TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024153140
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2023066798
出願日
2023-04-17
発明の名称
滅菌紙、および滅菌包装体
出願人
王子ホールディングス株式会社
代理人
主分類
D21H
27/00 20060101AFI20241022BHJP(製紙;セルロースの製造)
要約
【課題】イージーピール性、高温環境安定性の向上を可能とした滅菌紙、および、滅菌包装体を提供することである。
【解決手段】通気性基材22と、前記通気性基材の一方の面に熱接着層23を備え、前記接着層は、熱可塑性樹脂と、ワックスとを含み、前記ワックスの融点が60℃以上であり、JIS P 8121:2012に準じて測定される王研式透気度が700秒以下である滅菌紙。前記ワックスが前記熱可塑性樹脂100質量部に対して1~20質量部であることが好ましく、前記ワックスがカルナバワックスを1種以上含むことが好ましい。
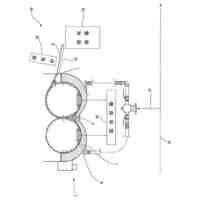
【選択図】図1
特許請求の範囲
【請求項1】
通気性基材と、前記通気性基材の一方の面に熱接着層を備え、前記接着層は、熱可塑性樹脂と、ワックスとを含み、前記ワックスの融点が60℃以上であり、JIS P 8121:2012に準じて測定される王研式透気度が700秒以下である滅菌紙。
続きを表示(約 720 文字)
【請求項2】
前記ワックスが前記熱可塑性樹脂100質量部に対して1~20質量部である請求項1に記載の滅菌紙。
【請求項3】
前記ワックスがカルナバワックスを1種以上含む請求項1~2のいずれかに記載の滅菌紙。
【請求項4】
前記熱可塑性樹脂が分子中にポリオレフィン構造を有するものである請求項1~3のいずれかに記載の滅菌紙。
【請求項5】
前記熱接着層とポリ塩化ビニルフィルムとを150℃、0.1MPa、1秒の条件で熱圧着し、JIS P 8113:2006に準じて剥離速度300mm/分で剥離する際の180°剥離強度が0.5N/15mm以上である請求項1~4のいずれかに記載の滅菌紙。
【請求項6】
前記通気性基材がポリアクリルアミド樹脂を含む請求項1~5のいずれか一項に記載の滅菌紙。
【請求項7】
前記熱接着層により、プラスチック素材またはプラスチックラミネート紙のプラスチック素材面と接着されるものである請求項1~6のいずれか一項に記載の滅菌紙。
【請求項8】
請求項1~7のいずれか一項に記載の滅菌紙を少なくともその一部として有する滅菌包装体。
【請求項9】
請求項1~7のいずれか一項に記載の滅菌紙の前記熱接着層の少なくとも一部と、他の基材の少なくとも一部とを重ね合わせて熱圧着させた熱接着部を有する滅菌包装体。
【請求項10】
前記熱接着部をJIS P 8113:2006に準じて剥離速度300mm/分で剥離する際の180°剥離強度が0.5~15N/15mmである請求項9に記載の滅菌包装体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、滅菌紙、および滅菌包装体に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
手術や治療などに使用する器具類は、滅菌包装体に収納された状態で使用前に滅菌される。病院などで実施される滅菌方法は、例えば、メスや鉗子などの被滅菌物を滅菌包装体内に密封した後に、ガス滅菌法、高圧蒸気滅菌法、放射線滅菌法などを用いる。ガス滅菌法は、滅菌包装体を収容した耐圧容器内を減圧した後に、エチレンオキサイドガス(EOG)などを容器内に満たし、それによって、滅菌包装体内にガスを浸透させて滅菌する。高圧蒸気滅菌法は、オートクレーブなどを用いて滅菌包装体を高温の蒸気に曝し、減圧と加圧とを繰り返して滅菌する。放射線滅菌法は、滅菌包装体に放射線を照射して滅菌する。これらの滅菌方法のうち、滅菌に要するコストが低いこと、および、滅菌に要する作業が簡便であることから、高圧蒸気滅菌法、および、ガス滅菌法が広く用いられている。
