TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175747
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023093714
出願日
2023-06-07
発明の名称
成形部品付きフレキシブルプリント配線板及びその製造方法
出願人
メクテック株式会社
代理人
弁理士法人秀和特許事務所
主分類
B29C
45/14 20060101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形部品を成形後の後工程の負荷を抑制可能な成形部品付きフレキシブルプリント配線板及びその製造方法を提供する。
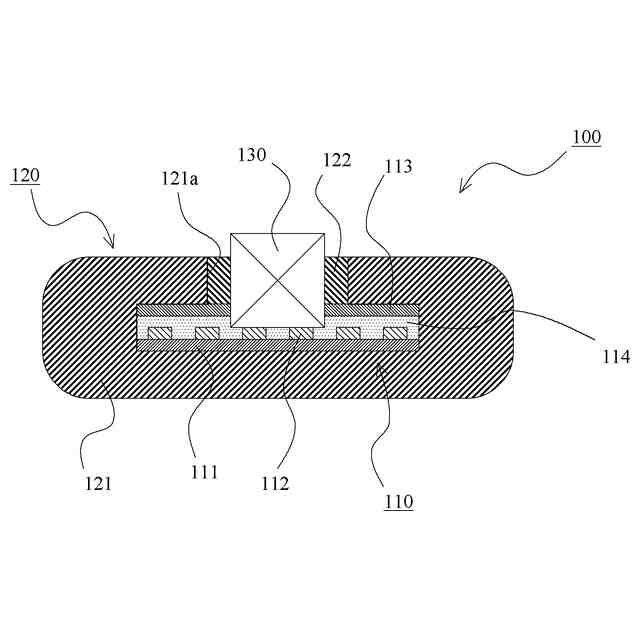
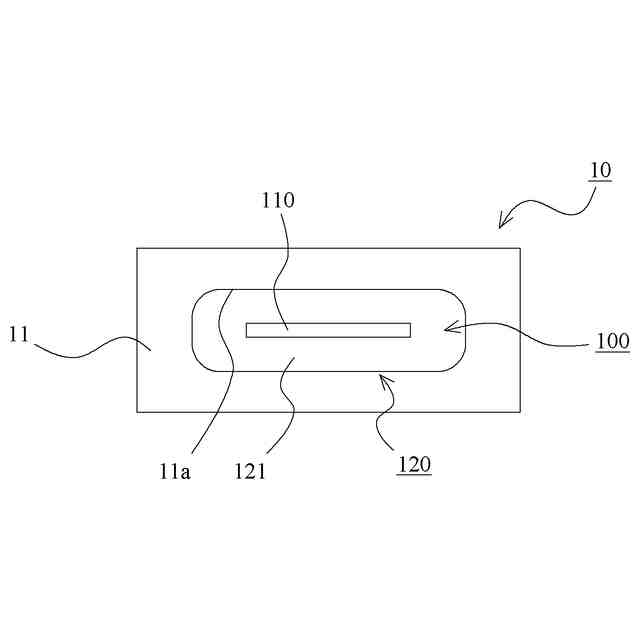
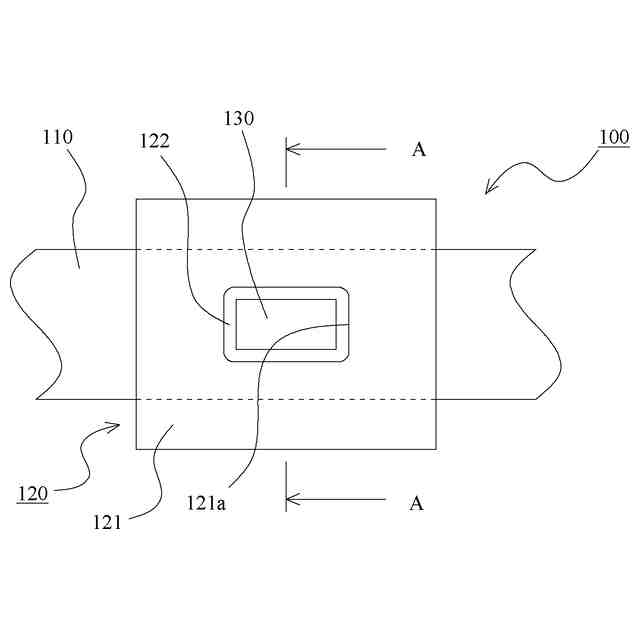
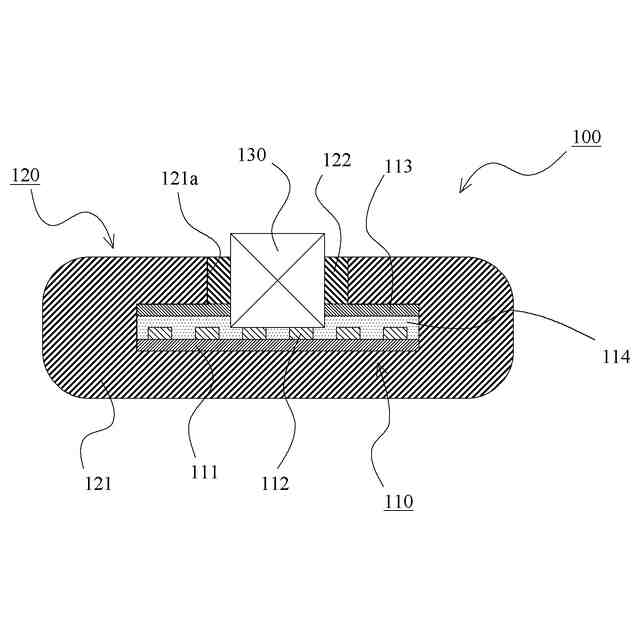
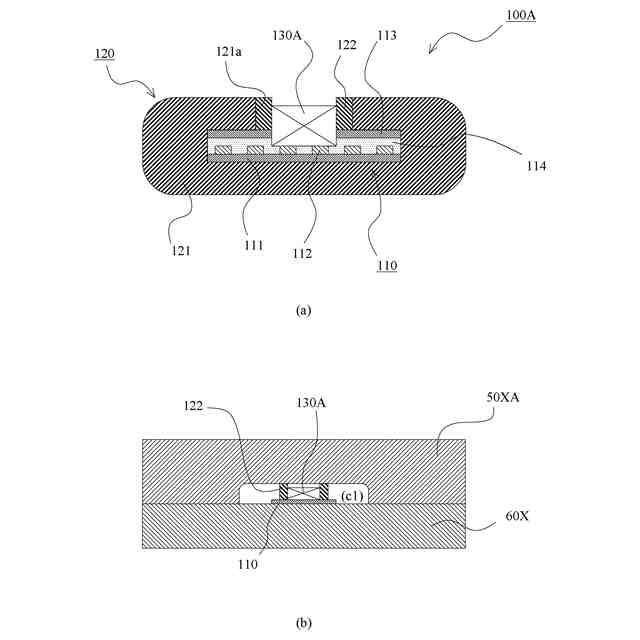
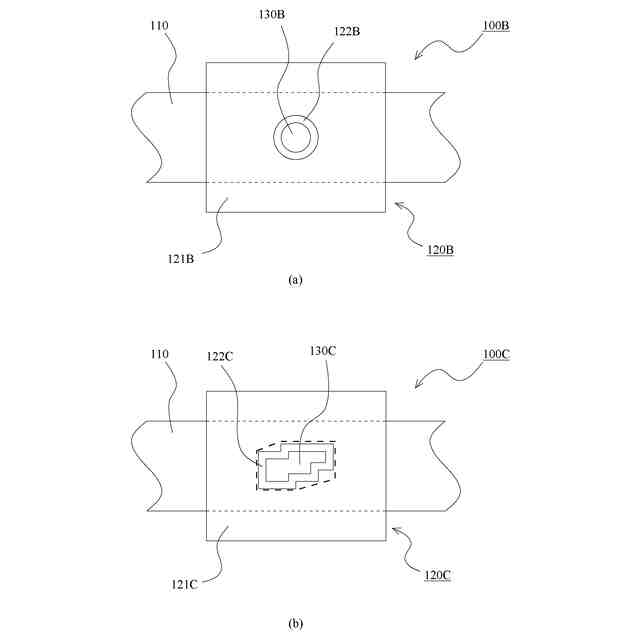
【解決手段】FPC110と、FPC110に実装される実装部品130と、FPC110に設けられる成形部品120と、を備える成形部品付きFPC100であって、成形部品120は、FPC110に一体成形され、かつ実装部品130の側壁面を囲む開口部121aを有する成形部品本体部121と、実装部品130の側壁面の全周に亘って接し、かつ、開口部121aの内周面の全周に亘って接した状態となるように、実装部品130に取り付けられるガスケット部122と、を備えることを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
フレキシブルプリント配線板と、
前記フレキシブルプリント配線板に実装される実装部品と、
前記フレキシブルプリント配線板に設けられる成形部品と、
を備える成形部品付きフレキシブルプリント配線板であって、
前記成形部品は、
前記フレキシブルプリント配線板に一体成形され、かつ前記実装部品の側壁面を囲む開口部を有する成形部品本体部と、
