TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174092
公報種別
公開特許公報(A)
公開日
2024-12-13
出願番号
2024169829,2020084006
出願日
2024-09-30,2020-05-12
発明の名称
成形品の製造方法、及び医療用組立体の製造方法
出願人
泉工医科工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/44 20060101AFI20241206BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】凸部の外周面に形成される溝がアンダーカットとなることを抑制する。
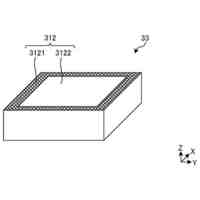
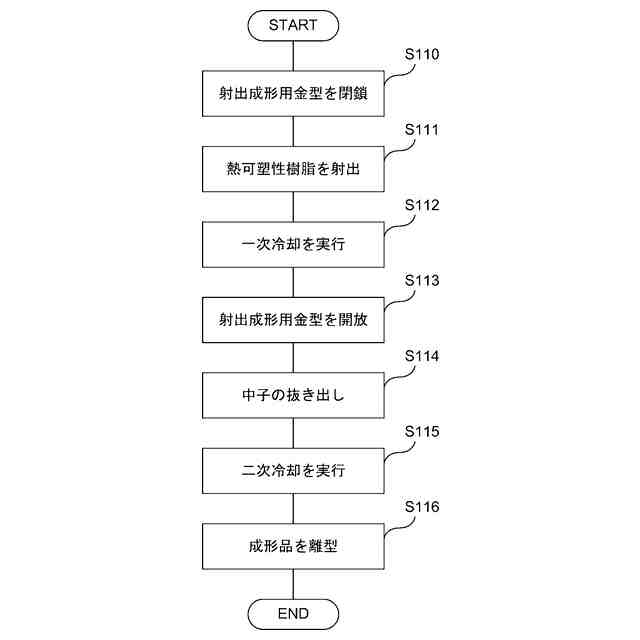
【解決手段】凸部32と、凸部の外周面に形成される30μm以上かつ70μm以下の深さを有する溝34とを備える成形品30の製造方法であって、固定側金型361と可動側金型362との間に成形キャビティ363が画定されるように、可動側金型を固定側金型に向かって移動し、成形キャビティに溶融された熱可塑性樹脂を射出し、熱可塑性樹脂が固化するように一次冷却を行い、固定側金型から離れるように可動側金型を移動し、凸部を冷却する二次冷却を行い、成形品を可動側金型から離型する。
【選択図】図10
特許請求の範囲
【請求項1】
凸部と、前記凸部の外周面に形成される30μm以上かつ70μm以下の深さを有する溝とを備える成形品の製造方法であって、
固定側金型と可動側金型との間に成形キャビティが画定されるように、前記可動側金型を前記固定側金型に向かって移動し、
前記成形キャビティに溶融された熱可塑性樹脂を射出し、
前記熱可塑性樹脂が固化するように一次冷却を行い、
前記固定側金型から離れるように前記可動側金型を移動し、
前記凸部を冷却する二次冷却を行い、
前記成形品を前記可動側金型から離型する、成形品の製造方法。
続きを表示(約 590 文字)
【請求項2】
前記二次冷却の前に、前記成形品の前記凸部の中から中子を抜き出し、
前記中子が抜き出された状態で前記二次冷却を行う、請求項1に記載の成形品の製造方法。
【請求項3】
前記成形品を前記可動側金型から離型する際に、前記成形品を保持するストリッパーを前記可動側金型から離れるように移動する、請求項1又は2に記載の成形品の製造方法。
【請求項4】
前記二次冷却の冷却時間は前記一次冷却よりも短い、請求項1から3のいずれか一項に記載の成形品の製造方法。
【請求項5】
前記成形品は、前記凸部と外周縁部との間に隆起部分を有しており、
前記隆起部分の高さは、前記二次冷却によって前記成形品が収縮した場合であっても、前記可動側金型から離型できる程度の高さに設定されている、請求項1から4のいずれか一項に記載の成形品の製造方法。
