TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024180225
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023139144,2023098275
出願日
2023-08-29,2023-06-15
発明の名称
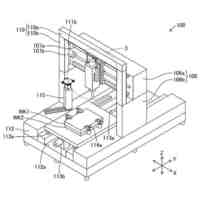
加工機および加工方法
出願人
川崎重工業株式会社
代理人
弁理士法人有古特許事務所
主分類
B23K
7/10 20060101AFI20241219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】熱加工の際にドロスのワークへの堆積を防止することができる加工機および加工方法を提供する。
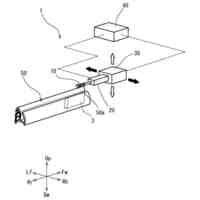
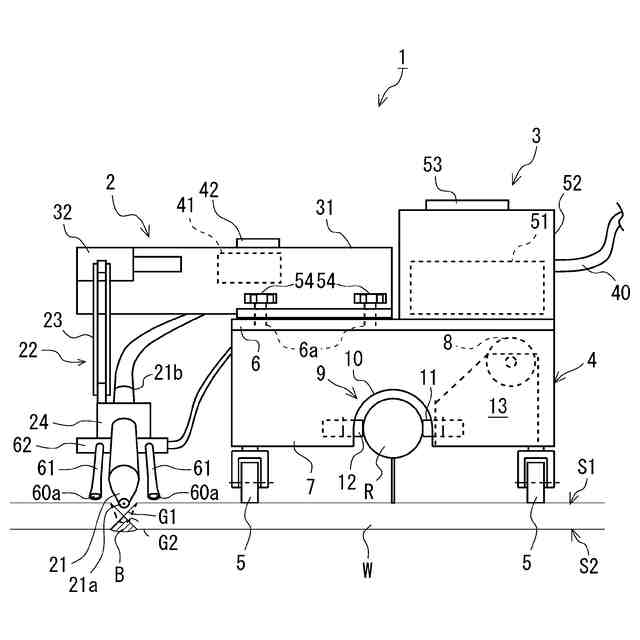
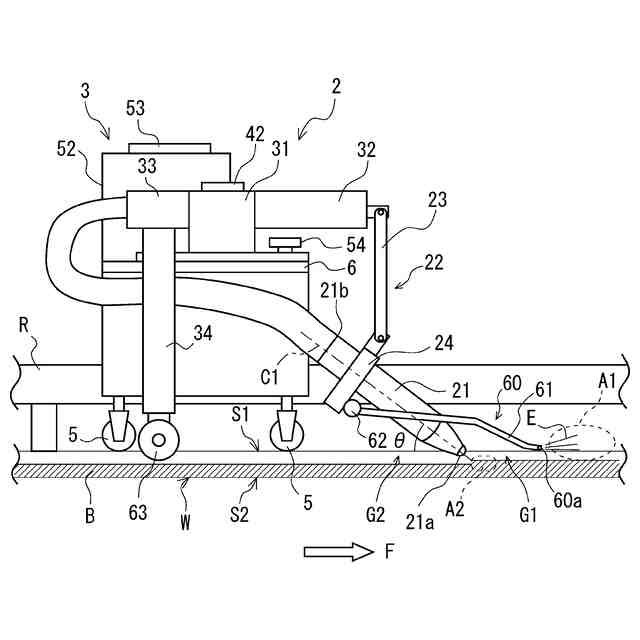
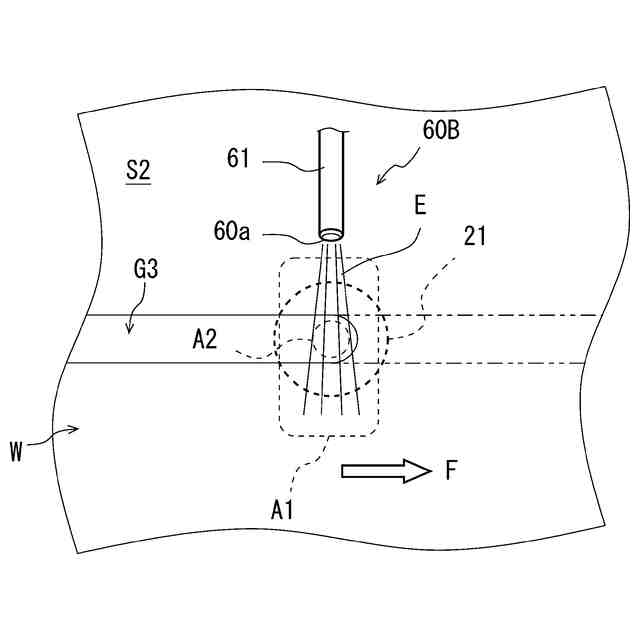
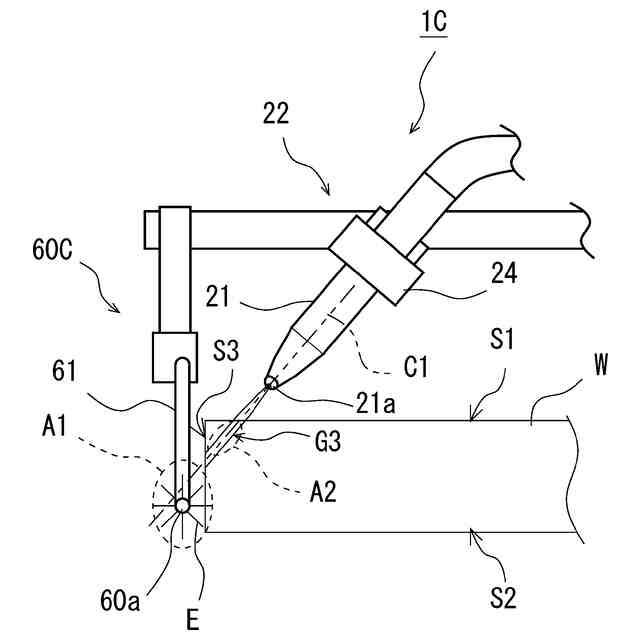
【解決手段】加工機は、ワークに対して相対移動可能に構成される加工機本体と、加工機本体に固定され、先端とワークの加工箇所との間に熱源を発生させるトーチと、トーチに対向するワークの第1面に向けて、熱加工に伴って所定の領域に堆積するドロスを除去するための噴出体を噴出する噴出器と、を備え、トーチは、熱加工時における加工機本体のワークに対する移動方向を基準として先端が基端に対して前方に位置するように傾斜して配置され、噴出器の噴出口は、ワークの第1面側かつ移動方向を基準としてトーチの先端より前方に位置し、噴出器は、移動方向前方に噴出体を噴出し、加工機は、加工機本体を移動させながら熱加工を行うことによりワークの第1面に溝を形成する。
【選択図】図2
特許請求の範囲
【請求項1】
ワークに対して熱加工を行うための加工機であって、
前記ワークに対して相対移動可能に構成される加工機本体と、
前記加工機本体に固定され、先端と前記ワークの加工箇所との間に熱源を発生させるトーチと、
前記トーチに対向する前記ワークの第1面に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出する噴出器と、を備え、
前記トーチは、前記熱加工時における前記加工機本体の前記ワークに対する移動方向を基準として先端が基端に対して前方に位置するように傾斜して配置され、
前記噴出器の噴出口は、前記ワークの第1面側かつ前記移動方向を基準として前記トーチの先端より前方に位置し、
前記噴出器は、前記移動方向前方に前記噴出体を噴出し、
前記加工機は、加工機本体を移動させながら前記熱加工を行うことにより前記ワークの前記第1面に溝を形成する、加工機。
続きを表示(約 1,300 文字)
【請求項2】
前記噴出器は、前記トーチの左右両側に配置された左右一対のノズルを備える、請求項1に記載の加工機。