【0003】
一方、被滅菌物を収納した滅菌包装体は、手術などに使用されるまで保管され、手術などに使用される際に開封される。そのため、手袋を装着した医師や施術者でも開封しやすいように、滅菌包装体は、裏表で二枚の矩形のシートまたはフィルムなどの薄葉体を剥離可能に相互に接着したり、引き裂き開封し易い性質である易裂開性を有した薄葉体を用いたりする。開封に際しては、一般に、一方の薄葉体を他方の薄葉体から剥離するピールオープン方式や、二枚の薄様体を引き裂く引き裂き方式が採用される。
【0004】
上述したピールオープン方式の滅菌包装体において滅菌紙から被着体が剥離されるとき、滅菌紙の基材破壊に起因した紙粉などが飛散する場合がある。基材破壊に起因した紙粉や塵(リント)などは、滅菌後の医療器具などの被滅菌物を再汚染させる要因となる。そのため、滅菌紙は、剥離しやすい性質であるイージーピール性を向上させ、剥離時におけるリントの飛散を抑えることが求められる。イージーピール性を向上させる要求は、手術室内、および、手術室前室などの高いクリーン度を求められる医療現場において特に顕著となっている。
【0005】
上述した滅菌包装体の一例として、例えば、特許文献1~8に記載の構成が知られている。特許文献1に記載の滅菌包装体は、基紙の片面に熱可塑性樹脂層を備える。特許文献2に記載の滅菌包装体は、アルミン酸塩を含む基紙にアクリル酸系共重合体を塗工して得られる。特許文献3に記載の滅菌包装体は、基紙の表面に中空重合体顔料を含む熱可塑性樹脂層を備える。特許文献4に記載の滅菌包装体は、10秒以下の低透気度基紙に、ポリビニルアルコールを主成分とした含浸剤を含浸させて得られる。特許文献5に記載の滅菌包装体は、基紙の少なくとも片面に塗工層を備え、塗工層は主として架橋されたポリビニルアルコールであり、かつ、塗工後の乾燥重量で0.1g/m
2
以上6g/m
2
以下である。特許文献6に記載の滅菌包装体は、20秒以下の低透気度基紙に、アクリル系共重合体を主成分とした含浸剤を含浸させて得られる。特許文献7に記載の滅菌包装体は、基紙の片面にポリオレフィン系樹脂、無機系材料および界面活性剤を含んだ熱可塑性樹層を設けるものである。特許文献8は、熱可塑性樹脂と、脂肪酸カルシウムとを含む熱融着層を設けた滅菌紙および滅菌包装体である。
【先行技術文献】
【特許文献】
【0006】
特開2001-122348号公報
特開平9-290808号公報
特開2010-196188号公報
特開2001-200493号公報
特開2004-84131号公報
特開2002-173900号公報
特開2008-105374号公報
特開2022-68392号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したイージーピール性はヒートシールされる前の滅菌紙の保管状態によって劣化する場合がある。特に高温条件下での滅菌紙の保管は剥離強度を上昇させ、基材破壊を起こす場合がある。本発明は高温保管後もイージーピール性を保つことを可能とした滅菌紙および滅菌包装体である。
【課題を解決するための手段】
【0008】
前記課題を解決する本発明は以下のような構成を有するものである。
(1)通気性基材と、前記通気性基材の一方の面に熱接着層を備え、前記接着層は、熱可塑性樹脂と、ワックスとを含み、前記ワックスの融点が60℃以上であり、JIS P 8121:2012に準じて測定される王研式透気度が700秒以下である滅菌紙。
(2)前記ワックスが前記熱可塑性樹脂100質量部に対して1~20質量部である(1)に記載の滅菌紙。
(3)前記ワックスがカルナバワックスを1種以上含む(1)または(2)に記載の滅菌紙。
(4)前記熱可塑性樹脂が分子中にポリオレフィン構造を有するものである(1)~(3)のいずれかに記載の滅菌紙。