前記実装部品の側壁面の全周に亘って接し、かつ、前記開口部の内周面の全周に亘って接した状態となるように、前記実装部品に取り付けられるガスケット部と、
を備えることを特徴とする成形部品付きフレキシブルプリント配線板。
続きを表示(約 670 文字)
【請求項2】
前記ガスケット部は、前記一体成形の際に前記成形部品本体部の材料が前記実装部品に向かって流れることを抑制するために、予め前記実装部品に取り付けられていることを特徴とする請求項1に記載の成形部品付きフレキシブルプリント配線板。
【請求項3】
前記成形部品本体部と前記ガスケット部は同一の材料により構成されることを特徴とする請求項1または2に記載の成形部品付きフレキシブルプリント配線板。
【請求項4】
フレキシブルプリント配線板に実装される実装部品にガスケット部を取り付ける第1工程と、
前記ガスケット部と金型の内壁面との間で前記実装部品を密閉する密閉空間を形成する前記金型に対して、前記フレキシブルプリント配線板を配置する第2工程と、
前記金型のキャビティに材料を充填することで、前記フレキシブルプリント配線板に対して成形部品本体部を一体成形する第3工程と、
を有することを特徴とする成形部品付きフレキシブルプリント配線板の製造方法。
【請求項5】
前記ガスケット部は、架橋反応が完了する前の状態で前記実装部品に取り付けられ、かつ第3工程の開始の際も架橋反応が完了していないことを特徴とする請求項4に記載の成形部品付きフレキシブルプリント配線板の製造方法。
【請求項6】
前記成形部品本体部と前記ガスケット部は同一の材料により構成されることを特徴とする請求項4または5に記載の成形部品付きフレキシブルプリント配線板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形部品付きフレキシブルプリント配線板及びその製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
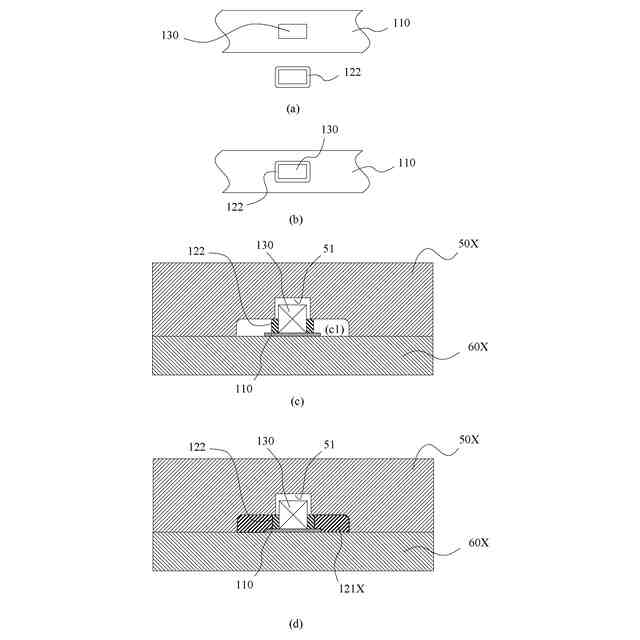
従来、フレキシブルプリント配線板(以下、「FPC」と称する)に対して、ガスケットなどの成形部品が一体成形される技術が知られている。そして、製品の仕様によっては、FPCに実装される実装部品が成形部品の設けられる位置に配される場合がある。このような従来技術に係る成形部品付きフレキシブルプリント配線板の製造方法について、図10を参照して説明する。図10は従来技術に係る成形部品付きフレキシブルプリント配線板の製造方法の説明図である。この図においては一体成形(インサート成形)時の様子を模式的断面図にて示している。