【請求項3】
前記加工機本体に支持され、前記移動方向を基準として前記トーチより後方において形成された溝に前記加工機本体を倣わせる倣いローラを備えた、請求項1に記載の加工機。
【請求項4】
ワークに対して熱加工を行うための加工機であって、
加工機本体と、
前記加工機本体に固定され、先端と前記ワークの加工箇所との間に熱源を発生させるトーチと、
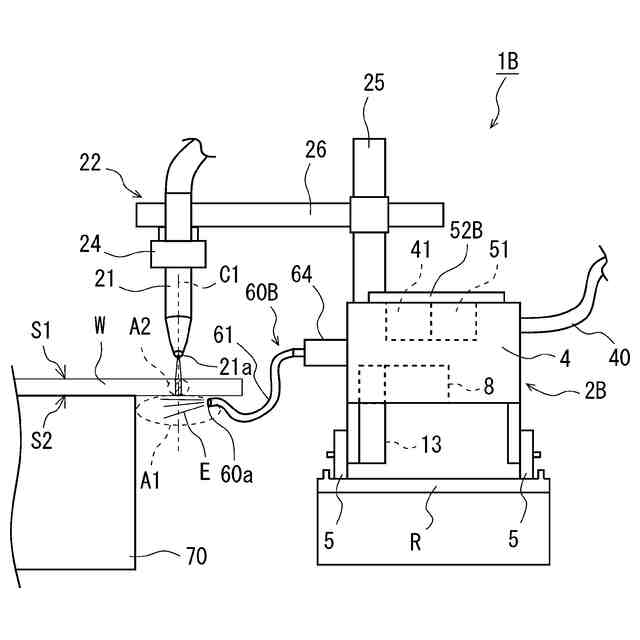
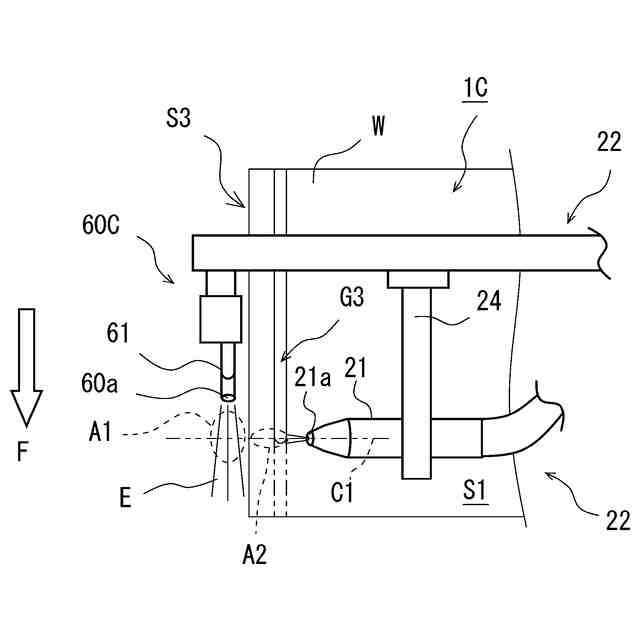
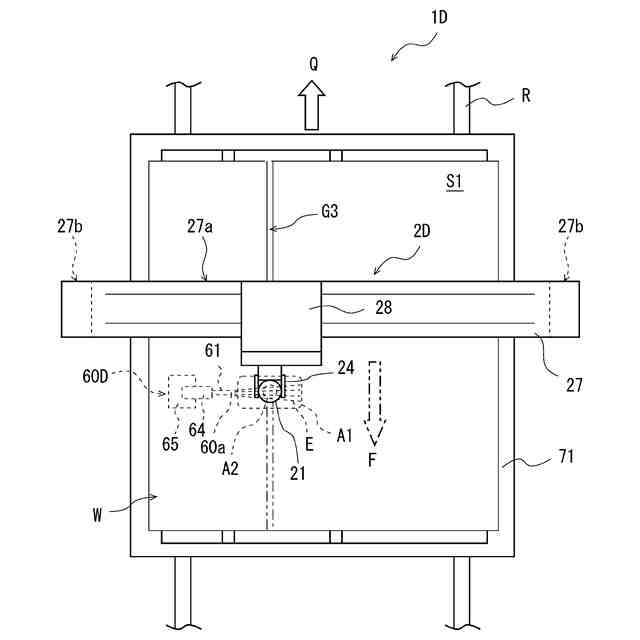
前記トーチに対向する前記ワークの第1面とは異なる面であって、前記トーチの先端から前記ワークの加工箇所に向けて延びる仮想の直線と交差する面において前記ワークの加工箇所に基づいて定められる所定の領域に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出する噴出器と、を備えた、加工機。
【請求項5】
前記噴出器の噴出口は、前記ワークの前記第1面とは異なる面側かつ前記トーチの先端から前記ワークの加工箇所に向けて延びる仮想の直線と前記噴出体の噴出方向とが交差するように配置される、請求項4に記載の加工機。
【請求項6】
前記加工機本体は前記ワークに対して相対移動可能に構成され、
前記噴出器の前記噴出口は、前記熱加工時における前記加工機本体の前記ワークに対する移動方向と前記噴出体の噴出方向とが交差するように配置される、請求項4に記載の加工機。
【請求項7】
前記トーチは、前記仮想の直線が前記ワークの前記第1面および前記第1面とは反対側の第2面に交差するように配置され、
前記噴出器の前記噴出口は、前記第2面側に配置される、請求項4に記載の加工機。
【請求項8】
前記トーチは、前記仮想の直線が前記ワークの前記第1面および前記第1面と交差する側面に交差するように配置され、
前記噴出器の前記噴出口は、前記側面側に配置される、請求項4に記載の加工機。
【請求項9】
前記噴出器の噴出口は、前記ワークの表面に平行な方向に長い形状を有している、請求項1から8の何れかに記載の加工機。
【請求項10】
ワークに対して熱加工を行うための加工方法であって、
先端と前記ワークの加工箇所との間に熱源を発生させるトーチを、前記ワークの加工箇所に向けて保持し、
前記熱源を発生させることにより前記ワークの加工箇所に対して前記熱加工を行いながら、前記トーチに対向する前記ワークの第1面に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出させ、
前記トーチを前記ワークに対して移動させながら前記熱加工を行うことにより前記ワークの前記第1面に溝を形成し、
