TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025000247
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2023100002
出願日
2023-06-19
発明の名称
熱電対の取付構造とこれを備えた機械装置、及び熱電対の取付構造を設置する方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20241224BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱電対保持具をシリンダからより確実に取り外す。
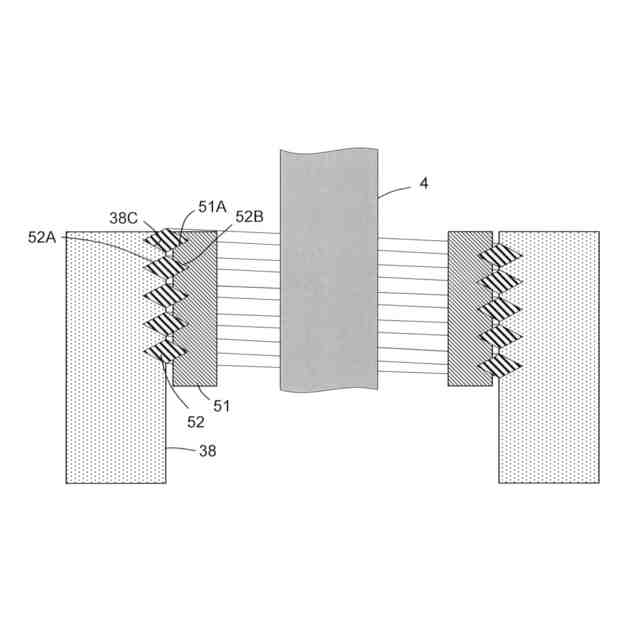
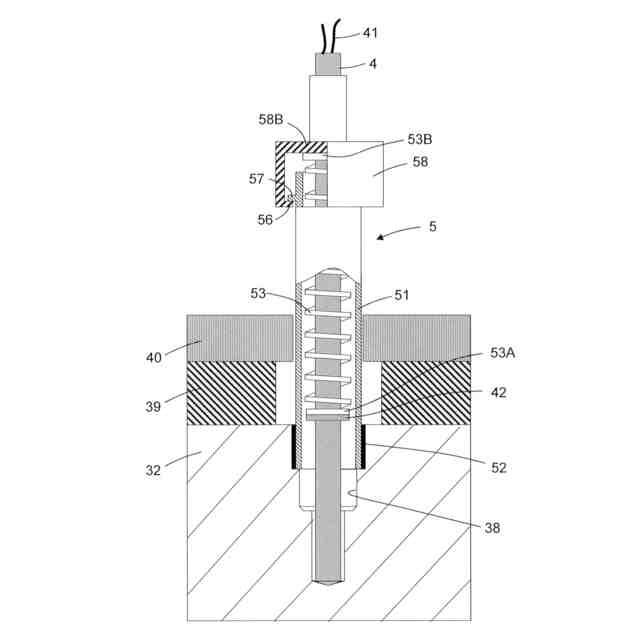
【解決手段】熱電対の取付構造5は、材料を加熱溶融するためのシリンダ32に取り付けられる。熱電対の取付構造5は、シリンダ32に設けられたねじ穴38と噛み合う外側ねじ溝52Aを外面に有し、内側ねじ溝52Bを内面に有する中間取付部材52と、中間取付部材52の内側ねじ溝52Bにねじ止めされ、熱電対4を保持する熱電対保持具51と、を有している。中間取付部材52は熱電対保持具51と異なる材質からなる。
【選択図】図3
特許請求の範囲
【請求項1】
材料を加熱溶融するためのシリンダに取り付けられる熱電対の取付構造であって、
前記シリンダに設けられたねじ穴と噛み合う外側ねじ溝を外面に有し、内側ねじ溝を内面に有する中間取付部材と、
前記中間取付部材の前記内側ねじ溝にねじ止めされ、熱電対を保持する熱電対保持具と、
を有し、
前記中間取付部材は前記熱電対保持具と異なる材質からなる、熱電対の取付構造。
続きを表示(約 710 文字)
【請求項2】
前記熱電対保持具と前記中間取付部材は金属からなり、前記中間取付部材の最も成分比の高い金属元素は、前記熱電対保持具の最も成分比の高い金属元素と異なる、請求項1に記載の熱電対の取付構造。
【請求項3】
前記中間取付部材の前記最も成分比の高い金属元素はニッケルであり、前記シリンダの最も成分比の高い金属元素は鉄である、請求項2に記載の熱電対の取付構造。
【請求項4】
前記中間取付部材は前記シリンダと異なる材質からなる、請求項1に記載の熱電対の取付構造。
