TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179601
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098580
出願日
2023-06-15
発明の名称
複合材の接着方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
65/48 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ボイドを好適に除去することができる複合材の接着方法を提供する。
【解決手段】強化繊維に熱硬化性樹脂を含侵させた未硬化の複合材シートを積層して成る被接着体に対して、接着体を接着する複合材の接着方法において、前記被接着体と前記接着体との接着部分に、脱気経路を確保するステップと、前記被接着体を熱硬化させて、前記接着体と接着させるステップと、を実行する。前記被接着体は、前記接着体に接着される表層側の部位となる表層部と、前記表層部の裏側の部位となる積層部と、を有し、前記複合材シートの積層時において圧力を付与しており、前記脱気経路を確保するステップでは、前記積層部における前記複合材シートの積層時に付与する圧力に対して、前記表層部の積層時に付与する圧力の50%以下とする。
【選択図】図1
特許請求の範囲
【請求項1】
強化繊維に熱硬化性樹脂を含侵させた未硬化の複合材シートを積層して成る被接着体に対して、接着体を接着する複合材の接着方法において、
前記被接着体と前記接着体との接着部分に、脱気経路を確保するステップと、
前記被接着体を熱硬化させて、前記接着体と接着させるステップと、を実行する複合材の接着方法。
続きを表示(約 1,100 文字)
【請求項2】
前記被接着体は、前記接着体に接着される表層側の部位となる表層部と、前記表層部の裏側の部位となる積層部と、を有し、前記複合材シートの積層時において圧力を付与しており、
前記脱気経路を確保するステップでは、前記積層部における前記複合材シートの積層時に付与する圧力に対して、前記表層部の積層時に付与する圧力を50%以下とする請求項1に記載の複合材の接着方法。
【請求項3】
前記脱気経路を確保するステップでは、
前記積層部における前記複合材シートの積層時において、真空引きすることで、前記積層部に圧力を付与し、
前記表層部における前記複合材シートの積層時において、真空よりも高い負圧で引くことで、前記表層部に前記積層部よりも低い圧力を付与する請求項2に記載の複合材の接着方法。
