TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176111
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094370
出願日
2023-06-07
発明の名称
レーザ溶接継手の製造方法及びレーザ溶接継手
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
26/322 20140101AFI20241212BHJP(工作機械;他に分類されない金属加工)
要約
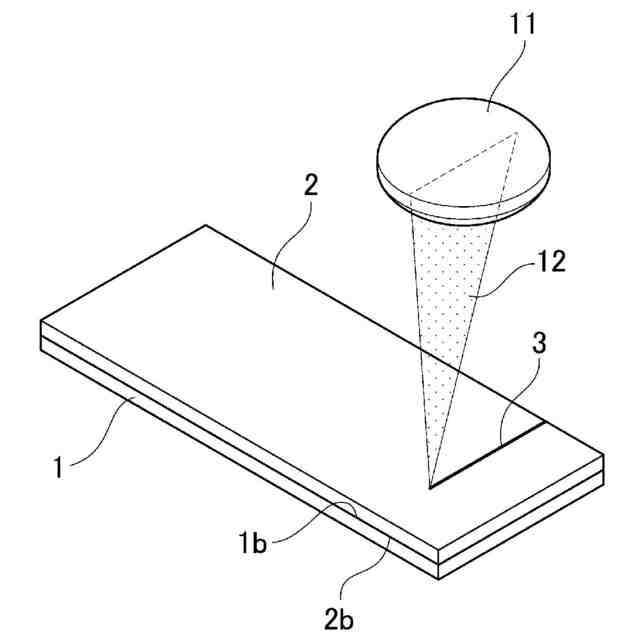
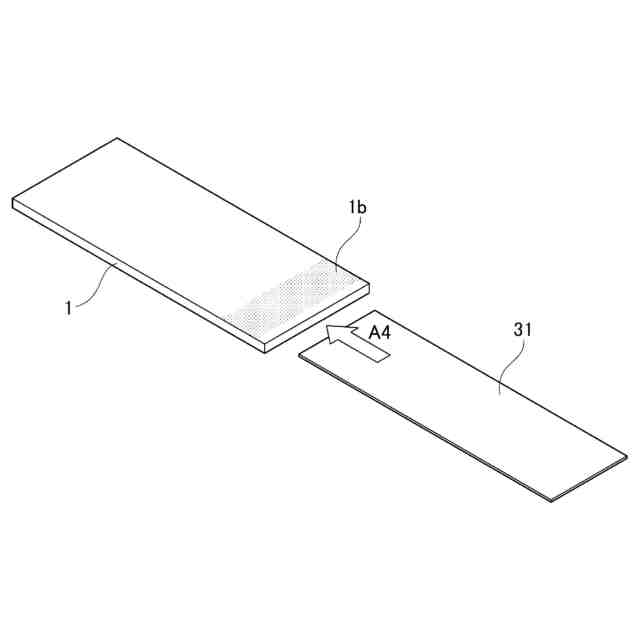
【課題】鋼板表面のめっき層を除去する際の鋼板の変形を抑制することができ、これにより、溶接時のブローホールの発生を防止することができる、レーザ溶接継手の製造方法を提供する。
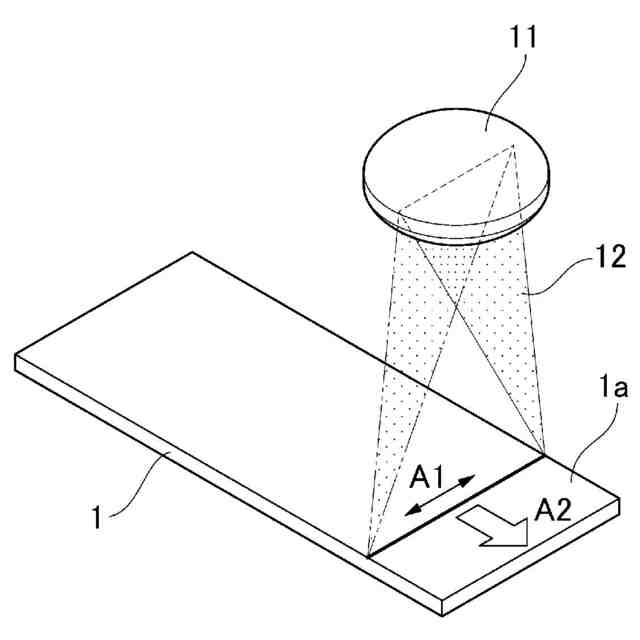
【解決手段】レーザ溶接継手の製造方法は、第1鋼板1における第1領域1a及び第2鋼板2における第2領域のめっき層に対してレーザ光12を照射し、めっき層を除去する除去工程を有する。この除去工程において、めっき層が除去される除去領域における短手方向の長さを幅W
A
(mm)とし、除去領域における板厚をt(mm)とする場合に、幅W
A
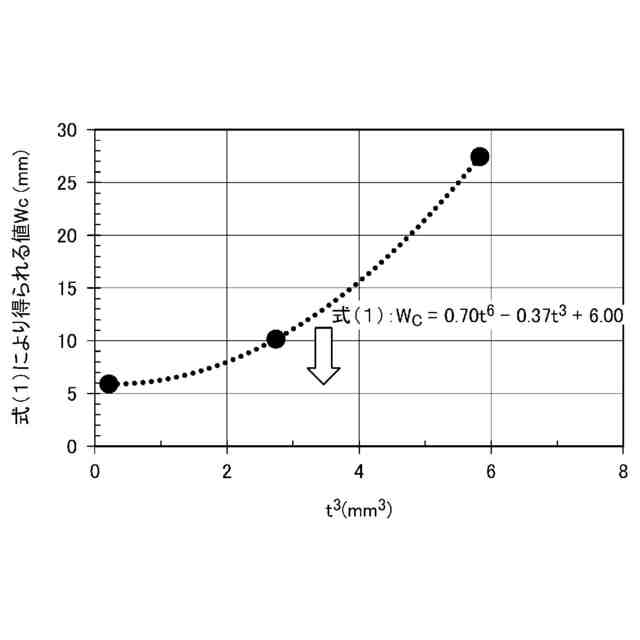
が、下記式(1)により算出される値W
C
以下となるようにレーザ光12を照射する。その後、第1領域1aと第2領域とを対向させて配置し、接合工程において、除去領域よりも内側の範囲に対して溶接金属が形成されるようにレーザ溶接を実施する。式(1):W
C
=0.70t
6
-0.37t
3
+6.00
【選択図】図1A
特許請求の範囲
【請求項1】
第1鋼板の第1領域と第2鋼板の第2領域とを対向させて、重ねて配置する配置工程と、前記第1鋼板と前記第2鋼板とをレーザ溶接により接合する接合工程と、を有するレーザ溶接継手の製造方法であって、
前記第1鋼板及び前記第2鋼板のうち、少なくとも一方は亜鉛系めっき層を有し、
前記配置工程より前に、前記第1領域及び前記第2領域における亜鉛系めっき層に対してレーザ光を照射し、前記第1領域及び前記第2領域における亜鉛系めっき層を除去する除去工程を有し、
前記除去工程において、前記亜鉛系めっき層が除去される除去領域における短手方向の長さを幅W
A
(mm)とし、前記除去領域における板厚をt(mm)とする場合に、前記幅W
A
が、下記式(1)により算出される値W
C
以下となるように前記レーザ光を照射し、
前記接合工程において、前記除去領域よりも内側の範囲に対して溶接金属が形成されるようにレーザ溶接を実施することを特徴とする、レーザ溶接継手の製造方法。
式(1):W
C
=0.70t
6
-0.37t
3
+6.00
続きを表示(約 740 文字)
【請求項2】
前記除去工程において、マルチモードレーザを用いて前記レーザ光を照射することを特徴とする、請求項1に記載のレーザ溶接継手の製造方法。
【請求項3】
前記除去工程において、前記レーザ光を連続発振することを特徴とする、請求項1に記載のレーザ溶接継手の製造方法。
【請求項4】
