TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024155193
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023069670
出願日
2023-04-20
発明の名称
削り加工装置
出願人
西川ゴム工業株式会社
代理人
個人
,
個人
主分類
B23C
3/12 20060101AFI20241024BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削具を食い込ませることなく、長尺部材における端部の表面を、大きな過不足を生じさせずに削り取ることが可能な削り加工装置を提供する。
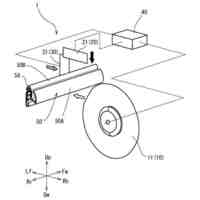
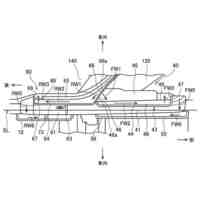
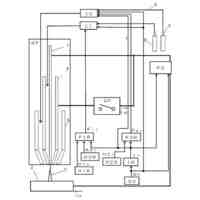
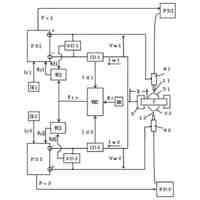
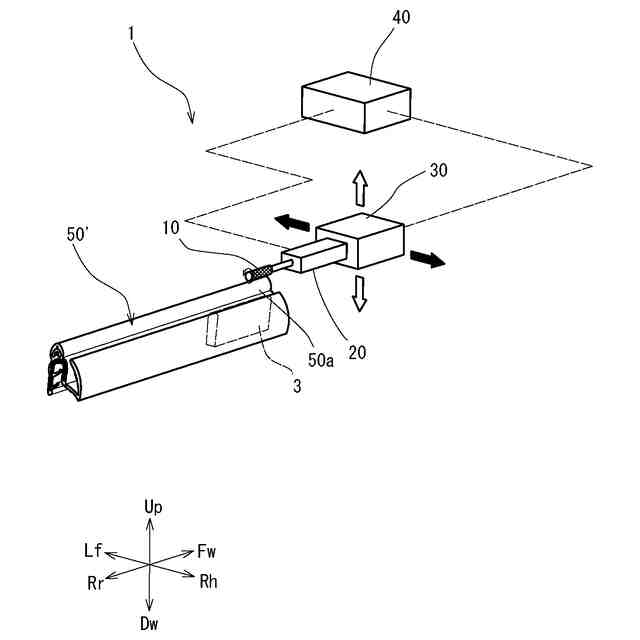
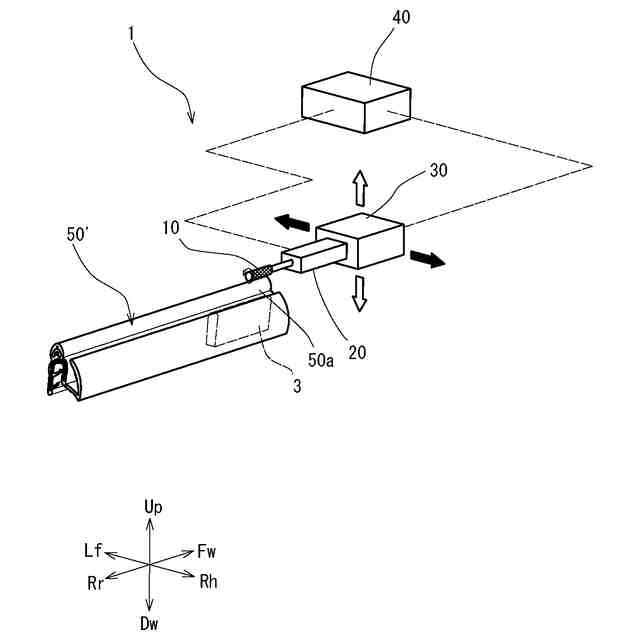
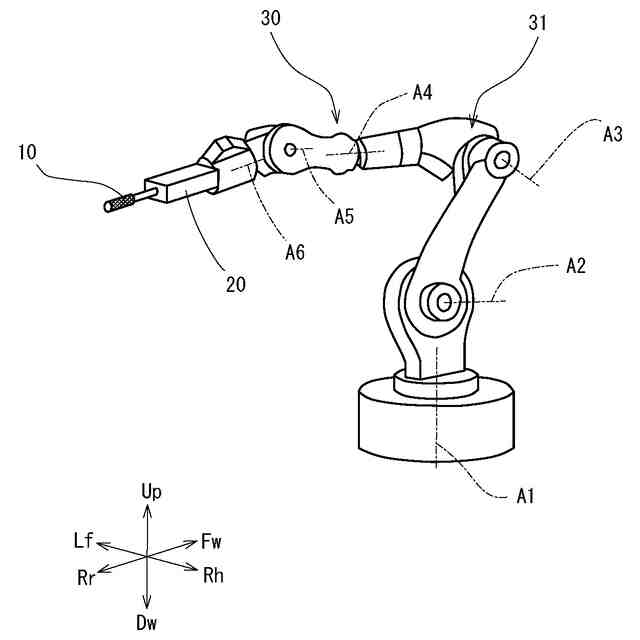
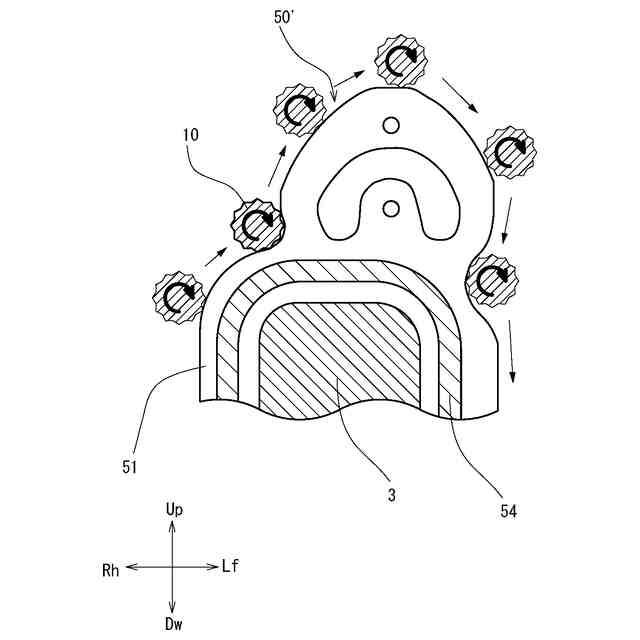
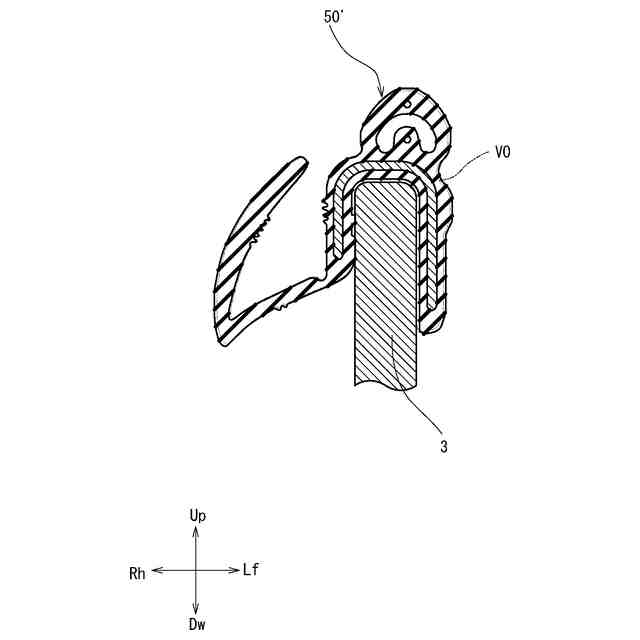
【解決手段】長尺部材50’の端部の表面50aを削り取る削り加工装置1である。長尺部材50’を固定する固定部3と、長尺部材50’と同じ方向に延びる超硬刃10と、超硬刃10を回転させる回転駆動部20と、回転駆動部20を移動させる位置変更部30と、位置変更部30を制御する制御部40と、を備えている。超硬刃10は、長尺部材50’のゴムよりも硬い材料のみで形成されている。制御部40は、長尺部材50’の外形の設計寸法に基づいて、長尺部材50’の外形よりも内側に僅かに小さく設定した仮想の外形に沿って、超硬刃10が移動するように、位置変更部30を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
