TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001967
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023101796
出願日
2023-06-21
発明の名称
被覆材付き板状体および被覆材付き板状体からの被覆材剥離方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B29C
65/48 20060101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】基材から被覆材を剥離し易い被覆材付き板状体および被覆材付き板状体からの被覆材剥離方法を提供する。
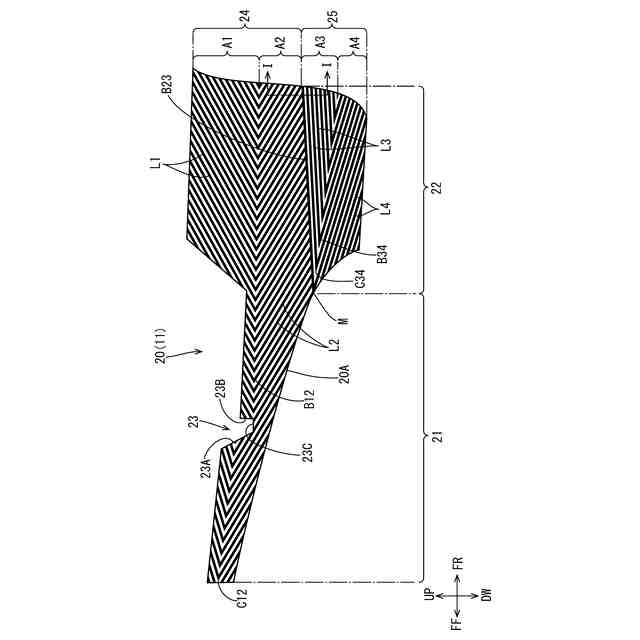
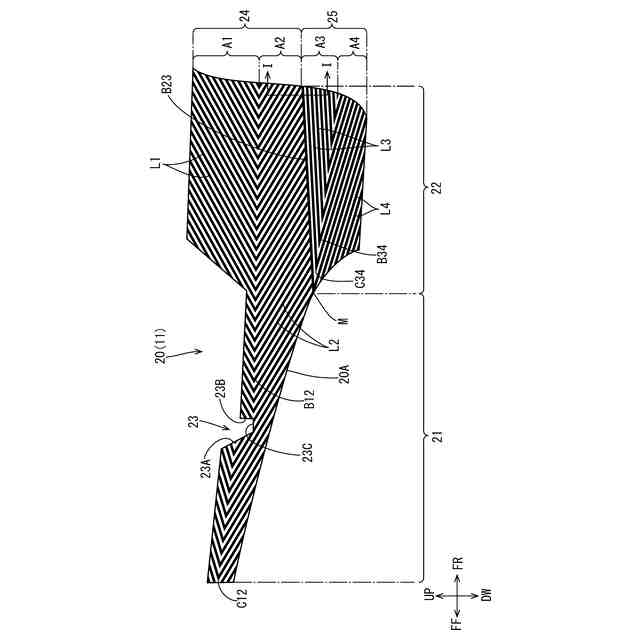
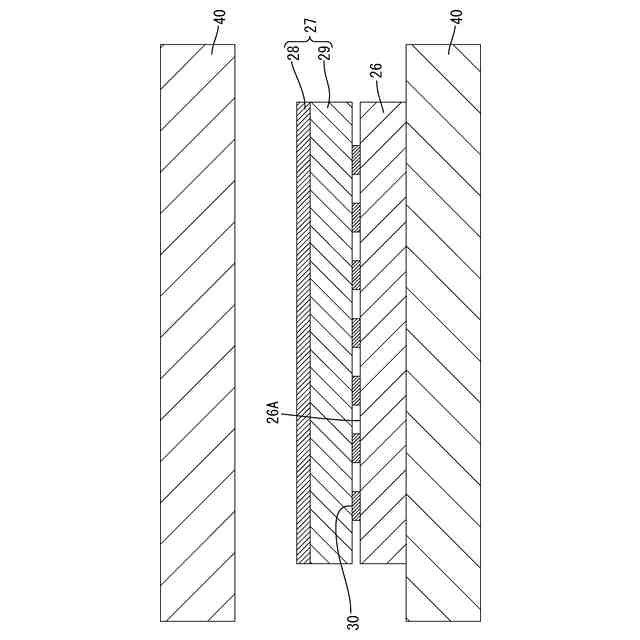
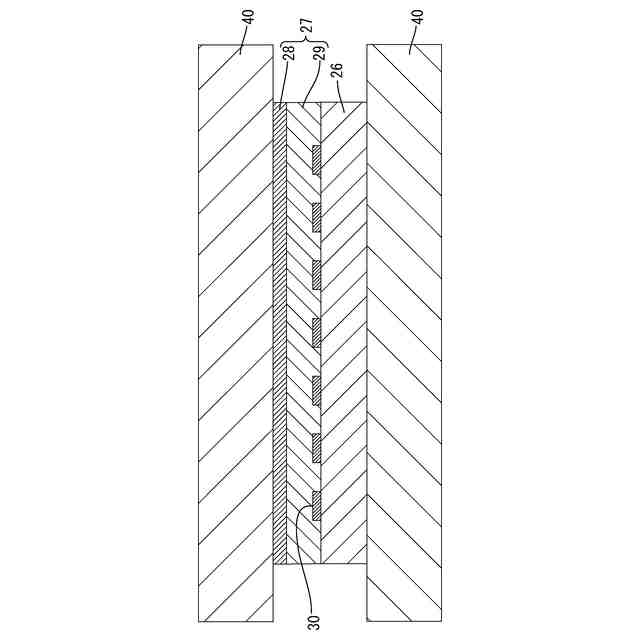
【解決手段】板状の基材の表面に被覆材が接着剤により接着された被覆材付き板状体であって、前記接着剤が線状に塗布された複数の第1接着ラインが縞状に並ぶ第1接着領域と、前記接着剤が前記第1接着ラインと交差する線状に塗布された複数の第2接着ラインが縞状に並ぶ第2接着領域と、を有し、前記第1接着領域と前記第2接着領域とは隣り合って配置されるとともに、それらの境界部が直線状に延びており、前記境界部において前記第1接着ラインと前記第2接着ラインとが交差する角度が90度以下とされている。
【選択図】図2
特許請求の範囲
【請求項1】
板状の基材の表面に被覆材が接着剤により接着された被覆材付き板状体であって、
前記接着剤が線状に塗布された複数の第1接着ラインが縞状に並ぶ第1接着領域と、
前記接着剤が前記第1接着ラインと交差する線状に塗布された複数の第2接着ラインが縞状に並ぶ第2接着領域と、を有し、
