TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176213
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094593
出願日
2023-06-08
発明の名称
樹脂製品及び樹脂部品の成形方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B29C
33/42 20060101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】第1部品の離型性を高めることができるとともに、第1部品と第2部品との接合強度を高めることができる。また、第1部品に要する樹脂量を低減できる。
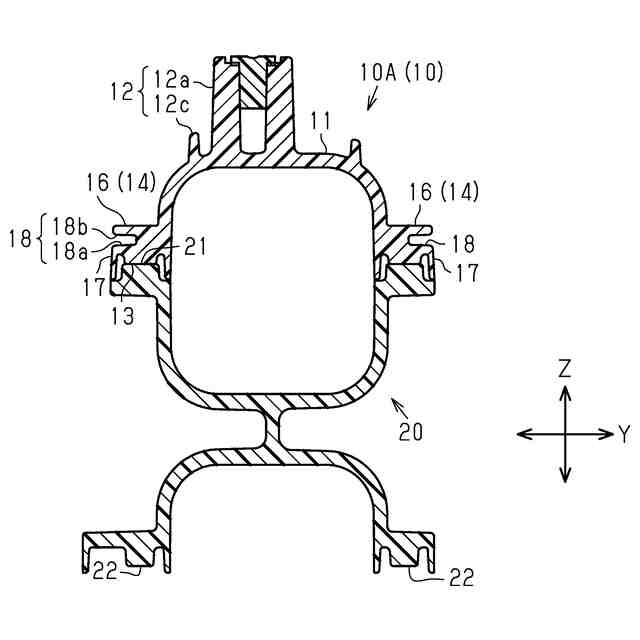
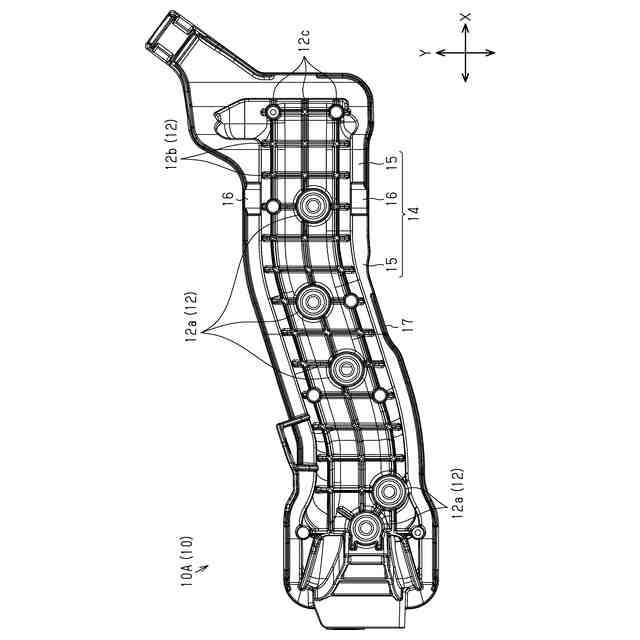
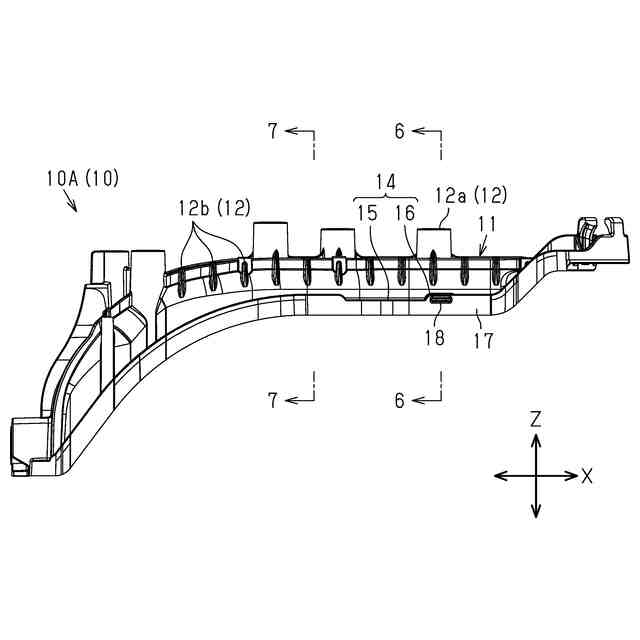
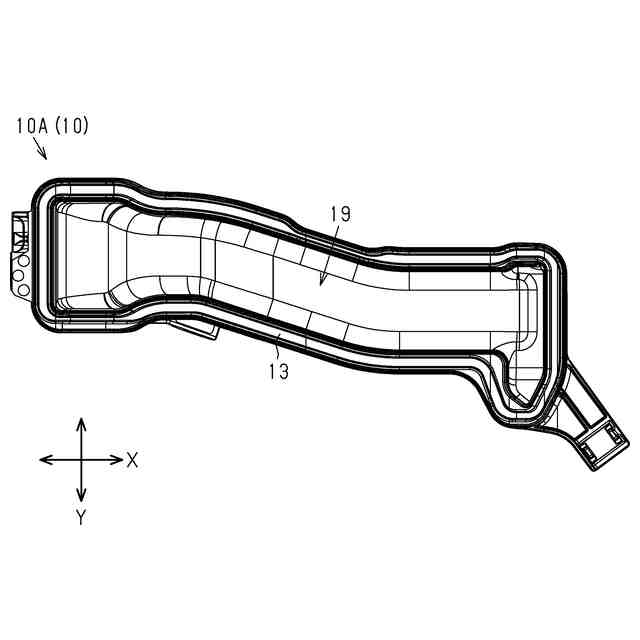
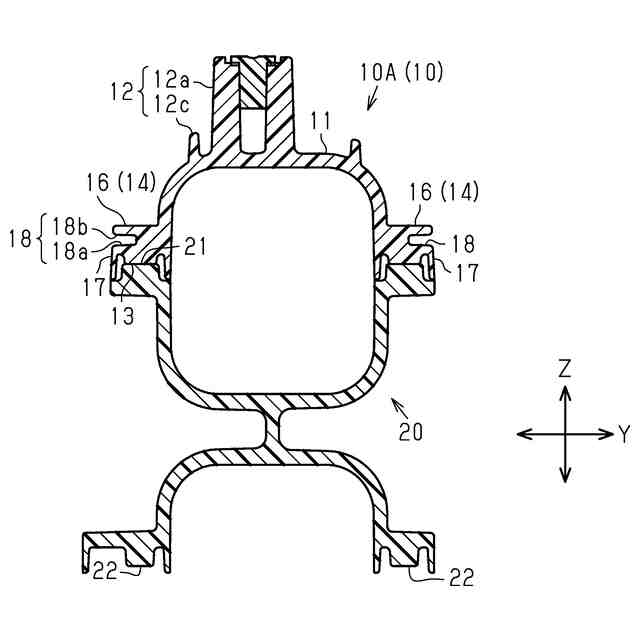
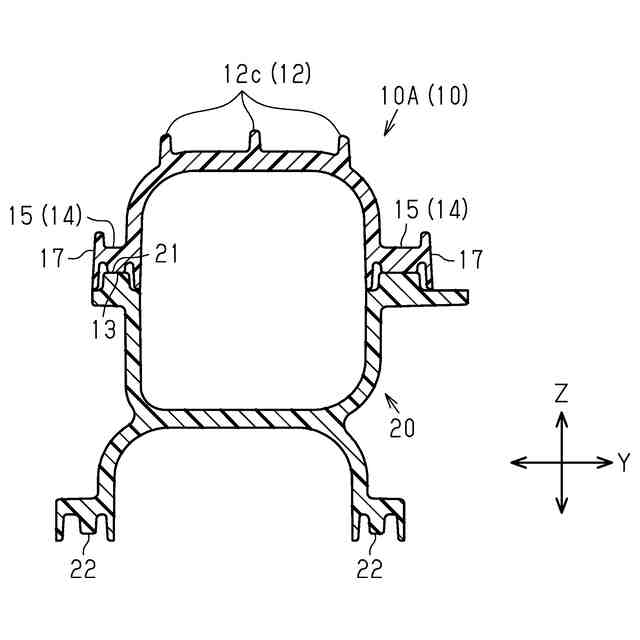
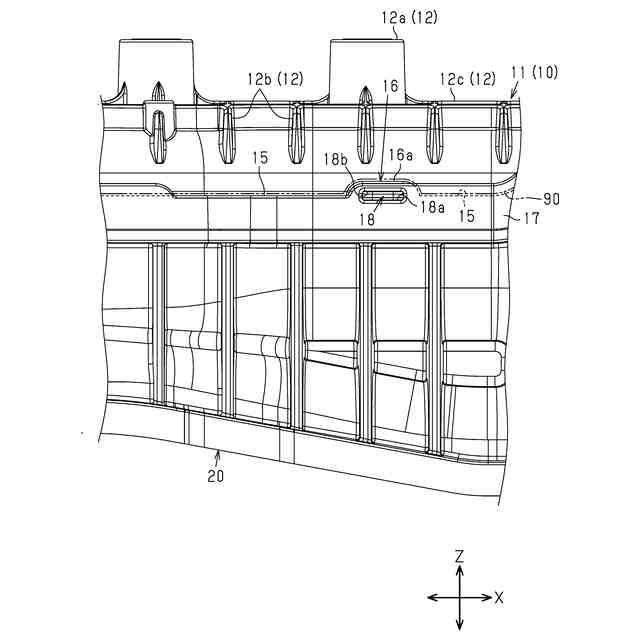
【解決手段】樹脂製品は、樹脂製の第1部品10と、樹脂製の第2部品20とを備える。第1部品10は、第1接合面13を有する。第2部品20は、第1接合面13に接合された第2接合面21を有する。第1部品10は、対向方向Zにおいて第1接合面13とは反対側に位置し、第1部品10と第2部品20とを接合する際に第1部品10を拘束する治具が当接する当接面14を有する。当接面14は、一般部と、一般部よりも対向方向Zに突出する突出部16とを有する。第1部品10のうち突出部16が設けられている部分における第1接合面13と当接面14との間に位置する外側面17には、当該外側面17に開口する凹部18が設けられている。
【選択図】図6
特許請求の範囲
【請求項1】
樹脂製の第1部品と、
樹脂製の第2部品と、を備え、
前記第1部品は、第1接合面を有し、
前記第2部品は、前記第1接合面に接合された第2接合面を有し、