【請求項5】
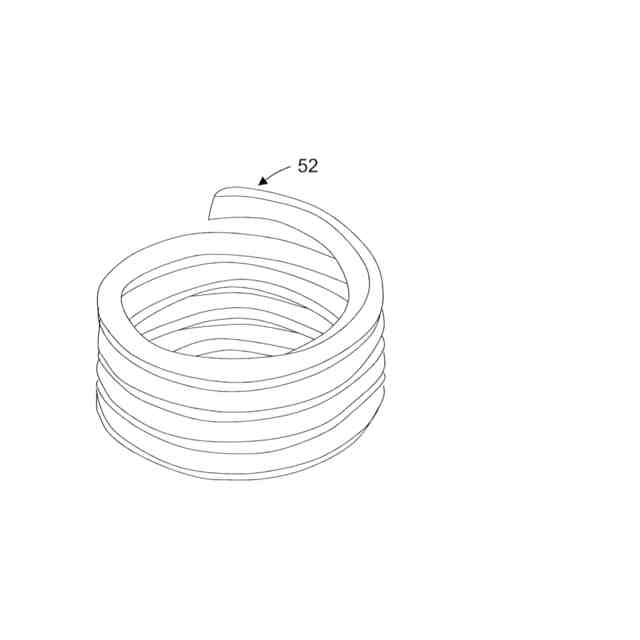
前記中間取付部材は菱形断面の線材をコイル状に巻いた部材である、請求項1から4のいずれか1項に記載の熱電対の取付構造。
【請求項6】
請求項1から4のいずれか1項に記載の熱電対の取付構造と、
前記シリンダと、
前記取付構造に取り付けられた熱電対と、
を有する機械装置。
【請求項7】
前記機械装置は射出成形機である、請求項6に記載の機械装置。
【請求項8】
材料を加熱溶融するためのシリンダに熱電対の取付構造を設置する方法であって、以下の工程
(A)外側ねじ溝を外面に有し内側ねじ溝を内面に有する中間取付部材を、前記外側ねじ溝を前記シリンダに設けられたねじ穴と噛み合わせることによって、前記シリンダに取り付けること、
(B)前記中間取付部材の前記内側ねじ溝に熱電対を保持する熱電対保持具をねじ止めすること、
を有し、
前記中間取付部材は前記熱電対保持具と異なる材質からなる方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱電対の取付構造とこれを備えた機械装置、及び熱電対の取付構造を設置する方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
射出成形機は射出される材料を加熱溶融するためのシリンダを備えている。シリンダの温度を監視するため、シリンダには熱電対が取り付けられている。特許文献1には熱電対の取付構造が記載されている。シリンダにねじ穴が設けられ、ねじ穴に中空の熱電対保持具がねじ止めされている。熱電対は熱電対保持具の中空部に挿入されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-333372号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
シリンダの点検などのため、熱電対保持具をシリンダから取り外すことがある。熱電対保持具はシリンダにねじ止めされているため、通常はシリンダから容易に取り外すことができる。しかし、シリンダが長期間高温に晒されると熱電対保持具の雄ねじが焼き付き、熱電対保持具を取り外すことができないことがある。その場合、機械加工によって熱電対保持具を強制的に除去するなどの処理が必要となる。