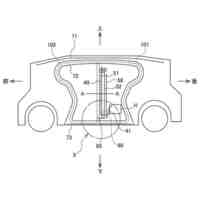
断面略U字状の部位を有する長尺部材における端部の表面を削り取る削り加工装置であって、
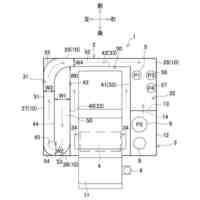
上記断面略U字状の部位の内側に嵌ることで、上記長尺部材を固定する固定部と、
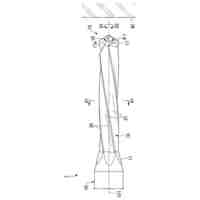
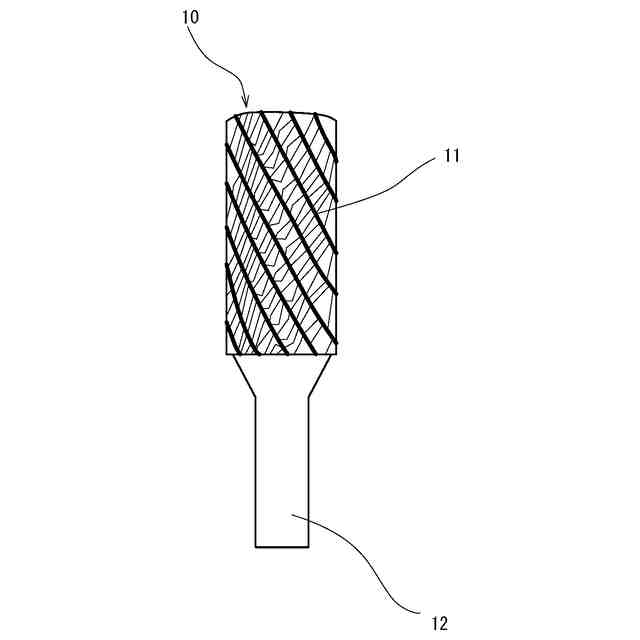
上記固定部で固定された上記長尺部材の長手方向と同じ方向に延び、外周面に刃を有する略円柱状の切削具と、
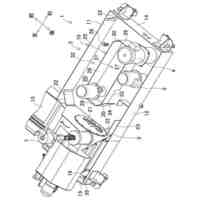
上記切削具を、当該切削具の延びる方向の周りに回転させる回転駆動部と、
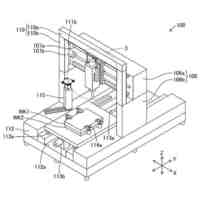
上記切削具が取り付けられた上記回転駆動部を、上記固定された上記長尺部材の長手方向と直交する二次元方向で移動させることが可能な位置変更部と、
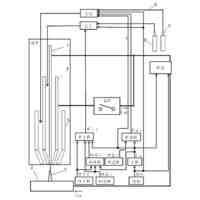
上記位置変更部を制御する制御部と、を備え、
上記切削具は、上記長尺部材のゴムよりも硬い材料のみで形成されており、
上記制御部は、上記長尺部材の外形の設計寸法に基づいて、当該長尺部材の外形よりも内側に僅かに小さく設定した仮想の外形に沿って、回転する上記切削具が移動するように、上記位置変更部を制御することを特徴とする削り加工装置。
続きを表示(約 530 文字)
【請求項2】
上記請求項1に記載の削り加工装置において、
上記制御部は、上記長尺部材の外形の設計寸法を反映したCADデータに基づいて、上記切削具を移動させる軌跡を設定するように構成されていることを特徴とする削り加工装置。
【請求項3】
上記請求項2に記載の削り加工装置において、