前記ワークの第1面側かつ前記トーチの前記ワークに対する移動方向を基準として前記トーチの先端より前方から前記移動方向前方に前記噴出体を噴出させる、加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワークに対して熱加工を行う加工機および加工方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ワークに溝を形成したり、ワークを切断したりするために、プラズマ加工等の熱加工が行われる。熱加工においては、トーチの先端とワークの加工箇所との間にプラズマ等の熱源を発生させることによりワークの切削が行われる。
【0003】
このような熱加工においては、ワークから切削された金属がドロスと呼ばれる溶融金属となってワークの表面または背面に堆積する。ワークに堆積したドロスは、すぐに冷えてワークに固着する。熱加工後にワークに固着したドロスを除去することは手間であり、生産性を低下させる。また、ワークにドロスが固着することにより、熱加工の安定的な継続が妨げられる恐れもある。
【0004】
このようなドロスの堆積の課題に関して、例えば、下記特許文献1には、プラズマ切断作業の開始前に、プラズマトーチ側の被切断材の面の切断予定部に向けてドロス付着防止剤を噴射する構成が開示されている。
【先行技術文献】
【特許文献】
【0005】
実公平7-26054号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、熱加工前にドロス付着防止剤を噴射することによって、ドロスがワークに固着し難くなることは期待できるものの、ワークの表面または裏面にドロスが堆積することには変わりない。したがって、熱加工におけるドロスの除去の問題については改善の余地がある。
【0007】
そこで、本開示は、熱加工の際にドロスのワークへの堆積を防止することができる加工機および加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示の一態様に係る加工機は、ワークに対して熱加工を行うための加工機であって、前記ワークに対して相対移動可能に構成される加工機本体と、前記加工機本体に固定され、先端と前記ワークの加工箇所との間に熱源を発生させるトーチと、前記トーチに対向する前記ワークの第1面に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出する噴出器と、を備え、前記トーチは、前記熱加工時における前記加工機本体の前記ワークに対する移動方向を基準として先端が基端に対して前方に位置するように傾斜して配置され、前記噴出器の噴出口は、前記ワークの第1面側かつ前記移動方向を基準として前記トーチの先端より前方に位置し、前記噴出器は、前記移動方向前方に前記噴出体を噴出し、前記加工機は、加工機本体を移動させながら前記熱加工を行うことにより前記ワークの前記第1面に溝を形成する。
【0009】
本開示の他の態様に係る加工機は、ワークに対して熱加工を行うための加工機であって、加工機本体と、前記加工機本体に固定され、先端と前記ワークの加工箇所との間に熱源を発生させるトーチと、前記トーチに対向する前記ワークの第1面とは異なる面であって
、前記トーチの先端から前記ワークの加工箇所に向けて延びる仮想の直線と交差する面において前記ワークの加工箇所に基づいて定められる所定の領域に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出させる噴出器と、を備えている。