【0003】
図10(a)に示すように、実装部品530が実装されたFPC510が上型50Xと下型60Xを備える金型内に配される。成形時に実装部品530に大きな負荷が作用しないように、上型50Xと実装部品530との間には隙間を設ける必要がある。そのため、この図示の例では、上型50Xの内壁面に凹部51が設けられている。金型の型締めが完了した後に、金型のキャビティc1に、成形材料(ゴムなどのエラストマー材料)が充填されて、FPC510に対して成形部品520が一体成形される(図10(b)参照)。
【0004】
上記の通り、上型50Xと実装部品530との間には隙間が設けられているため、成形材料の一部はキャビティc1から漏れ出してしまう。図中、520Xは漏れ出た部分を示している。従って、従来、型開き後に一体成形品を取り出した後に、漏れ出した部分520Xを除去する作業が行われている。そのため、作業工程数が多く、コストが増大する原因にもなっている。
【先行技術文献】
【特許文献】
【0005】
特許第5354281号公報
特許第4797713号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、成形部品を成形後の後工程の負荷を抑制可能な成形部品付きフレキシブルプリント配線板及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するために以下の手段を採用した。
【0008】
本発明の成形部品付きフレキシブルプリント配線板は、
フレキシブルプリント配線板と、
前記フレキシブルプリント配線板に実装される実装部品と、
前記フレキシブルプリント配線板に設けられる成形部品と、
を備える成形部品付きフレキシブルプリント配線板であって、
前記成形部品は、
前記フレキシブルプリント配線板に一体成形され、かつ前記実装部品の側壁面を囲む開口部を有する成形部品本体部と、
前記実装部品の側壁面の全周に亘って接し、かつ、前記開口部の内周面の全周に亘って
接した状態となるように、前記実装部品に取り付けられるガスケット部と、
を備えることを特徴とする。
【0009】
本発明によれば、ガスケット部が設けられることで、成形部品本体部の材料が実装部品に付着することを抑制することができる。
