TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177118
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2024091886
出願日
2024-06-06
発明の名称
三次元造形物、および三次元造形物の製造方法
出願人
東レ株式会社
代理人
主分類
B29C
64/135 20170101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
ポリマー粉末組成物の熱劣化や、三次元造形装置への熱負荷を抑えたまま、反りの小さい、耐熱性に優れた三次元造形物を得る、三次元造形物の製造方法を提供する。
【解決手段】
幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと直行する方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片の80mmの長さ方向の反りが1.5mm/10cm以下である、ポリマー粉末組成物を用いて、粉末床溶融結合方式によって得られる三次元造形物であって、三次元造形物を構成するポリマーの融点が200℃以上、三次元造形物の黄色味が10以下であることを特徴とする三次元造形物。
【選択図】なし
特許請求の範囲
【請求項1】
幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと直行する方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片の80mmの長さ方向の反りが1.5mm/10cm以下である、ポリマー粉末組成物を用いて、粉末床溶融結合方式によって得られる三次元造形物であって、三次元造形物を構成するポリマーの融点が200℃以上、三次元造形物の黄色味が10以下であることを特徴とする三次元造形物。
続きを表示(約 1,100 文字)
【請求項2】
前記三次元造形物を構成するポリマーがポリアミドである請求項1に記載の三次元造形物。
【請求項3】
前記ポリアミドが、ポリアミド6、ポリアミド610、ポリアミド66、およびこれらのいずれかを含む共重合体から選ばれる少なくとも1種のポリアミドを含む、請求項2に記載の三次元造形物。
【請求項4】
前記三次元造形物が強化材を10質量%以上80質量%以下含む、請求項1に記載の三次元造形物。
【請求項5】
ポリマー粉末組成物を用いた粉末床溶融結合方式により得られる三次元造形物であって、幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと平行な方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片のJIS K7191-1(2015)に従い、0.45MPaの荷重にて測定した熱変形温度が160℃以上であるポリマー粉末組成物を用いて得られる、請求項1に記載の三次元造形物。
【請求項6】
前記三次元造形物の表面粗度が20μm未満である面を含む請求項1に記載の三次元造形物。
【請求項7】
幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと直行する方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片の80mmの長さ方向の反りが1.5mm/10cm以下である、ポリマー粉末組成物を用いた粉末床溶融結合方式による三次元造形物の製造方法であって、ポリマー粉末組成物を構成するポリマーの融点が200℃以上であり、粉末床最上粉末層温度が200℃以下である三次元造形物の製造方法。
【請求項8】
三次元造形前のポリマー粉末組成物の明度L(1)、三次元造形後に造形物周りに残存したポリマー粉末組成物の明度L(2)について、L(2)/L(1)が0.85以上1.05以下である、請求項7に記載の三次元造形物の製造方法。
【請求項9】
前記ポリマー粉末組成物が、D50粒子径が1μm以上100μm以下であるポリアミド粉末を含む、請求項7に記載の三次元造形物の製造方法。
【請求項10】
前記ポリマー粉末組成物が、平均長径が3μm以上120μm以下であり、平均長径/平均短径が2以上12以下である強化材を10質量%以上80質量%以下含む、請求項7に記載の三次元造形物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元造形物と、それを得るための三次元造形物の製造方法に関するものである。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