前記第1接着領域と前記第2接着領域とは隣り合って配置されるとともに、それらの境界部が直線状に延びており、
前記境界部において前記第1接着ラインと前記第2接着ラインとが交差する角度が90度以下とされている、被覆材付き板状体。
続きを表示(約 1,200 文字)
【請求項2】
前記基材は相対的に板幅が狭い幅狭部と相対的に板幅が広い幅広部とを有し、
前記第1接着領域および前記第2接着領域は、前記境界部が前記幅狭部から前記幅広部にわたるように配されており、
前記第1接着ラインおよび前記第2接着ラインは、前記境界部において前記幅狭部側が凸となるように交差している請求項1に記載の被覆材付き板状体。
【請求項3】
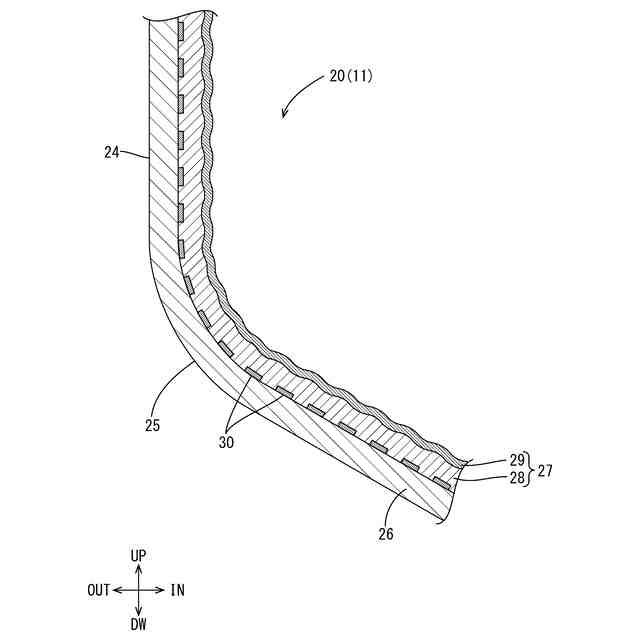
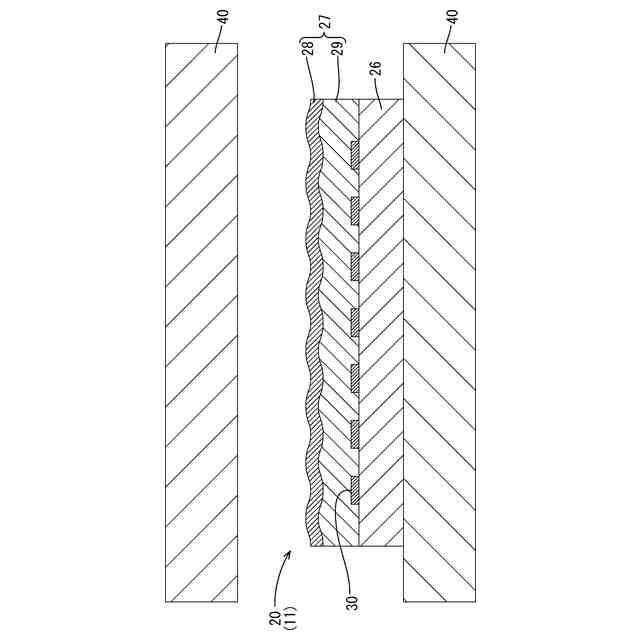
前記基材はその板面が平坦とされた平坦部と、前記板面が湾曲方向に湾曲する湾曲部とを備え、
前記被覆材は前記基材のうち前記湾曲部において内側に配される面に接着されており、
前記境界部の延び方向は前記湾曲方向と交差する方向に設定されている請求項1または請求項2に記載の被覆材付き板状体。
【請求項4】
前記基材はその板面が平坦とされた平坦部と、前記板面が湾曲方向に湾曲する湾曲部とを備え、
前記被覆材は前記基材のうち前記湾曲部において内側に配される面に接着されており、
前記第1接着領域および前記第2接着領域は、前記平坦部に設けられており、
前記湾曲部は、
前記接着剤が線状に塗布された複数の第3接着ラインが縞状に並ぶ第3接着領域と、
前記接着剤が前記第3接着ラインと交差する線状に塗布された複数の第4接着ラインが縞状に並ぶ第4接着領域と、を有し、
前記第3接着領域と前記第4接着領域とは隣り合って配置されるとともに、それらの湾曲部側境界部が前記境界部に沿う直線状に延びており、
前記第3接着ラインおよび前記第4接着ラインは、前記湾曲部側境界部において、前記第1接着ラインおよび前記第2接着ラインが前記境界部において凸となる側に凸となるように交差しており、