【請求項4】
前記脱気経路を確保するステップでは、前記接着体が接着される前記表層部の接着領域における圧力を低下させる請求項2に記載の複合材の接着方法。
【請求項5】
前記被接着体は、前記接着体に接着される表層側の部位となる表層部と、前記表層部の裏側の部位となる積層部と、を有し、
前記脱気経路を確保するステップでは、前記積層部における前記複合材シート同士の密着性に比して、前記表層部における前記複合材シート同士の密着性を低下させる請求項1に記載の複合材の接着方法。
【請求項6】
前記脱気経路を確保するステップでは、前記複合材シートに含まれる前記熱硬化性樹脂の流動性を高める処理を実行して、前記複合材シート同士の層間に隙間を付与する請求項5に記載の複合材の接着方法。
【請求項7】
前記脱気経路を確保するステップでは、前記複合材シート同士の層間に圧縮空気を送って、前記複合材シート同士の層間に隙間を付与する請求項5に記載の複合材の接着方法。
【請求項8】
前記脱気経路を確保するステップでは、前記被接着体の接着面における密着性、前記接着体の接着面における密着性、及び前記被接着体と前記接着体との間に設けられるフィルム接着剤の密着性の少なくとも一つを低下させる処理を実行する請求項1に記載の複合材の接着方法。
【請求項9】
前記脱気経路を確保するステップでは、前記接着体が接着される前記被接着体の最表層の前記複合材シートとして、前記強化繊維が露出する前記複合材シートを用いる請求項1に記載の複合材の接着方法。
【請求項10】
前記脱気経路を確保するステップでは、前記被接着体の接着面に脱気経路を凹凸形成する請求項1に記載の複合材の接着方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、複合材の接着方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、複合材の接着方法として、積層したプリプレグシートをフィルムでコーティングし、プリプレグシートを加熱し、フィルム内の空間を負圧にして、複合材を成形する製造方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2004-330474号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に示す複合材の製造方法では、プリプレグの層間に発生するボイドを十分に除去することが困難であった。