前記第1接合面と前記第2接合面とが対向する方向を対向方向とするとき、
前記第1部品は、前記対向方向において前記第1接合面とは反対側に位置し、前記第1部品と前記第2部品とを接合する際に前記第1部品を拘束する治具が当接する当接面を有し、
前記当接面は、一般部と、前記一般部よりも前記対向方向に突出する突出部と、を有し、
前記第1部品のうち前記突出部が設けられている部分における前記第1接合面と前記当接面との間に位置する外側面には、当該外側面に開口する凹部が設けられている、
樹脂製品。
続きを表示(約 960 文字)
【請求項2】
前記第1部品は、前記対向方向に対して直交する長さ方向に長い長尺状をなし、
前記凹部は、前記長さ方向に延在する前記外側面に設けられている、
請求項1に記載の樹脂製品。
【請求項3】
前記凹部は、前記対向方向及び前記長さ方向の双方に直交する幅方向の両側に位置する前記外側面にそれぞれ設けられている、
請求項2に記載の樹脂製品。
【請求項4】
前記第1部品の外面には、突部が設けられており、
前記突部は、筒状のボスを含み、
前記凹部は、前記対向方向及び前記長さ方向の双方に直交する幅方向において前記ボスと重なる位置に設けられている、
請求項2に記載の樹脂製品。
【請求項5】
前記凹部の内面は、前記対向方向において前記第2部品側に位置し、前記対向方向及び前記長さ方向の双方に直交する幅方向及び前記長さ方向の双方に沿って延在する平面状の係止面を有する、
請求項2に記載の樹脂製品。
【請求項6】
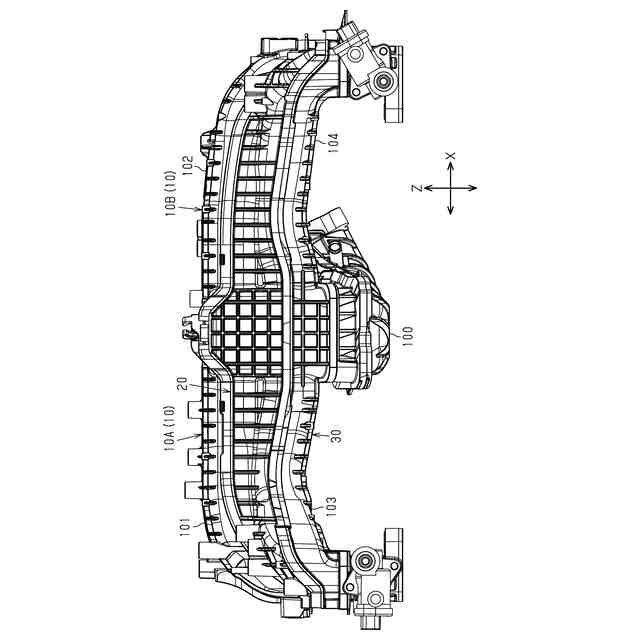
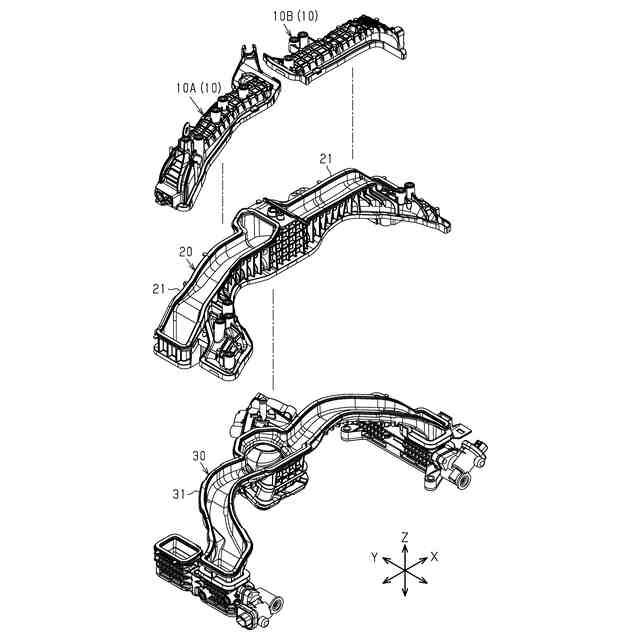
前記第1部品及び前記第2部品は、それぞれ内燃機関の吸気マニホールドを構成する分岐管の半割体である、
請求項2に記載の樹脂製品。
【請求項7】
請求項1から請求項6のいずれか一項に記載の樹脂製品を構成する前記第1部品を成形する方法であって、
前記第1部品の内面を成形する第1成形面を有する固定型と、
前記固定型に対して前記対向方向に沿って進退可能に設けられ、前記第1部品の外面のうち前記凹部を含まない部分を成形する第2成形面を有する可動型と、
前記固定型及び前記可動型に対してスライド移動可能に設けられ、前記第1部品の外面のうち前記凹部を含む部分を成形する第3成形面を有するスライド型と、を備える成形型を用いて前記第1成形面、前記第2成形面、及び前記第3成形面により形成されるキャビティに溶融樹脂を射出する射出工程と、