前記湾曲部側境界部において前記第3接着ラインと前記第4接着ラインとが交差する角度は、前記境界部において前記第1接着ラインと前記第2接着ラインとが交差する角度より小とされている、請求項1または請求項2に記載の被覆材付き板状体。
【請求項5】
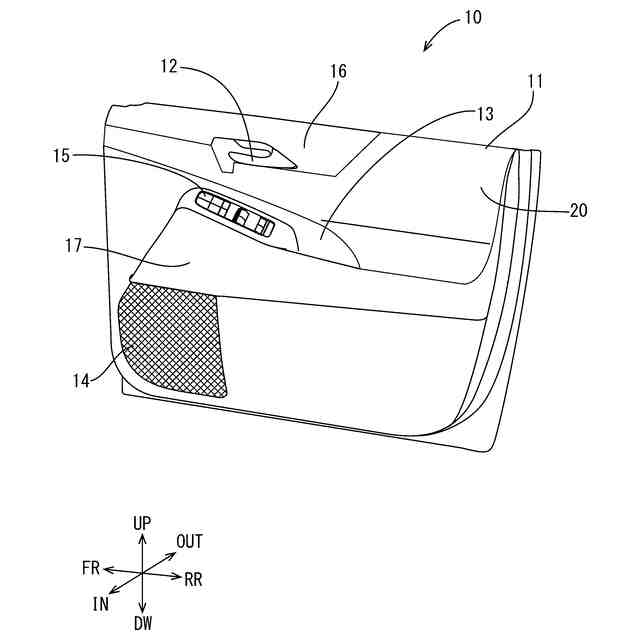
当該被覆材付き板状体は乗物用内装材であって、
前記被覆材は、乗物室内側に配される表面層と、前記表面層と前記基材との間に配される発泡層とを有し、
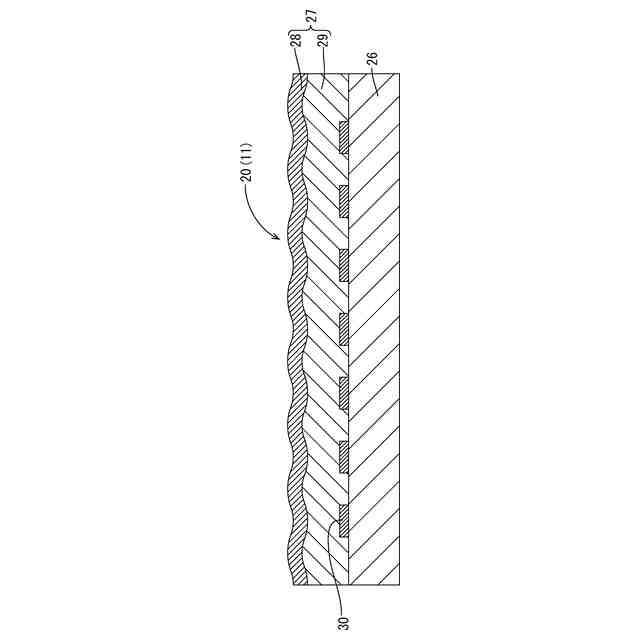
前記接着剤が複数の前記第1接着ラインおよび複数の前記第2接着ラインにより前記発泡層に縞状に含浸されることにより、前記被覆材の表面が波状とされている請求項1または請求項2に記載の被覆材付き板状体。
【請求項6】
請求項1または請求項2に記載の被覆材付き板状体からの被覆材剥離方法であって、
前記第1接着ラインおよび前記第2接着ラインの交差部が凸となる側から前記被覆材を前記境界部に沿って前記基材から剥離する、被覆材付き板状体からの被覆材剥離方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示される技術は、被覆材付き板状体および被覆材付き板状体からの被覆材剥離方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、例えば板状体を被覆材で覆うことが行われている。例えば特許文献1には、基材の表面に表皮を接着剤によって貼り合わせた車両用の成形天井が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平7-186143号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、近年では様々な製品の構成部材をリサイクルすることが求められている。特許文献1に記載の成形天井は、基材を同一樹脂材料からなる表裏面のソリッド層とその中側のフォーム層とで構成し、表皮を基材から引き剥がす際に脆弱なフォーム層の一部を破壊することで、表皮を基材からソリッド層とともに引き剥がす構成とされている。このような構成により、基材から完全に接着剤および表皮を分離し、不純物のない基材を回収できるとしている。