【請求項6】
請求項1から5のいずれか一項に記載の製造方法によって成形品を製造し、
前記成形品と嵌め合わされる部材を準備し、
前記部材の第1嵌合部分を加熱して膨張させ、
前記第1嵌合部分と、前記成形品の第2嵌合部分とを嵌め合わせ、
前記第1嵌合部分を冷却し、
前記第1嵌合部分と前記第2嵌合部分とを溶着させる、医療用組立体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溝を有する成形品の製造方法、及び医療用組立体の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
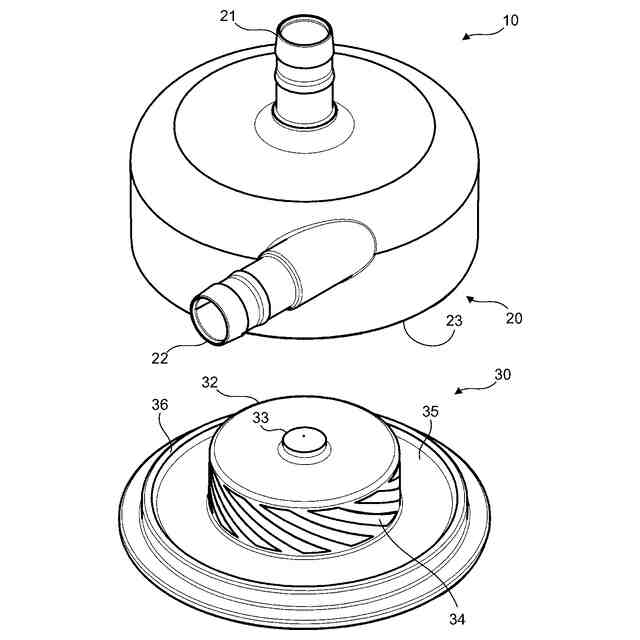
特許文献1には、ポンプハウジングと、ポンプハウジングの内部に設けられるインペラとを備えている血液ポンプが開示されている。ポンプハウジングは、可視光の波長域に対して透過性を有する樹脂を素材として形成された成形品である。また、インペラは、回転可能な状態でポンプハウジング内に配置されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-213605号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
医療用組立体の一例である血液ポンプを製造する場合、血液ポンプのポンプハウジングを複数の部材を組み立てて製造する方法が考えられる。さらに、この場合には、各部材を射出成形によって形成することが考えられる。そして、溝、例えば動圧軸受を実現する動圧溝を有する部材を形成する場合、金型から成型品を離型しようとすると、動圧溝がアンダーカットになってしまうことがある。
【課題を解決するための手段】
【0005】
本発明の一態様に係る成形品の製造方法は、凸部と、前記凸部の外周面に形成される30μm以上かつ70μm以下の深さを有する溝とを備える成形品の製造方法であって、固定側金型と可動側金型との間に成形キャビティが画定されるように、前記可動側金型を前記固定側金型に向かって移動し、前記成形キャビティに溶融された熱可塑性樹脂を射出し、前記熱可塑性樹脂が固化するように一次冷却を行い、前記固定側金型から離れるように前記可動側金型を移動し、前記凸部を冷却する二次冷却を行い、前記成形品を前記可動側金型から離型する。
【0006】
また、本発明の一態様に係る医療用組立体の製造方法は、上記製造方法によって成形品を製造し、前記成形品と嵌め合わされる部材を準備し、前記部材の第1嵌合部分を加熱して膨張させ、前記第1嵌合部分と、前記成形品の第2嵌合部分とを嵌め合わせ、前記第1嵌合部分を冷却し、前記第1嵌合部分と前記第2嵌合部分とを溶着させる。
【0007】
これにより、凸部の外周面に形成される溝がアンダーカットとなることを抑制できる。
【図面の簡単な説明】