前記固定型及び前記スライド型に対して前記可動型を退避させる可動型退避工程と、
前記可動型退避工程の後に、前記固定型に対して前記スライド型を退避させるスライド型退避工程と、を備える、
樹脂部品の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製品及び樹脂部品の成形方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、樹脂製の第1部品と、樹脂製の第2部品とを備え、互いに接合された樹脂製品がある。
こうした樹脂製品としては、例えば特許文献1に開示の内燃機関の吸気マニホールドがある。特許文献1に開示の吸気マニホールドは、サージタンクと、サージタンクから延びる4つの分岐管とを備える。吸気マニホールドは、サージタンクの上側部分及び4つの分岐管の上側部分を有する第1部品と、サージタンクの下側部分及び4つの分岐管の下側部分を有する第2部品とを備える。第1部品は、第1接合面を有する。第2部品は、第1接合面に接合された第2接合面を有する。第1部品及び第2部品は、射出成形により形成される。第1部品は、第1部品と第2部品との対向方向において第1接合面とは反対側に位置し、第1部品と第2部品とを振動溶着法により接合する際に第1部品を拘束する治具が当接する当接面をする。
【0003】
また従来、第1部品の外面に、筒状のボスやリブなどの突部を有する吸気マニホールドがある。
【先行技術文献】
【特許文献】
【0004】
特開2021-25470号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、第1部品を射出成形する際には、第1部品の内面を成形する成形面を有する固定型と、固定型に対して進退可能に設けられ、第1部品の外面を成形する成形面を有する可動型とを備える成形型を用いてキャビティに溶融樹脂が射出される。第1部品の外面にボスやリブなどの突部が設けられていたり、外面の形状が複雑であったりする場合には、型開きを行う際に、固定型から退避する可動型に第1部品が抱きつくことで可動型からの第1部品の離型性が悪くなりやすい。その結果、可動型から第1部品を取り外しにくくなる。この場合、可動型から第1部品を無理に取り外そうとすると、第1部品が傷付くおそれがある。また、第1部品の離型性を高めるために離型剤を塗布する場合には、コストが増大することとなる。