【0005】
しかし上述した従来の構成では、表皮を剥離する際に基材の一部(ソリッド層およびフォーム層の一部)が表皮とともに剥離され、リサイクルできる基材の量が減少するため、基材を無駄なくリサイクルしたいという要望がある。また、基材の構成が、同一樹脂からなるフォーム層およびソリッド層からなるものに限定され、その他構成の基材には適用できないという問題がある。
【0006】
本明細書に開示される技術は上記のような事情に鑑みてなされたものであって、基材から被覆材を剥離し易い被覆材付き板状体および被覆材付き板状体からの被覆材剥離方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本明細書に開示される技術は、板状の基材の表面に被覆材が接着剤により接着された被覆材付き板状体であって、前記接着剤が線状に塗布された複数の第1接着ラインが縞状に並ぶ第1接着領域と、前記接着剤が前記第1接着ラインと交差する線状に塗布された複数の第2接着ラインが縞状に並ぶ第2接着領域と、を有し、前記第1接着領域と前記第2接着領域とは隣り合って配置されるとともに、それらの境界部が直線状に延びており、前記境界部において前記第1接着ラインと前記第2接着ラインとが交差する角度が90度以下とされている。
【0008】
上記構成によれば、基材および被覆材は板状体の全面でなく一部で接着されているから、接着面積が小さくなり、基材から被覆材を剥離し易い。しかも被覆材を基材から剥離する際には、第1接着ラインおよび第2接着ラインの交差部が凸となる側から被覆材を境界部に沿う方向に引っ張ることにより、第1接着ラインと第2接着ラインとの交差部を起点として各接着ラインに沿って引き剥がすことができるとともに、次々と起点(交差部)が発生するから、比較的に小さい力で容易に剥離可能となる。
【0009】
前記基材は相対的に板幅が狭い幅狭部と相対的に板幅が広い幅広部とを有し、前記第1接着領域および前記第2接着領域は、前記境界部が前記幅狭部から前記幅広部にわたるように配されており、前記第1接着ラインおよび前記第2接着ラインは、前記境界部において前記幅狭部側が凸となるように交差していてもよい。