上記制御部は、上記長尺部材の表面を削り取る動作を複数パス行うとともに、1パス毎に、上記長尺部材の外形を前回のパスよりも所定値だけ内側に小さく設定した外形データに基づいて、上記切削具を移動させる軌跡を設定するように構成されていることを特徴とする削り加工装置。
【請求項4】
上記請求項1に記載の削り加工装置において、
上記切削具は、超硬刃で構成されていることを特徴とする削り加工装置。
【請求項5】
上記請求項1に記載の削り加工装置において、
上記位置変更部は、上記回転駆動部を上下方向に移動させる鉛直方向アクチュエータと、当該鉛直方向アクチュエータを上記長尺部材の長手方向と上下方向とに直交する方向に移動させる水平方向アクチュエータと、を含んで構成されていることを特徴とする削り加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺部材における端部の表面を削り取る削り加工装置に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、例えばドアの端部に取り付けられ、ドアを閉じた際に、ドアの前端部とドア開口縁部との間をシールするゴム製のウェザーストリップが知られている。このようなウェザーストリップを製造する場合には、半製品(以下、「長尺部材」ともいう。)を一旦押出成形した後、かかる長尺部材からリップ等を部分的に取り除いたり、長尺部材を適正な長さ(一定寸法)に切断したりすることで、製品として仕上げていくことが多い。
【0003】
ところで、ウェザーストリップの一種であるガラスランでは、部分的に植毛や塗装を行う場合があり、かかる場合には、パイル材料や塗料などがガラスランの表面に固定され易くなるように、ガラスランの表面部分を粗くする(所謂「バフ掛け」を行う)のが一般的である。
【0004】
例えば特許文献1には、ガラスランの半製品である長尺のワークを、送りローラや形状ローラにてその長手方向に搬送しながら、ワイヤバフやナイロンバフをワークに押し付けることで、バフ掛けを行うバフ装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開平2-48165