【0006】
さらに、樹脂製品においては、第1部品と第2部品との接合強度を高めること、また樹脂量を低減することが求められている。
【課題を解決するための手段】
【0007】
上記課題を解決するための樹脂製品は、樹脂製の第1部品と、樹脂製の第2部品と、を備え、前記第1部品は、第1接合面を有し、前記第2部品は、前記第1接合面に接合された第2接合面を有し、前記第1接合面と前記第2接合面とが対向する方向を対向方向とするとき、前記第1部品は、前記対向方向において前記第1接合面とは反対側に位置し、前記第1部品と前記第2部品とを接合する際に前記第1部品を拘束する治具が当接する当接面を有し、前記当接面は、一般部と、前記一般部よりも前記対向方向に突出する突出部と、を有し、前記第1部品のうち前記突出部が設けられている部分における前記第1接合面と前記当接面との間に位置する外側面には、当該外側面に開口する凹部が設けられている。
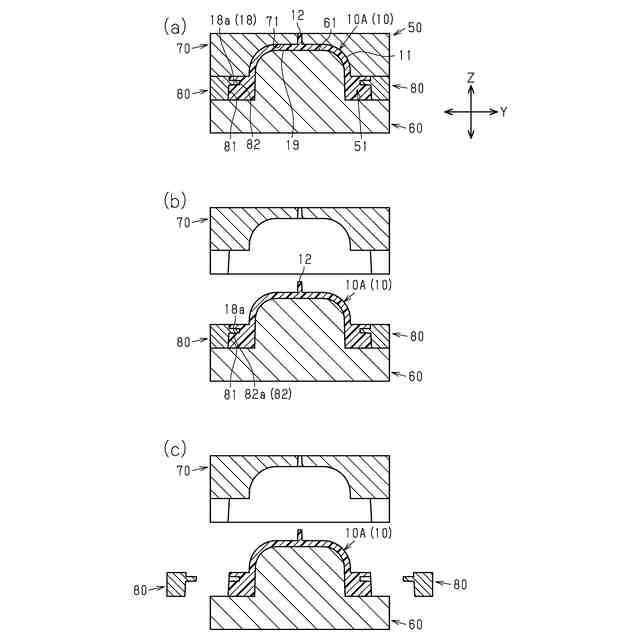
【0008】
同構成によれば、第1部品の外側面には、当該外側面に開口する凹部が設けられている。このため、固定型及び可動型に対してスライド移動可能に設けられ、第1部品の外面のうち上記凹部を含む部分をスライド型の成形面によって成形するとともに、以下の手順で型開きを行うことで、上述した不都合の発生を抑制できる。すなわち、固定型及びスライド型に対して可動型を退避させた後に、固定型に対してスライド型を退避させる。可動型を退避させる際には、スライド型の成形面の凸部が第1部品の凹部に係止されるので、可動型に第1部品が抱きつくことで可動型から第1部品を取り外すことができなくなることを抑制できる。
【0009】
ところで、振動溶着法によって第1部品と第2部品とを接合する際に、第1部品に対して治具が滑ると、治具によって第1部品を効率よく振動させることが難しい。その結果、接合面同士の間に発生する摩擦熱が少なくなることで第1部品と第2部品との接合強度が不足しやすい。こうした問題は、特に、第1部品の当接面が、湾曲面や傾斜面などを多く含む場合に顕著となる。
【0010】