【0010】
上記構成によれば、幅狭部側から幅広部側に向けて被覆材を基材から剥離することが可能となり、逆向きに剥離する構成と比較して剥離し易い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
1か月前
シーメット株式会社
光造形装置
29日前
CKD株式会社
型用台車
1か月前
津田駒工業株式会社
連続成形機
10か月前
東レ株式会社
プリプレグテープ
4か月前
株式会社日本製鋼所
押出機
3か月前
グンゼ株式会社
ピン
1か月前
個人
射出ミキシングノズル
3か月前
個人
樹脂可塑化方法及び装置
7日前
株式会社FTS
ロッド
今日
帝人株式会社
成形体の製造方法
6か月前
株式会社シロハチ
真空チャンバ
2か月前
株式会社FTS
成形装置
29日前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社リコー
シート剥離装置
5か月前
グンゼ株式会社
印刷層の除去方法
12か月前
株式会社日本製鋼所
押出成形装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形装置
8か月前
個人
ノズルおよび熱風溶接機
16日前
株式会社ニフコ
樹脂製品の製造方法
3か月前
東レ株式会社
溶融押出装置および押出方法
15日前
KTX株式会社
シェル型の作製方法
7か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社リコー
シート処理システム
5か月前
株式会社城北精工所
押出成形用ダイ
10か月前
小林工業株式会社
振動溶着機
7か月前
日東工業株式会社
インサート成形機
1か月前
中川産業株式会社
防火板材の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