号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ウェザーストリップの一種として、例えばワゴン車等におけるスライドドアの前端部に取り付けられ、スライドドアを閉じた際に、スライドドアの前端部とドア開口縁部との間をシールするとともに、これらの間に挟まれた異物の存在を検知するセンサが組込まれたプロテクターが知られている。
【0007】
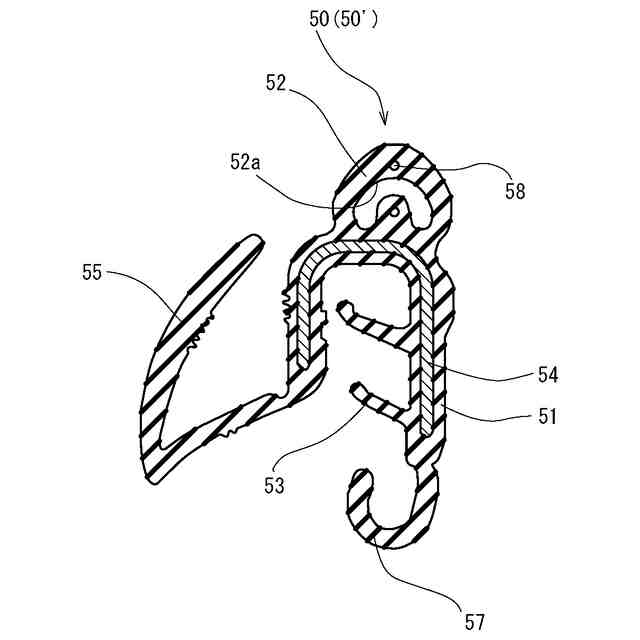
かかるセンサ付きのプロテクターは、スライドドアの前端部に取り付けられる、芯金が埋設された断面略U字状の取付け基部の他、センサ用の導線が埋設されたセンサ部や、スライドドアパネルの一部を覆うリップを一体的に押出成形した後、その表面に塗料を塗布しているため、断面形状が複雑な形状となっているとともに、その表面には塗膜層が形成されているのが一般的である。
【0008】
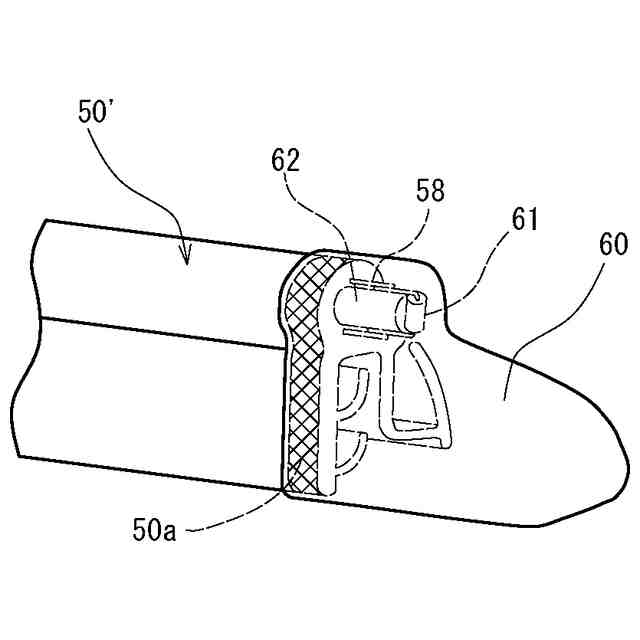
また、かかるプロテクターでは、その端部から露出させたセンサ用の導線や、導線に結線された抵抗器などを被覆するために、半製品である長尺部材の端部を金型にセット(インサート)し、長尺部材の端部と共に導線や抵抗器などを被覆するシール層を射出成型することが多い。このため、かかる長尺部材では、長尺部材とシール層との接着力を向上させるために、長尺部材における端部の表面の塗膜層を削り取る必要がある。
【0009】
この点、上記特許文献1には、バフ掛けの対象となるワークの形状について何ら記載されていないが、センサ付きのプロテクターのように、複雑な断面形状を有するとともに、長手方向の全長に亘ってバフ掛けを施す必要がなく、端部のみバフ掛けが要求されるものに対しては、単にワイヤバフやナイロンバフを押し付ける特許文献1のものは不適といえる。
【0010】
そこで、例えば、長尺部材の長手方向と同じ方向に延び、外周面に刃を有する略円柱状の切削具を、当該切削具の延びる方向の周りに回転させながら、長尺部材における端部の表面に押し付けることで、表面の塗膜層を削り取ることが考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