この点、上記構成によれば、振動溶着法によって第1部品と第2部品とを接合する際に、第1部品の当接面に治具を当接させることで第1部品が治具により拘束される。ここで、当接面には一般部よりも上記対向方向に突出する突出部が設けられているので、治具を突出部に係合させるようにすることで、治具を振動させる際に、第1部品に対して治具が滑ることを抑制できる。これにより、第1部品を効率良く振動させることができるので、接合面同士の間に、より多くの摩擦熱を発生させることができる。したがって、第1部品と第2部品との接合強度を高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
10日前
津田駒工業株式会社
連続成形機
9か月前
シーメット株式会社
光造形装置
3日前
個人
射出ミキシングノズル
2か月前
株式会社日本製鋼所
押出機
2か月前
グンゼ株式会社
ピン
17日前
株式会社FTS
成形装置
3日前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社リコー
シート剥離装置
4か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
2か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
3か月前
株式会社リコー
画像形成システム
23日前
大塚テクノ株式会社
樹脂製の構造体
9か月前
株式会社リコー
シート処理システム
4か月前
トヨタ自動車株式会社
真空成形方法
7か月前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
真空成形装置
7か月前
日東工業株式会社
インサート成形機
25日前
株式会社ニフコ
樹脂製品の製造方法
2か月前
KTX株式会社
シェル型の作製方法
6か月前
株式会社城北精工所
押出成形用ダイ
9か月前
トヨタ自動車株式会社
3Dプリンタ
24日前
株式会社リコー
シート処理システム
4か月前
株式会社日本製鋼所
射出成形機
23日前
ヒロホー株式会社
搬送容器の製造方法
6か月前
東レ株式会社
二軸配向ポリエステルフィルム
6か月前
株式会社日本製鋼所
射出成形機
1か月前
NISSHA株式会社
加飾成形品の製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