【0005】
そこで、本開示は、ボイドを好適に除去することができる複合材の接着方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本開示の複合材の接着方法は、強化繊維に熱硬化性樹脂を含侵させた未硬化の複合材シートを積層して成る被接着体に対して、接着体を接着する複合材の接着方法において、前記被接着体と前記接着体との接着部分に、脱気経路を確保するステップと、前記被接着体を熱硬化させて、前記接着体と接着させるステップと、を実行する。
【発明の効果】
【0007】
本開示によれば、ボイドを好適に除去することができる。
【図面の簡単な説明】
【0008】
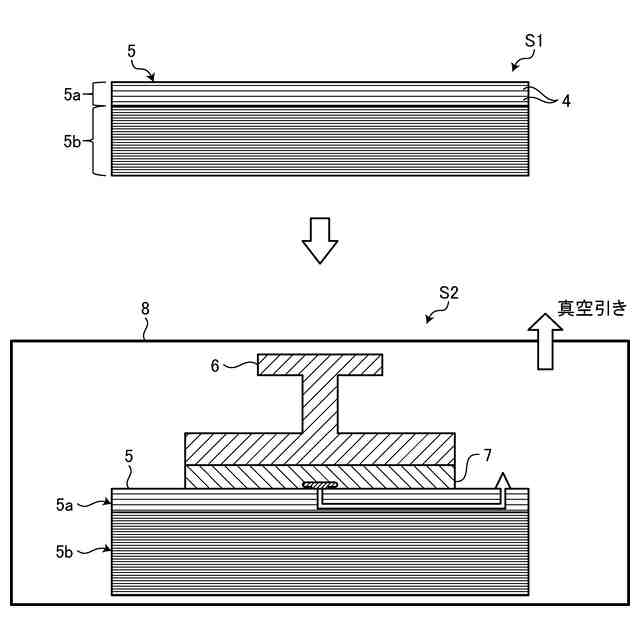
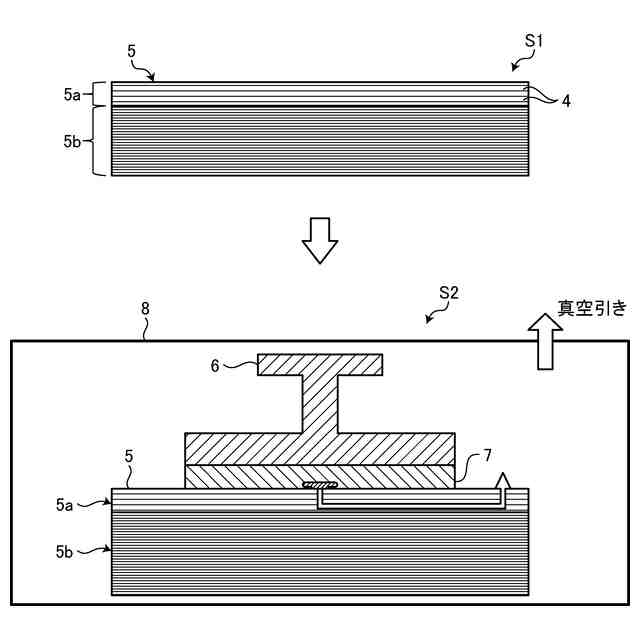
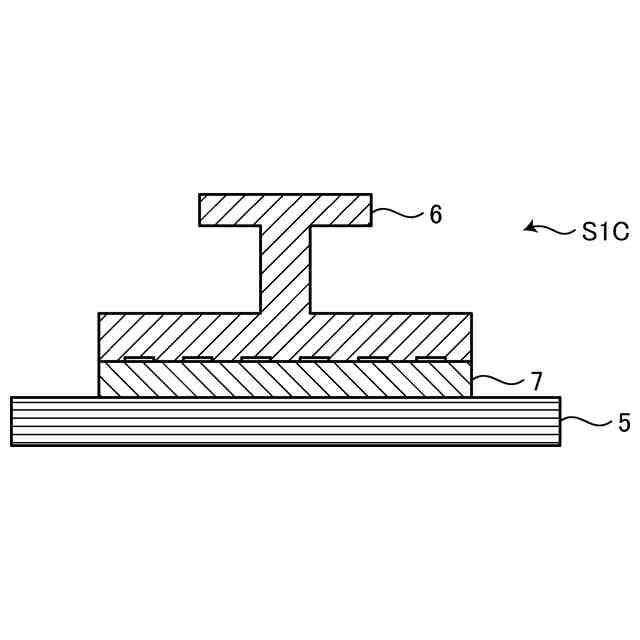
図1は、第一実施形態に係る複合材の接着方法に関する説明図である。
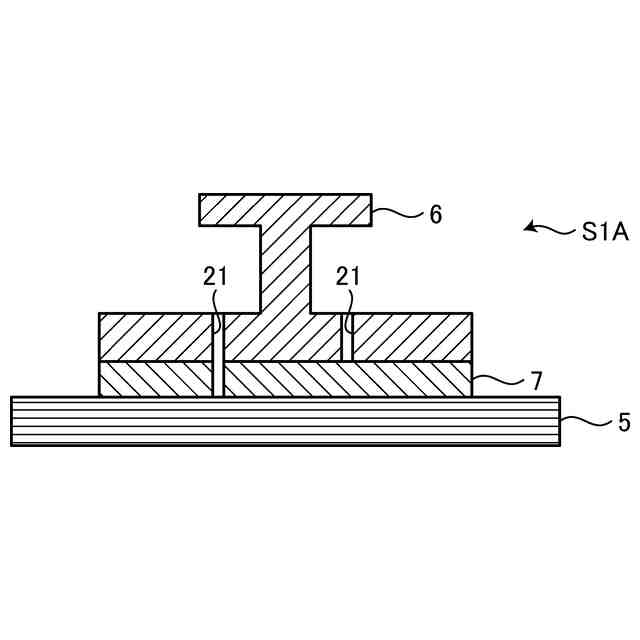
図2は、第二実施形態に係る複合材の接着方法に関する説明図である。
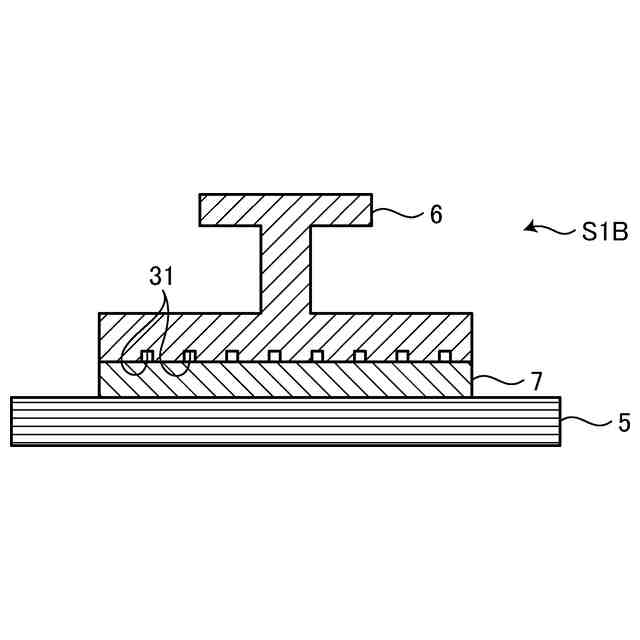
図3は、第三実施形態に係る複合材の接着方法に関する説明図である。
図4は、第四実施形態に係る複合材の接着方法に関する説明図である。
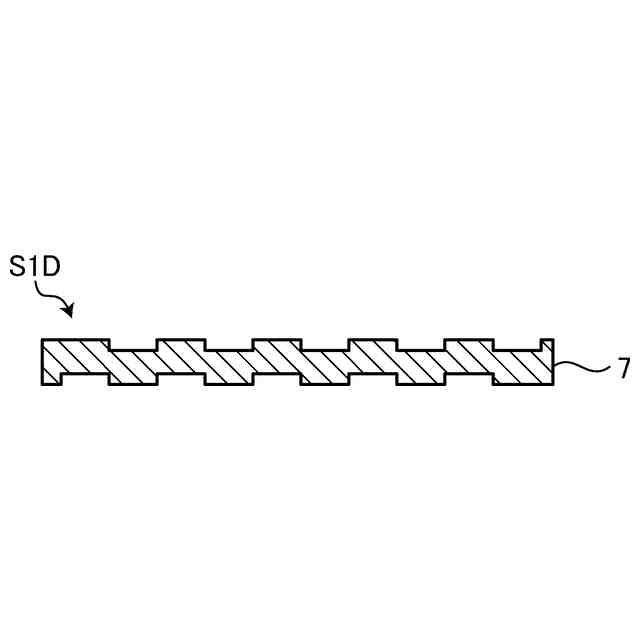
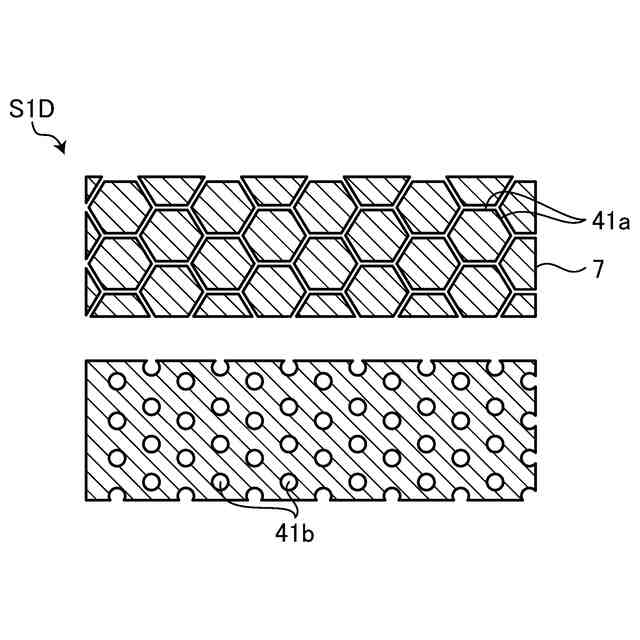
図5は、第五実施形態に係る複合材の接着方法で用いられるフィルム接着剤の図である。
図6は、第五実施形態に係る複合材の接着方法で用いられるフィルム接着剤の図である。
【発明を実施するための形態】
【0009】
以下に、本開示に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの開示が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。さらに、以下に記載した構成要素は適宜組み合わせることが可能であり、また、実施形態が複数ある場合には、各実施形態を組み合わせることも可能である。
【0010】
[第一実施形態]