【0010】
前記ガスケット部は、前記一体成形の際に前記成形部品本体部の材料が前記実装部品に向かって流れることを抑制するために、予め前記実装部品に取り付けられているとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
24日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
金型の製造方法
11か月前
東レ株式会社
シート成形口金
11か月前
東レ株式会社
プリプレグテープ
3か月前
津田駒工業株式会社
連続成形機
9か月前
CKD株式会社
型用台車
3日前
株式会社日本製鋼所
押出機
2か月前
個人
射出ミキシングノズル
2か月前
グンゼ株式会社
ピン
10日前
輝創株式会社
接合方法
11か月前
東レ株式会社
一体化成形品の製造方法
4か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
延伸フィルムの製造方法
11か月前
株式会社リコー
シート剥離装置
4か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
3か月前
グンゼ株式会社
印刷層の除去方法
11か月前
株式会社日本製鋼所
押出成形装置
3か月前
六浦工業株式会社
接着装置
11か月前
株式会社リコー
画像形成システム
16日前
KTX株式会社
シェル型の作製方法
5か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
トヨタ自動車株式会社
真空成形方法
7か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社リコー
シート処理システム
4か月前
個人
超高速射出点描画による熱溶解積層法
11か月前
日東工業株式会社
インサート成形機
18日前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
3Dプリンタ
17日前
株式会社城北精工所
押出成形用ダイ
9か月前
株式会社リコー
シート処理システム
4か月前
NISSHA株式会社
加飾成形品の製造方法
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































