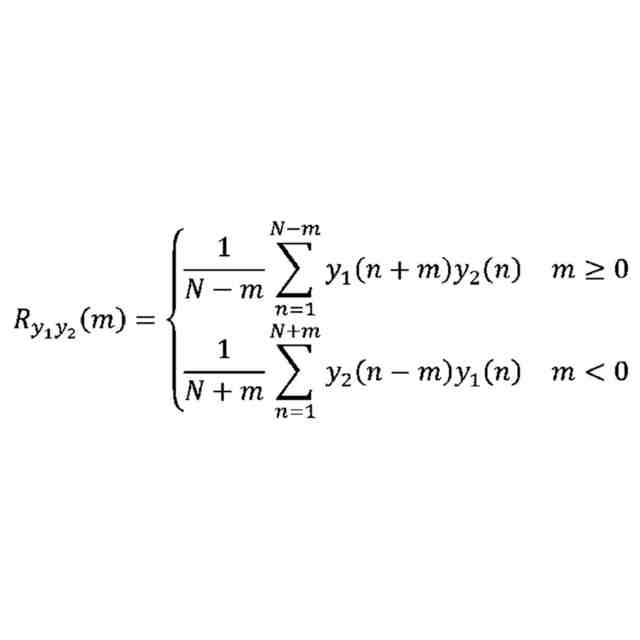
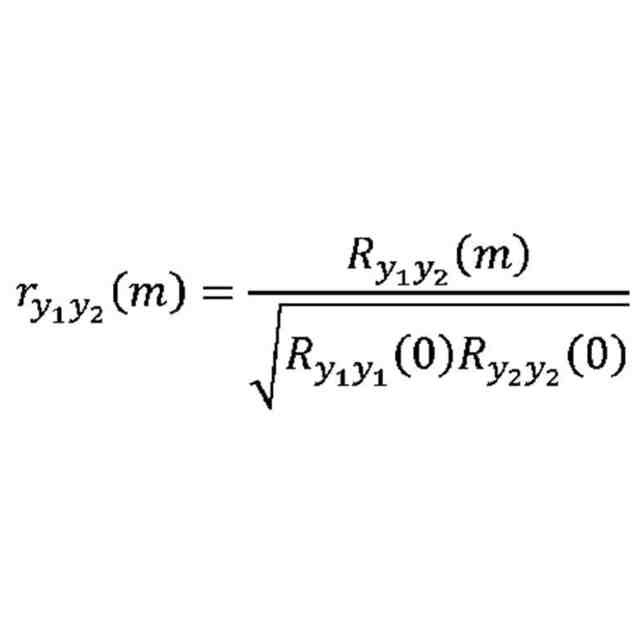
本発明では、新しい測定データが利用可能になると、相互相関分析を繰り返し実行することによって、プロファイルのミスアライメントを監視することができる。オフセットの変化を経時的に追跡することができ、データを監視のために表示することができる。オフセットが0から逸脱したとき、及び/又は値が(ある閾値内で)変化したとき、プラント要員への自動警報がトリガされる。
【0009】
一態様では、本発明は、機械方向(MD)に移動する連続シートを生産するシート製造システムを動作させる方法であって、シート製造システムは、1つ以上のアクチュエータビームを含み、各ビームは、横断方向に沿って配列された複数のアクチュエータと、MDに沿った第1の位置において1つ以上のアクチュエータビームの下流に配置された第1のセンサと、MDに沿った第2の位置において第1のセンサの下流に配置された第2のセンサと、を含み、方法は、
(a)第1のセンサを用いて連続シートのシート特性を測定し、第1のシート特性プロファイルを生成し、第1のシート特性プロファイルを履歴の第1のプロファイルの(クラウド内などの)データベースに記録するステップと、
(b)第2のセンサを用いて連続シートのシート特性を測定し、第2のシート特性プロファイルを生成するステップと、
(c)アライメント情報を決定するために、第2のシート特性プロファイルをデータベースからの1つ以上の第1のプロファイルと比較するステップと、
(d)ステップ(a)、(b)及び(c)を繰り返すステップと、を含む、方法を対象とする。センサは走査センサであることが好ましく、この技術は相互相関分析を用いる。
【0010】
別の態様では、本発明は、機械方向(MD)に動く、移動する材料のシートの形成を監視するシステムを対象とし、システムは、
第1の位置においてシートの第1のプロファイルを測定するように構成された第1のデバイスと、
第1の位置よりも下流側の第2の位置においてシートの第2のプロファイルを測定するように構成された第2のデバイスと、
第1のプロファイルと第2のプロファイルとの間のアライメントを決定するために、第1のプロファイルを第2のプロファイルと比較するための手段と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
11日前
三菱製紙株式会社
印刷用紙
11日前
三菱製紙株式会社
印刷用紙
3か月前
日本製紙株式会社
上質紙
2か月前
個人
炭・竹パウダ-を使用した紙
3か月前
三菱製紙株式会社
不織布の製造方法
3か月前
日本製紙株式会社
塗工紙
1か月前
ハイモ株式会社
濾水性向上を図る抄紙方法
11日前
個人
耐水紙体の製造方法および耐水紙体
7日前
特種東海製紙株式会社
耐油紙及びその製造方法
2か月前
日本製紙株式会社
ヒートシール紙
4か月前
日本製紙株式会社
ヒートシール紙
4か月前
日本製紙クレシア株式会社
キッチンタオルロール
14日前
日本製紙株式会社
段ボール用ライナ
4か月前
大王製紙株式会社
板紙
3か月前
日本製紙株式会社
パルプの解砕方法。
7日前
栗田工業株式会社
紙の製造方法及び薬剤
4か月前
日本製紙株式会社
塗工紙および紙製緩衝体
3か月前
栗田工業株式会社
製紙工程用洗浄剤
1日前
大王製紙株式会社
板紙
4か月前
セイコーエプソン株式会社
解繊装置
3か月前
日本製紙株式会社
顔料塗工紙
4か月前
王子ホールディングス株式会社
滅菌紙、および滅菌包装体
3か月前
丸住製紙株式会社
機能性材料
23日前
栗田工業株式会社
マクロスティッキー処理剤
1日前
日本製紙株式会社
グラビア印刷用塗工紙
4か月前
リンテック株式会社
剥離紙原紙
22日前
花王株式会社
紙塗工用樹脂粒子水分散液
2か月前
株式会社ユポ・コーポレーション
記録用紙
3か月前
大王製紙株式会社
粘着テープ用原紙
2か月前
丸富製紙株式会社
セルロースナノファイバーの製造方法
1か月前
ミヨシ油脂株式会社
スケール防止方法
1か月前
日本製紙株式会社
板紙、含浸用加工原紙および樹脂含浸紙
14日前
北越コーポレーション株式会社
包装原紙
3か月前
北越コーポレーション株式会社
包装用紙
4か月前
株式会社サトミ製作所
リファイナーの接触判定方法及びリファイナー
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