【0005】
本発明は熱電対保持具をシリンダからより確実に取り外すことのできる熱電対の取付構造を提供することを目的とする。
【課題を解決するための手段】
【0006】
熱電対の取付構造は、シリンダに設けられたねじ穴と噛み合う外側ねじ溝を外面に有し、内側ねじ溝を内面に有する中間取付部材と、中間取付部材の内側ねじ溝にねじ止めされ、熱電対を保持する熱電対保持具と、を有している。中間取付部材は熱電対保持具と異なる材質からなる。
【発明の効果】
【0007】
本発明によれば、熱電対保持具をシリンダからより確実に取り外すことのできる熱電対の取付構造を提供することができる。
【図面の簡単な説明】
【0008】
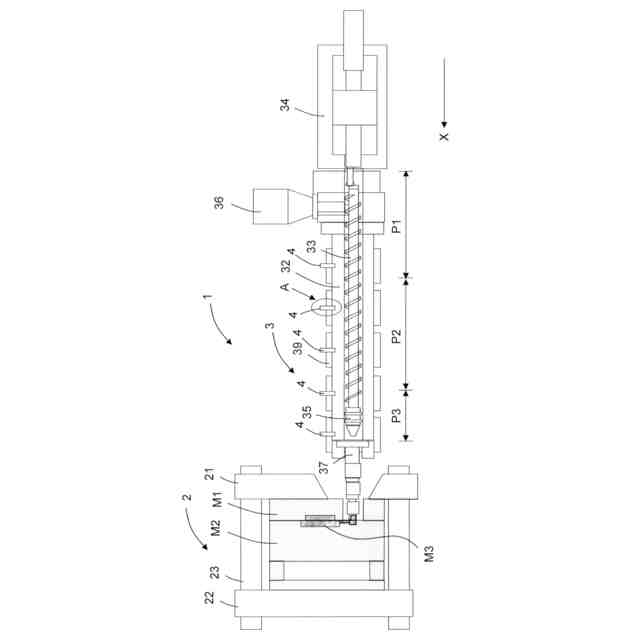
本発明の一実施形態に係る射出成形機の正面図である。
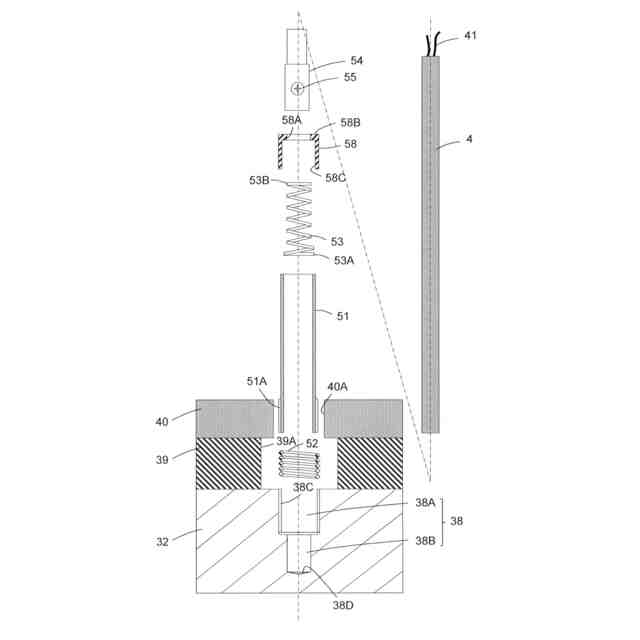
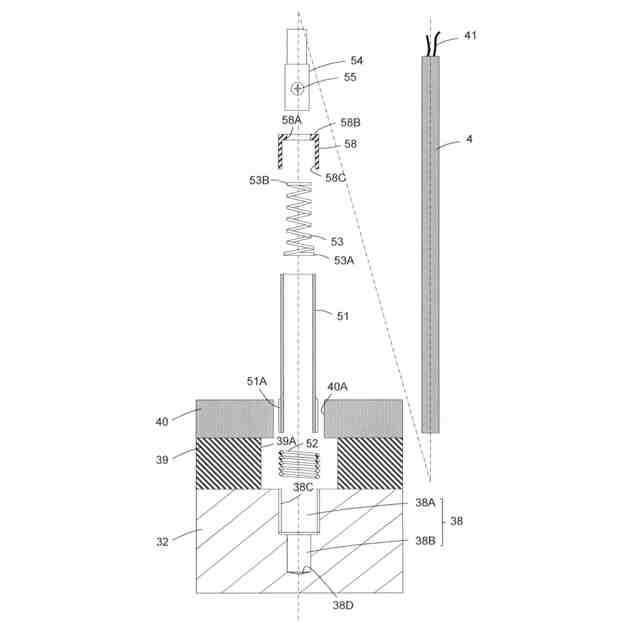
熱電対とその取付構造を示す図1のA部拡大図である。
中間取付部材の断面図である。
中間取付部材の斜視図である。
熱電対の取付構造の変形例を示す図である。
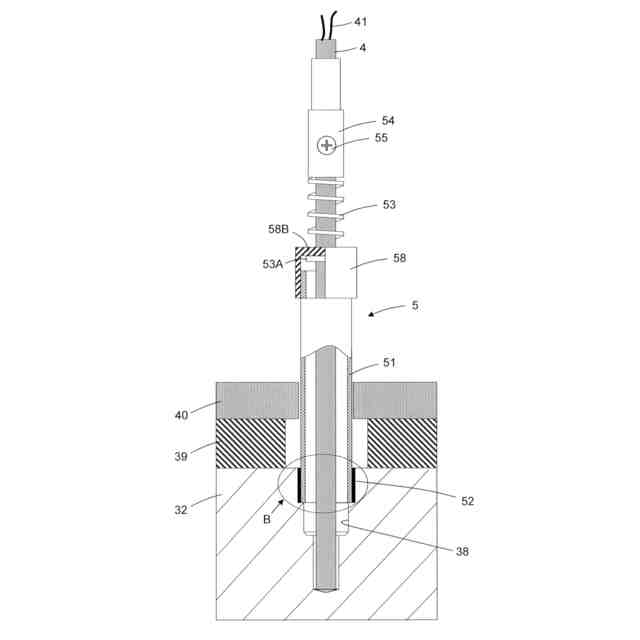
変形例1の熱電対の取付構造を示す図である。
変形例2の中間取付部材の断面図である。
【発明を実施するための形態】
【0009】
<射出成形機の全体構成>
図1は、第1の実施形態に係る射出成形機1の概略正面図を示している。射出成形機1はマグネシウム、アルミニウムなどの溶融金属を射出する、横型の金属射出成形機である。射出成形機1は、金型を型締めする型締装置2と、射出される金属材料を加熱溶融して射出する射出装置3と、から概略構成されている。加熱溶融されて射出される金属材料を溶融金属という場合がある。以下の説明でX方向はシリンダ32の軸方向をいう。「前方」「後方」等の用語は射出方向を基準に定義される。
【0010】
<型締装置2>