【0010】
本開示の他の態様に係る加工方法は、ワークに対して熱加工を行うための加工方法であって、先端と前記ワークの加工箇所との間に熱源を発生させるトーチを、前記ワークの加工箇所に向けて保持し、前記熱源を発生させることにより前記ワークの加工箇所に対して前記熱加工を行いながら、前記トーチに対向する前記ワークの第1面に向けて、前記熱加工に伴って前記所定の領域に堆積するドロスを除去するための噴出体を噴出させ、前記トーチを前記ワークに対して移動させながら前記熱加工を行うことにより前記ワークの前記第1面に溝を形成し、前記ワークの第1面側かつ前記トーチの前記ワークに対する移動方向を基準として前記トーチの先端より前方から前記移動方向前方に前記噴出体を噴出させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トーチノズル
1か月前
日東精工株式会社
組み付け装置
1か月前
シヤチハタ株式会社
組立ライン
1か月前
有限会社津谷工業
切削工具
16日前
株式会社不二越
タップ
1か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
歯車研削盤
29日前
株式会社不二越
歯車加工機
15日前
株式会社ヤマダスポット
抵抗溶接機
22日前
株式会社浪速試錐工業所
防風カバー
29日前
株式会社メタルクリエイト
切削装置
1か月前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社FUJI
自動化用パレット
3日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
工機ホールディングス株式会社
作業機
15日前
工機ホールディングス株式会社
作業機
15日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
29日前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
トヨタ自動車株式会社
冷却器の製造方法
15日前
トヨタ自動車株式会社
スパッタ検出方法
10日前
オークマ株式会社
切削液循環装置
1か月前
株式会社FUJI
加工寸法管理システム
1か月前
マツモト機械株式会社
クランプ装置
1か月前
株式会社不二越
スカイビングカッタ
9日前
高松機械工業株式会社
空冷システム
1か月前
北井産業株式会社
ギヤ切削加工装置
8日前
三恵技研工業株式会社
金属部品の製造方法
8日前
西川ゴム工業株式会社
削り加工装置
1か月前
株式会社WEL-KEN
ティーチングツール
2日前
清水建設株式会社
積層造形装置
8日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
23日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
29日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