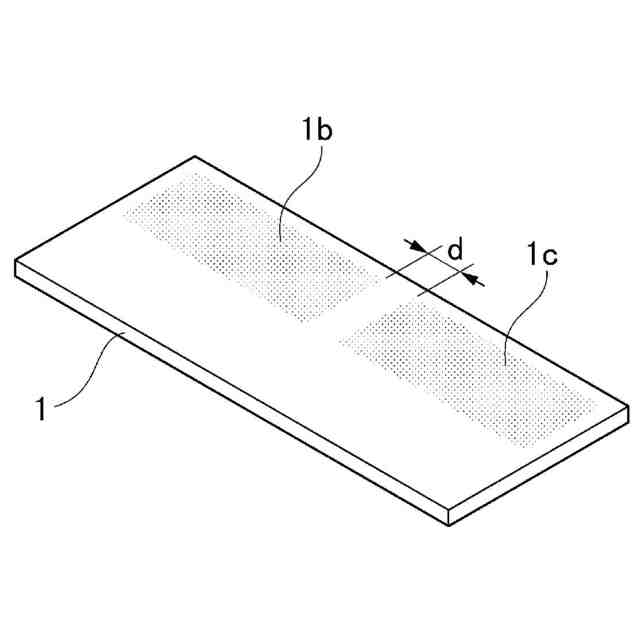
前記除去工程において、複数の前記除去領域を形成し、隣り合う除去領域間の距離は5mm以上であることを特徴とする、請求項1に記載のレーザ溶接継手の製造方法。
【請求項5】
前記除去工程において、ウォブリング又はウィービング走査しつつレーザ光を照射することを特徴とする、請求項1に記載のレーザ溶接継手の製造方法。
【請求項6】
請求項1~5のいずれか1項に記載の製造方法により製造されたレーザ溶接継手であって、
前記第1鋼板における前記亜鉛系めっき層を有しない前記第1領域と、前記第2鋼板における前記亜鉛系めっき層を有しない前記第2領域とが対向するように、前記第1鋼板と前記第2鋼板とが重ねられて配置されており、
前記溶接金属は、前記第1領域と前記第2領域とが重ねられた領域内に形成されており、
前記亜鉛系めっき層が除去された除去領域における短手方向の長さを幅W
A
(mm)とし、前記除去領域における板厚をt(mm)とする場合に、前記幅W
A
が、下記式(1)により算出される値W
C
以下であることを特徴とする、レーザ溶接継手。
式(1):W
C
=0.70t
6
-0.37t
3
+6.00
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ溶接継手の製造方法及びレーザ溶接継手に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
亜鉛系めっき鋼板は、自動車部材等に広く使用されている。この亜鉛系めっき鋼板の接合方法としては、例えば、レーザ溶接による重ね溶接が挙げられる。亜鉛系めっき鋼板をレーザ溶接により接合する際に、亜鉛系めっき層が存在する領域でレーザ溶接を実施すると、亜鉛が蒸気化して、溶接金属にブローホールが発生する。
【0003】
ブローホールの発生を低減する方法として、鋼板間に隙間(以下、板隙という。)を設けることが有効であるが、レーザ溶接は溶融部が小さいため、板隙が大きいと溶接が不安定となりやすい。また、生産現場でこの板隙を管理するためには、高度な技術や高精度な冶具を要する。そこで、レーザ光を利用して、事前に鋼板のめっき層を除去した後に、溶接する技術が実用化されている。
【0004】
例えば、特許文献1には、レーザ光を使用して、部材加工後の残留物を除去する方法が記載されている。また、特許文献2には、レーザ光を導線の溶接対象領域表面に照射して、溶接対象領域表面の被覆を除去する制御を行うレーザ溶接装置が提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2003-275889号公報
特開2010-253492号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、レーザ光を照射することにより、亜鉛系めっき鋼板のめっき層を除去しようとすると、レーザ光の照射によって鋼板が変形することがある。また、鋼板の変形を抑制しつつ、レーザ光によりめっき層を除去するためには、専用のレーザ加工機(フェムト~ナノ秒パルス発振が可能なシングルモードレーザ)が必要であり、高価な装置導入が必要となる。
【0007】
