TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177969
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096415
出願日
2023-06-12
発明の名称
ダイカストマシン、および射出成形方法
出願人
東洋機械金属株式会社
代理人
個人
主分類
B22D
17/32 20060101AFI20241217BHJP(鋳造;粉末冶金)
要約
【課題】必要以上に大型・高出力な電動サーボモータを装備することなく、増圧工程に入ってから油圧を所定の圧力まで高める速さを十分に担保でき、かつ、オーバーシュートを回避できるダイカストマシンを提供する。
【解決手段】
ダイカストマシン10に設けた制御手段58で、低速側流量調節弁50を用いて射出プランジャ38を動作させる低速射出工程と、これに続く高速側流量調節弁52を用いて射出プランジャ38を動作させる高速射出工程と、これに続く加圧ピストン64によって射出シリンダ42内の作動油Oを増圧させる増圧工程とを実施する。そして、高速射出工程が完了した時点で電動加圧機構34の準備動作時間が完了するように高速射出工程の完了時点よりも前に電動サーボモータ60を動作させる。
【選択図】図3
特許請求の範囲
【請求項1】
射出機構と、油圧動作機構と、電動加圧機構とを有するダイカストマシンであって、
前記射出機構は、キャビティに溶湯金属を射出する射出プランジャを有しており、
前記油圧動作機構は、前記射出プランジャを収容する射出シリンダと、油圧ポンプと、アキュームレータと、低速側流量調節弁と、高速側流量調節弁と、制御手段とを有しており、
前記電動加圧機構は、電動サーボモータと、前記電動サーボモータに駆動されるボールネジと、前記ボールネジによって押し出される加圧ピストンとを有しており、
前記制御手段は、低速側流量調節弁を用いて前記射出プランジャを動作させる低速射出工程と、これに続く高速側流量調節弁を用いて前記射出プランジャを動作させる高速射出工程と、これに続く前記加圧ピストンによって前記射出シリンダ内の作動油を増圧させる増圧工程とを実施し、前記高速射出工程が完了した時点で前記電動加圧機構の準備動作時間が完了するように前記高速射出工程の完了時点よりも前に前記電動サーボモータを動作させることを特徴とする
ダイカストマシン。
続きを表示(約 510 文字)
【請求項2】
射出機構と、油圧動作機構と、電動加圧機構とを有するダイカストマシンを用いた射出成形方法であって、
前記射出機構は、キャビティに溶湯金属を射出する射出プランジャを有しており、
前記油圧動作機構は、前記射出プランジャを収容する射出シリンダと、油圧ポンプと、アキュームレータと、低速側流量調節弁と、高速側流量調節弁と、制御手段とを有しており、
前記電動加圧機構は、電動サーボモータと、前記電動サーボモータに駆動されるボールネジと、前記ボールネジによって押し出される加圧ピストンとを有しており、
低速側流量調節弁を用いて前記射出プランジャを動作させる低速射出工程と、
これに続く高速側流量調節弁を用いて前記射出プランジャを動作させる高速射出工程と、
これに続く前記加圧ピストンによって前記射出シリンダ内の作動油を増圧させる増圧工程とを有しており、
前記制御手段により、前記高速射出工程が完了した時点で前記電動加圧機構の準備動作時間が完了するように前記高速射出工程の完了時点よりも前に前記電動サーボモータを動作させるステップを有している
射出成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶湯金属を金型内に射出して成形品を成形するダイカストマシンおよび射出成形方法に関する。
続きを表示(約 990 文字)
【背景技術】
【0002】
従前から用いられているダイカストマシンにおいては、熔解炉で溶融された金属溶湯を1ショット毎にラドルで計量して汲み上げ、汲み上げられた金属溶湯を射出スリーブの給湯口に給湯し、射出スリーブ内に進退可能に設けられた射出プランジャの前進動作によって金型のキャビティ内へ金属溶湯を射出充填することにより、成形体の成形が行われている。
【0003】
金型のキャビティ内へ金属溶湯を射出する射出工程においては、低速射出工程と、それに続く高速射出工程とからなっており、高速射出工程においては、プラスチック製品を成形する射出成形機の射出速度よりも1桁ほど速い高速の射出速度で金型内に金属溶湯を射出充填する必要がある。
【0004】
さらに、高速射出工程の終了後、射出プランジャによりキャビティ内の成形材料の圧力を上昇させる増圧工程が実施される(例えば、特許文献1)。
【0005】
低速射出工程と高速射出工程とを行った後、最後の増圧工程を電動サーボモータによって駆動されるボールネジで押圧されるピストンで行うダイカストマシンを考える。
【0006】
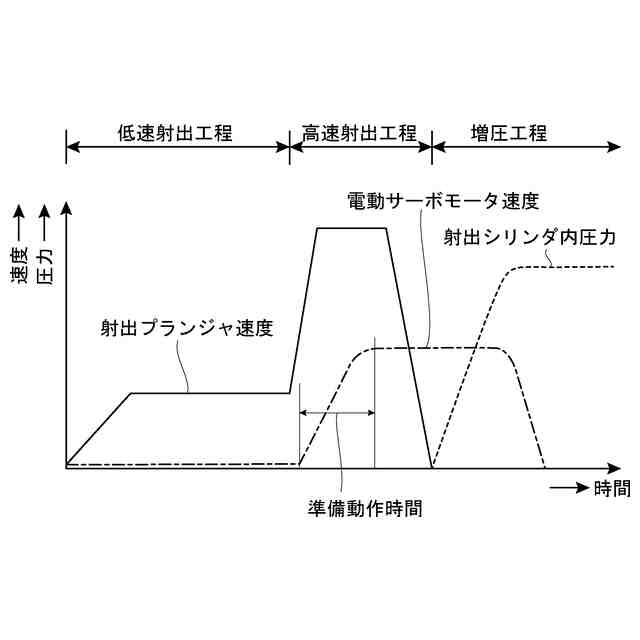
一連の射出工程における射出プランジャの移動速度の変化と、当該射出プランジャを押圧する油圧(射出シリンダ内圧)の変化とをグラフ化すると、例えば、図4に示すようになる。
【0007】
射出工程の当初、油圧駆動によって1秒から2秒間程度の低速射出工程が実施され、金属溶湯がキャビティ内に充填され始める。然る後、金属溶湯がキャビティ内に充填されるごく手前(100分の数秒)から同じく油圧駆動によって高速射出工程が実施される。
【0008】
高速射出工程が終了後、電動サーボモータが急速動作して一気に油圧を高めていき、必要な圧力に達するころ、電動サーボモータを急減速させて油圧を一定にする。
【0009】
油圧が一定になってから所定の時間、油圧を保持することによって射出工程が完了する。
【先行技術文献】
【特許文献】
【0010】
特開2011-224626号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
2か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
25日前
株式会社プロテリアル
金属付加製造物の製造方法
24日前
新東工業株式会社
粉末除去装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
新東工業株式会社
測定装置
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
3日前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
今日
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3日前
フタバ産業株式会社
成形品の製造方法
1か月前
株式会社宮本工業所
ガス吹き込み管
2か月前
株式会社トウネツ
溶湯保持炉
2か月前
JFEミネラル株式会社
金属粉末及び金属粉末の製造方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