【0008】
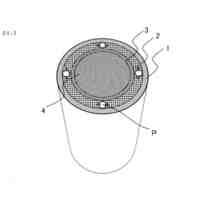
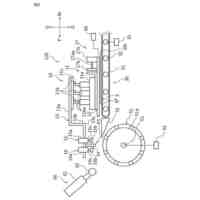
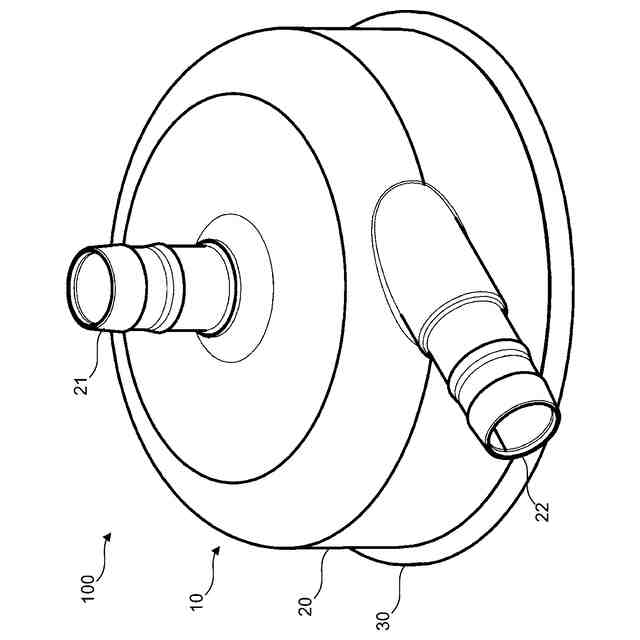
血液ポンプの概略斜視図。
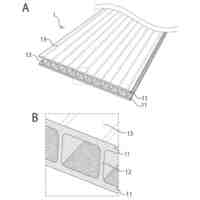
ポンプハウジングの概略分解斜視図。
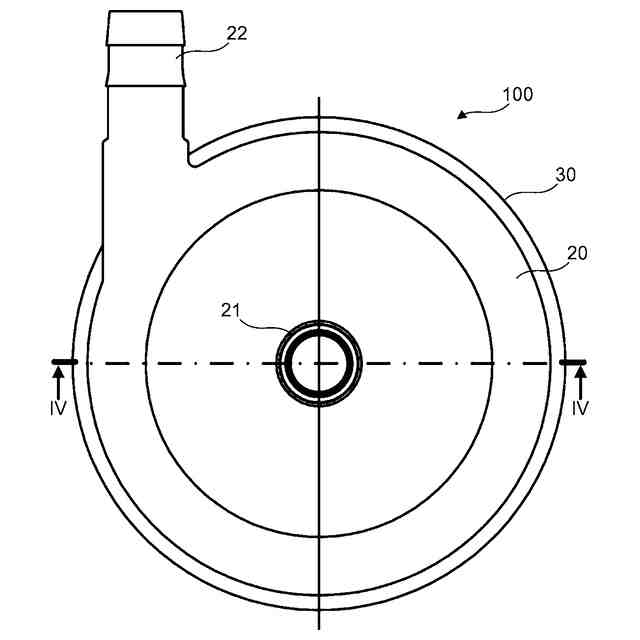
血液ポンプの概略平面図。
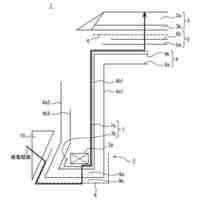
第1実施形態に係る血液ポンプの概略断面図。
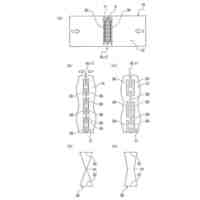
インペラの概略断面図。
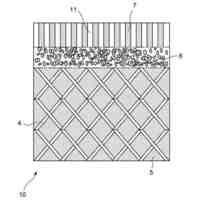
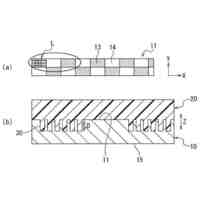
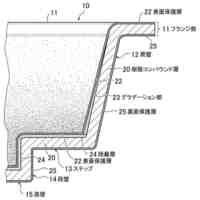
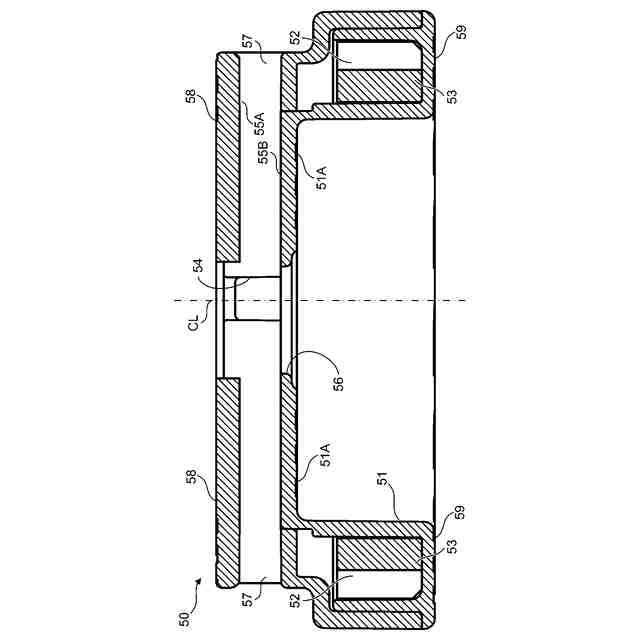
成型品の概略断面図。
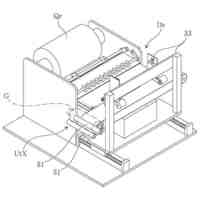
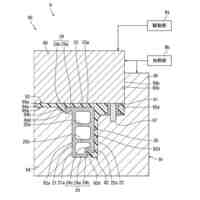
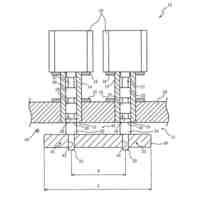
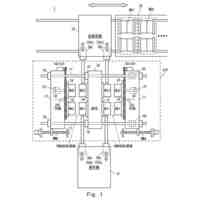
閉じた状態の射出成形用金型の説明図。
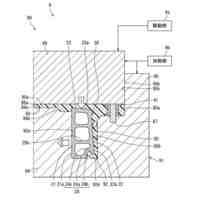
二次冷却の説明図。
離型の説明図。
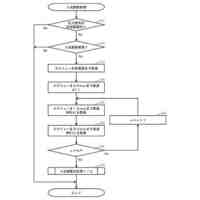
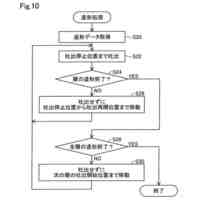
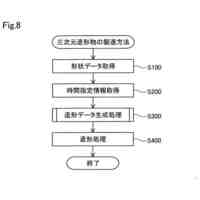
成形工程を示すフローチャート。
第2実施形態に係る血液ポンプの概略断面図。
【発明を実施するための形態】
【0009】
以下、本発明を実施するための例示的な実施形態を、図面を参照して詳細に説明する。ただし、以下の実施形態において説明する寸法、材料、形状及び構成要素の相対的な位置は任意に設定でき、本発明が適用される装置の構成又は様々な条件に応じて変更できる。また、特別な記載がない限り、本発明の範囲は、以下に具体的に記載された実施形態に限定されない。なお、本明細書においては、入口ポート側を上方向とした場合に、その反対側が下方向に対応する。
【0010】
[第1実施形態]