(5)前記熱接着層とポリ塩化ビニルフィルムとを150℃、0.1MPa、1秒の条件で熱圧着し、JIS P 8113:2006に準じて剥離速度300mm/分で剥離する際の180°剥離強度が0.5N/15mm以上である(1)~(4)のいずれかに記載の滅菌紙。
(6)前記通気性基材がポリアクリルアミド樹脂を含む(1)~(5)のいずれかに記載の滅菌紙。
(7)前記熱接着層により、プラスチック素材またはプラスチックラミネート紙のプラスチック素材面と接着されるものである請求項1~6のいずれか一項に記載の滅菌紙。
(8)(1)~(7)のいずれかに記載の滅菌紙を少なくともその一部として有する滅菌包装体。
(9)(1)~(7)のいずれかに記載の滅菌紙の前記熱接着層の少なくとも一部と、他の基材の少なくとも一部とを重ね合わせて熱圧着させた熱接着部を有する滅菌包装体。
(10)前記熱接着部をJIS P 8113:2006に準じて剥離速度300mm/分で剥離する際の180°剥離強度が0.5~15N/15mmである(9)に記載の滅菌包装体。
【図面の簡単な説明】
【0009】
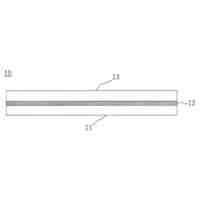
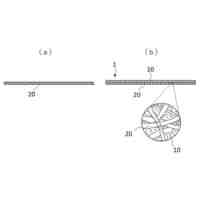
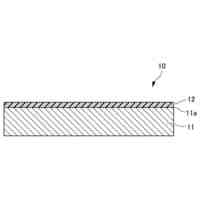
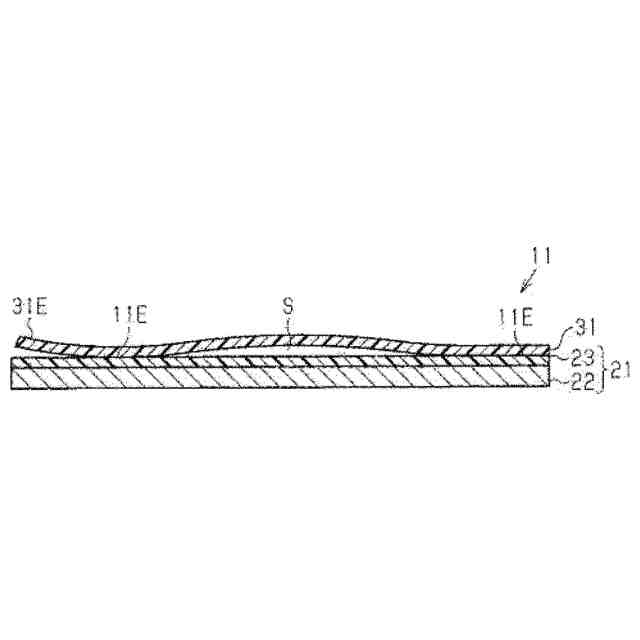
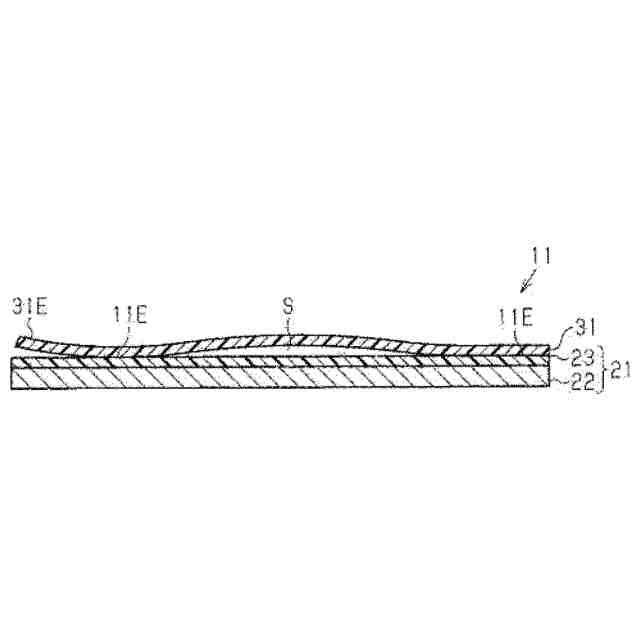
滅菌包装体の一実施形態における断面構造を示す断面図。
【符号の説明】
【0010】
S…空間、11…滅菌包装体、11E…熱接着部、21…滅菌紙、22…通気性基材、23…熱接着層、31…被着体、31E…一端部。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
6か月前
三菱製紙株式会社
包装用紙
5か月前
三菱製紙株式会社
印刷用紙
6か月前
三菱製紙株式会社
包装用紙
5か月前
三菱製紙株式会社
両艶クラフト紙
3か月前
三菱製紙株式会社
グラビア印刷用紙
5か月前
日本製紙株式会社
塗工紙
7か月前
東洋アルミニウム株式会社
積層体
12日前
ハイモ株式会社
濾水性向上を図る抄紙方法
6か月前
株式会社大善
色管理システム
3か月前
井前工業株式会社
不燃紙又はシート
5か月前
CHEMIPAZ株式会社
紙用柔軟剤及び紙
1か月前
個人
耐水紙体の製造方法および耐水紙体
6か月前
ダイキン工業株式会社
組成物
1か月前
日本製紙クレシア株式会社
キッチンタオルロール
6か月前
ダイキン工業株式会社
組成物
1か月前
ダイキン工業株式会社
組成物
1か月前
日本製紙株式会社
パルプの解砕方法。
6か月前
株式会社サトミ製作所
叩解方法及び叩解装置
6か月前
花王株式会社
古紙のパルプ化処理方法
7日前
丸住製紙株式会社
水解紙及び水解紙の製造方法
1か月前
王子ホールディングス株式会社
カレンダー装置
6か月前
ダイキン工業株式会社
パルプ組成物
2か月前
ダイキン工業株式会社
パルプ組成物
2か月前
ダイキン工業株式会社
パルプ組成物
4か月前
リンテック株式会社
透明紙
4か月前
栗田工業株式会社
製紙工程用洗浄剤
6か月前
セイコーエプソン株式会社
解繊装置
5か月前
リンテック株式会社
耐油紙
3か月前
ダイキン工業株式会社
パルプ組成物
2か月前
株式会社マーケットヴィジョン
機能性紙製品
4か月前
日本製紙株式会社
非塗工紙及び非塗工紙の製造方法
2か月前
リンテック株式会社
剥離紙原紙
2か月前
花王株式会社
水解性シート
14日前
日本フイルコン株式会社
工業用多層織物
6か月前
日本フエルト株式会社
製紙用織物
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