第一実施形態に係る複合材の接着方法は、プリプレグ(複合材シート)4を積層して成る被接着体5に対して、接着体6を接着する接着方法となっている。この接着方法では、フィルム接着剤7を介して被接着体5上に接着体6を配置し、これらにバッグフィルム8を被覆して気密に封止し、バッグフィルム8内を真空引きしつつ加熱することで、被接着体5と接着体6とを接着している。図1を参照して、複合材の接着方法について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
シーメット株式会社
光造形装置
14日前
津田駒工業株式会社
連続成形機
10か月前
CKD株式会社
型用台車
21日前
東レ株式会社
プリプレグテープ
3か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
28日前
株式会社日本製鋼所
押出機
3か月前
株式会社シロハチ
真空チャンバ
2か月前
株式会社リコー
シート剥離装置
5か月前
帝人株式会社
成形体の製造方法
6か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社FTS
成形装置
14日前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
KTX株式会社
シェル型の作製方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
トヨタ自動車株式会社
真空成形方法
7か月前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
株式会社城北精工所
押出成形用ダイ
9か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
日東工業株式会社
インサート成形機
1か月前
東レ株式会社
溶融押出装置および押出方法
今日
株式会社リコー
シート処理システム
4か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形装置
8か月前
個人
ノズルおよび熱風溶接機
1日前
NISSHA株式会社
加飾成形品の製造方法
8か月前
株式会社日本製鋼所
射出成形機
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
3か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