図1に示す医療用組立体の一例である血液ポンプ100は、体外循環回路に使用される単回使用の遠心ポンプであり、不図示の駆動ユニットによって駆動される。なお、医療用組立体は、複数の部材を組み立てて構成される物品である。医療用組立体の他の例としては、人工肺、熱交換器、動脈フィルタ、及び貯血槽のリザーバ等がある。以下では、医療用組立体として、血液ポンプ100を例に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
混練機
12日前
東レ株式会社
ペレット製造時の制御システム
4日前
株式会社コスメック
磁気クランプ装置
4日前
タカハタプレシジョン株式会社
監視装置
20日前
日榮新化株式会社
剥離シートのリサイクル方法
12日前
東レ株式会社
ゴルフクラブシャフトの製造方法
19日前
三光合成株式会社
金型及び金型の製造方法
8日前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
4日前
日産自動車株式会社
接合構造体
19日前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
4日前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
4日前
株式会社カワタ
材料供給装置および材料供給方法
4日前
旭化成株式会社
板状成形品の製造方法
8日前
株式会社リコー
プラスチック部品及び再資源化選別方法
20日前
東洋機械金属株式会社
成形機
19日前
宇部エクシモ株式会社
中空構造板及びその製造方法
4日前
宇部エクシモ株式会社
中空構造板及びその製造方法
4日前
オークテック株式会社
貼付装置
4日前
株式会社ブリヂストン
タイヤの製造方法
11日前
冨士電線株式会社
ドラム交換装置
20日前
TOWA株式会社
供給ジグ及び樹脂成形品の製造方法
18日前
住友ゴム工業株式会社
ローカバー成形装置
11日前
日産自動車株式会社
接合構造体およびその製造方法
11日前
株式会社神戸製鋼所
金属樹脂複合体及びその製造方法
18日前
株式会社神戸製鋼所
金属樹脂複合体及びその製造方法
20日前
江蘇乾錦塑業科技有限公司
CPVC電線管製造用のフレア加工装置
12日前
DIC株式会社
熱可塑性樹脂組成物の製造方法
8日前
オリヱント化学工業株式会社
レーザー溶着体
18日前
江蘇乾錦塑業科技有限公司
CPVC電線管の内外壁水除去・冷却装置
4日前
株式会社東洋クオリティワン
成形型および発泡体
4日前
市光工業株式会社
インサート成形品、及びその製造方法
19日前
トクラス株式会社
凹状成形品及びその製造方法
19日前
I-PEX株式会社
樹脂封止金型および被成形品
19日前
セイコーエプソン株式会社
三次元造形物の製造方法
19日前
セイコーエプソン株式会社
三次元造形物の製造方法
19日前
株式会社日本製鋼所
射出成形機、射出成形システム及び射出成型品の製造方法
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