三次元造形物(以下、造形物と称する場合がある)を製造する技術として、材料押出方式、粉末床溶融結合方式、液槽光重合方式、シート積層方式などが知られている。この中でも粉末床溶融結合方式では、粉末の層を設けた後に、物体の断面に対応する位置を選択的に溶融させ、これらの層同士を接着、積層することで三次元造形物を形成させる。ここで、選択的に粉末を溶融させる方法としては、レーザーを用いる選択的レーザー焼結法、溶融助剤を用いる選択的吸収焼結法、および溶融させない場所をマスクする選択的抑制焼結法などがある。粉末床溶融結合方式は、他の造形方法と比較して精密造形に好適である、造形時のサポート部材が不要であるという利点を有する。
【0003】
前記の方式によって得られる三次元造形物は、その良好な機械特性、寸法精度を活かし、例えば自動車、航空、宇宙などのモビリティ用途や、義肢、装具、補聴器、カテーテルなどの医療用途、スポーツ用途、電気電子材料など、多様な分野での活用を検討されている。従来は形状確認を目的とした試作の為に三次元造形物が用いられてきたが、近年では用途開発が進み、デザインした形状の性能を確認する機能性試作や、実際に三次元造形物を使用する最終製品用途にも検討されており、耐熱性や機械特性への要求が高まっている。
【0004】
そのため、高い融点を有するポリマー粉末を用いた三次元造形物について検討が進められてきた。粉末床溶融結合方式では、選択的に粉末を溶融させた後に冷却して造形物を得るが、高融点ポリマーは、結晶性が高いため、冷却時の結晶化の際に大きな体積収縮を伴い、三次元造形物の角の丸みや、端部が浮き上がる反りの課題があった。
【0005】
このような課題に対して、特許文献1では、ポリマー粉末に対してアニーリング処理をすることで結晶化度を高め、粉末床温度を融点付近まで高めることを可能とし、三次元造形物の反りを抑制する技術が開示されている。特許文献2では、溶融挙動がシャープなポリアミド粉末を用いることで、粉末床温度に分布があっても粉末が溶融せず、反りのない三次元造形物を得る技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2018-196983号公報
国際公開第2022-181633号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら特許文献1では、融点218℃のPBTや、融点265℃のPA66の粒子を使用して、融点±3℃の部品床温度で3次元造形を行っており、ポリマー粉末組成物の熱劣化と、それに伴い粉末の回収利用が困難になることや、造形物の物性の低下が懸念される。特許文献2では、融点が217℃の粒子を使用して、部品床温度の初期設定を融点より-15℃として3次元造形を行っている。この場合、依然として、ポリマー粉末組成物の熱劣化や、三次元造形装置への熱負荷が十分に抑制できていないという課題があるとわかった。
【0008】
そこで本発明は、ポリマー粉末組成物の熱劣化や、三次元造形装置への熱負荷を抑えたまま、反りの小さい、耐熱性に優れた三次元造形物を得る、三次元造形物の製造方法の提供を目的とするものである。特に高融点を有しながら、熱による着色が抑制された、三次元造形物の提供を目的とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明は、次の構成を有する。
<1>幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと直行する方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片の80mmの長さ方向の反りが1.5mm/10cm以下である、ポリマー粉末組成物を用いて、粉末床溶融結合方式によって得られる三次元造形物であって、三次元造形物を構成するポリマーの融点が200℃以上、三次元造形物の黄色味が10以下であることを特徴とする三次元造形物。
<2>前記三次元造形物を構成するポリマーがポリアミドである<1>に記載の三次元造形物。
<3>前記ポリアミドが、ポリアミド6、ポリアミド610、ポリアミド66、およびこれらのいずれかを含む共重合体から選ばれる少なくとも1種のポリアミドを含む、<1>、<2>に記載の三次元造形物。
<4>前記三次元造形物が強化材を10質量%以上80質量%以下含む、<1>~<3>に記載の三次元造形物。
<5>ポリマー粉末組成物を用いた粉末床溶融結合方式により得られる三次元造形物であって、幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと平行な方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片のJIS K7191-1(2015)に従い、0.45MPaの荷重にて測定した熱変形温度が160℃以上であるポリマー粉末組成物を用いて得られる、<1>~<4>に記載の三次元造形物。