本発明は、かかる問題点に鑑みてなされたものであって、特定のレーザ加工機を使用することなく鋼板表面のめっき層を除去する際の鋼板の変形を抑制することができ、これにより、板隙を設けることなく溶接時のブローホールの発生を防止することができる、レーザ溶接継手の製造方法、及びこの製造方法により製造されるレーザ溶接継手を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の上記目的は、レーザ溶接継手の製造方法に係る下記[1]の構成により達成される。
【0009】
[1] 第1鋼板の第1領域と第2鋼板の第2領域とを対向させて、重ねて配置する配置工程と、前記第1鋼板と前記第2鋼板とをレーザ溶接により接合する接合工程と、を有するレーザ溶接継手の製造方法であって、
前記第1鋼板及び前記第2鋼板のうち、少なくとも一方は亜鉛系めっき層を有し、
前記配置工程より前に、前記第1領域及び前記第2領域における亜鉛系めっき層に対してレーザ光を照射し、前記第1領域及び前記第2領域における亜鉛系めっき層を除去する除去工程を有し、
前記除去工程において、前記亜鉛系めっき層が除去される除去領域における短手方向の長さを幅W
A
(mm)とし、前記除去領域における板厚をt(mm)とする場合に、前記幅W
A
が、下記式(1)により算出される値W
C
以下となるように前記レーザ光を照射し、
前記接合工程において、前記除去領域よりも内側の範囲に対して溶接金属が形成されるようにレーザ溶接を実施することを特徴とする、レーザ溶接継手の製造方法。
式(1):W
C
=0.70t
6
-0.37t
3
+6.00
【0010】
また、レーザ溶接継手の製造方法に係る本発明の好ましい実施形態は、以下の[2]~[5]に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社ダイヘン
インチング制御方法
2か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
トヨタ自動車株式会社
積層コア
2日前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
1日前
株式会社不二越
歯車加工機
29日前
株式会社ダイヘン
アークスタート制御方法
2か月前
株式会社FUJI
自動化用パレット
17日前
株式会社浪速試錐工業所
防風カバー
1か月前
トヨタ自動車株式会社
位相測定方法
1日前
サムテック株式会社
加工物製造方法
1日前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
株式会社メタルクリエイト
切削装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
住友重機械工業株式会社
レーザ装置
1か月前
工機ホールディングス株式会社
作業機
29日前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
29日前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社不二越
工具の製造方法
2日前
オークマ株式会社
切削液循環装置
2か月前
オークマ株式会社
切削液循環装置
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
3日前
株式会社ダイヘン
熱加工システム
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