西川ゴム工業株式会社
導線剥出装置
24日前
西川ゴム工業株式会社
削り加工装置
24日前
西川ゴム工業株式会社
自動車用シール材
1か月前
西川ゴム工業株式会社
リップ部カット装置
24日前
西川ゴム工業株式会社
車両用ドアのシール構造
10日前
西川ゴム工業株式会社
車両ドア用センサーのワイヤハーネス配索構造
16日前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
シヤチハタ株式会社
組立ライン
18日前
日東精工株式会社
組み付け装置
16日前
株式会社不二越
タップ
3日前
エンシュウ株式会社
工作機械
24日前
株式会社ダイヘン
アーク溶接制御方法
4日前
ダイハツ工業株式会社
冷却構造
16日前
株式会社ダイヘン
インチング制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社メタルクリエイト
切削装置
10日前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
ブラザー工業株式会社
工作機械
16日前
エンシュウ株式会社
摩擦撹拌接合装置
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
熱加工システム
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
ダイハツ工業株式会社
マシニングセンタ
1か月前
日進工具株式会社
切削工具
1か月前
オークマ株式会社
切削液循環装置
24日前
株式会社FUJI
加工寸法管理システム
24日前
オークマ株式会社
切削液循環装置
1か月前
株式会社ダイヘン
複数の溶接電源による溶接方法
1か月前
オークマ株式会社
切屑回収システム
1か月前
マツモト機械株式会社
クランプ装置
16日前
高松機械工業株式会社
空冷システム
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