<6>前記三次元造形物の表面粗度が20μm未満である面を含む<1>~<5>に記載の三次元造形物。
<7>幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと直行する方向に、4mmの厚さ方向が材料粉末を積層する高さ方向となるように作製したときの、当該試験片の80mmの長さ方向の反りが1.5mm/10cm以下である、ポリマー粉末組成物を用いた粉末床溶融結合方式による三次元造形物の製造方法であって、ポリマー粉末組成物を構成するポリマーの融点が200℃以上であり、粉末床最上粉末層温度が200℃以下である三次元造形物の製造方法。
<8>三次元造形前のポリマー粉末組成物の明度L(1)、三次元造形後に造形物周りに残存したポリマー粉末組成物の明度L(2)について、L(2)/L(1)が0.85以上1.05以下である、<7>に記載の三次元造形物の製造方法。
<9>前記ポリマー粉末組成物が、D50粒子径が1μm以上100μm以下であるポリアミド粉末を含む、<7>、<8>に記載の三次元造形物の製造方法。
<10>前記ポリマー粉末組成物が、平均長径が3μm以上120μm以下であり、平均長径/平均短径が2以上12以下である強化材を10質量%以上80質量%以下含む、<7>~<9>に記載の三次元造形物の製造方法。
<11>前記強化材の見掛密度/タップ密度が0.50以上1.00以下である、<10>に記載の三次元造形物の製造方法。
<12>三次元造形用のCADデータに対する三次元造形物のXY平面上の収縮率が2%以下である、<7>~<11>に記載の三次元造形物の製造方法。
<13>粉末床に供給されるポリマー粉末組成物の温度が140℃以上である、<7>~<12>に記載の三次元造形物の製造方法。
<14>予備積層高さが15mm以上である、<7>~<13>に記載の三次元造形物の製造方法。
【発明の効果】
【0010】
本発明によれば、ポリマー粉末組成物の熱劣化や、三次元造形装置への熱負荷を抑えたまま、反りの小さい、耐熱性に優れた三次元造形物を得ることができる。更には、高融点を有しながら、酸化着色が抑制された、三次元造形物を得ることができる。
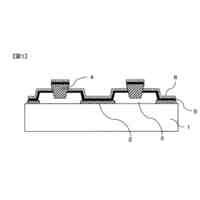
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織物
7日前
東レ株式会社
シート
20日前
東レ株式会社
分離膜
13日前
東レ株式会社
積層フィルム
1日前
東レ株式会社
水電解用隔膜
9日前
東レ株式会社
フィルムロール
1か月前
東レ株式会社
有機EL表示装置
21日前
東レ株式会社
生体成分吸着材料
20日前
東レ株式会社
フィルムの製造方法
13日前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
有機粒子およびフィルム
21日前
東レ株式会社
芯鞘複合モノフィラメント
21日前
東レ株式会社
フィルム及びその製造方法
6日前
東レ株式会社
構造部材およびその製造方法
21日前
東レ株式会社
ポリエステル樹脂の製造方法
21日前
東レ株式会社
光学用ポリエステルフィルム
1か月前
東レ株式会社
編物、詰め物および繊維製品
15日前
東レ株式会社
ペレット製造時の制御システム
1か月前
東レ株式会社
二軸配向積層フィルムの製造方法
21日前
東レ株式会社
不織布およびエアフィルター濾材
27日前
東レ株式会社
ポリエステルフィルムの製造方法
今日
東レ株式会社
ポリエステル樹脂組成物の製造方法
27日前
東レ株式会社
ポリエステルフィルムとその製造方法
7日前
東レ株式会社
積層フィルム、センサー、およびテープ
6日前
東レ株式会社
積層フィルム、センサー、およびテープ
6日前
東レ株式会社
積層フィルム、センサー、およびテープ
6日前
東レ株式会社
ポリエステルフィルムおよびその製造方法
1か月前
東レ株式会社
熱可塑性エラストマー組成物および成形品
20日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
今日
東レ株式会社
ナイロン6樹脂組成物およびその製造方法
21日前
東レ株式会社
ガス分離方法、精製流体及びガス分離装置
2日前
東レ株式会社
積層シート、建築材料、および通信機器筐体。
2日前
東レ株式会社
高透明ポリエステルフィルムおよびその製造方法
1か月前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルムおよび離型用フィルム
22日前
東レ株式会社
グラフェン粉末、グラフェン分散液、組成物および形成物
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