型締装置2は、ベッド(図示せず)上に固定され固定金型M1が取り付けられる固定盤21と、ベッド上をスライド可能で可動金型M2が取り付けられる可動盤22と、を備えている。可動盤22に関し固定盤21の反対側には、ベッド上をスライド可能な型締ハウジング(図示せず)が設けられ、固定盤21と型締ハウジングは複数本のタイバー23によって連結されている。可動盤22と型締ハウジングとの間には、金型を開閉するためのリンク機構(図示せず)が設けられている。リンク機構は電動式のボールねじで駆動される。リンク機構の代わりに、油圧式の型締シリンダを設けてもよい。固定金型M1と可動金型M2との間には、溶融金属が充填されるキャビティM3が形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
溶融紡糸設備
6か月前
シーメット株式会社
光造形装置
13日前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
20日前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
27日前
株式会社リコー
シート剥離装置
5か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社FTS
成形装置
13日前
三菱自動車工業株式会社
予熱装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
1か月前
KTX株式会社
シェル型の作製方法
6か月前
日東工業株式会社
インサート成形機
1か月前
トヨタ自動車株式会社
真空成形方法
7か月前
株式会社リコー
シート処理システム
4か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
小林工業株式会社
振動溶着機
6か月前
個人
ノズルおよび熱風溶接機
今日
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社スリーエス
光造形装置
8か月前
株式会社カネカ
再生アクリル樹脂の製造方法
2か月前
株式会社FTS
ブローニードル
1か月前
ヒロホー株式会社
搬送容器の製造方法
6か月前
日本プラスト株式会社
嵌合構造
3か月前
株式会社日本製鋼所
射出成形機
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
6か月前
トヨタ自動車株式会社
電池の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































