TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023813
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2024098295
出願日
2024-06-18
発明の名称
板状成形品の製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/78 20060101AFI20250207BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、一方の主面に微細な凸形状を有し、該主面の投影面積が大きい板状成形品であっても、成形品の黄変、外観不良及び反りを低減することができる板状成形品の製造方法を提供することを目的とする。
【解決手段】ガラス転移温度Tgが115~160℃であり、溶融粘度が270℃、1000sec
-1
で20~235Pa・secであるメタクリル系樹脂組成物を含み、接着界面を有さず、単一の樹脂組成物で構成されており、一方の主面(第1の主面)は複数の微細な凸形状を有し、他方の主面(第2の主面)は平面であり、凸形状は、高さaが0.5~600μm、高さaに対するピッチbの比率b/aが0.1~2.0であり、第1の主面の投影面積が225cm
2
以上である板状成形品の製造方法であり、第1の主面側の第1の金型と、第2の主面側の第2の金型とを用いて射出成形することを含み、第1の金型の最高温度Tmaxを(Tg+40)℃~(Tg+70)℃とし、第2の金型の温度を(Tmax-90)℃~(Tmax-65)℃とすることを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
板状成形品の製造方法であり、
前記板状成形品は、ガラス転移温度Tgが115~160℃であり、溶融粘度が270℃、1000sec
-1
で20~235Pa・secであるメタクリル系樹脂組成物を含み、接着界面を有さず、単一の樹脂組成物で構成されており、
前記板状成形品の一方の主面(第1の主面)は複数の微細な凸形状を有し、他方の主面(第2の主面)は平面であり、
前記凸形状の高さaが0.5~700μmであり、前記凸形状の高さaに対する前記凸形状のピッチbの比率b/aは0.1~2.0であり、
前記板状成形品は、前記第1の主面の投影面積が225cm
2
以上であり、
前記第1の主面を形成する側の第1の金型と、前記第2の主面を形成する側の第2の金型とを用いて射出成形することを含み、前記第1の金型の最高温度Tmaxを(Tg+40)℃~(Tg+70)℃とし、前記第2の金型の温度を(Tmax-90)℃~(Tmax-65)℃とする
ことを特徴とする、板状成形品の製造方法。
続きを表示(約 270 文字)
【請求項2】
前記メタクリル系樹脂組成物の引張り破断伸びが1.2%以上である、請求項1に記載の板状成形品の製造方法。
【請求項3】
前記第1の金型を加熱した後、冷却し、前記第1の金型の最低温度Tminを(Tg-75)℃~(Tg-45)℃とする、請求項1又は2に記載の板状成形品の製造方法。
【請求項4】
前記第1の金型を加熱した後、冷却する際に、前記第1の金型の表面温度の昇温速度を1~10℃/secとし、降温速度を0.5~10℃/secとする、請求項1又は2に記載の板状成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、一方の主面に微細な凸形状を有する板状成形品の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、微細な凹凸形状を有する射出成形品の成形では、成形品に接する金型キャビティの全表面を予め樹脂の軟化温度以上の設定値に加熱し、同設定値を射出工程中保つ様に制御し、冷却工程に切換わると前記加熱を完了して金型を冷却することを特徴とする射出成形方法が用いられている。このような射出成形法では、射出工程開始以前に金型キャビティ表面を樹脂の軟化温度以上の設定値に加熱することで、残留応力が低減し、変形、クラック、複屈折悪化等の成形不良を解決することが可能である(例えば、特許文献1~6)。
【先行技術文献】
【特許文献】
【0003】
特開平10-80940号公報
特開平10-80938号公報
特開平11-58476号公報
特開昭63-95919号公報
特開2010-264703号公報
特開2023-013970号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、金型の微細形状賦形面のみを加熱、冷却する機構を有する金型を使用すると、賦形面側とそれに対向する平面側とで温度差が生じるため、冷却過程において成形品に反りが生じる場合が多い。特に、成形品を光学用途として使用する場合には、成形品の形状や反りが光学特性に悪影響を及ぼすという問題点があった。
【0005】
上記特許文献6には、一方の主面に微細な凸形状を有する板状成形品を製造する際に、キャビティ表面近傍の伝熱ヒーター線でキャビティ表面を荷重たわみ温度以上に加熱し、その後水で冷却する方式の金型を使用し、微細な凸形状を形成する金型面とそれに対向する金型面の温度を制御して、成形品の外観不良と反りを同時に制御する方法について報告がある。しかしながら、上記特許文献6では、微細な凸形状を有する主面が縦90mm、横90mmサイズの成形品についてのみの検討しかなされていない。微細な凸形状を有する主面のサイズ(投影面積)が大きくなる場合は、流動末端付近で微細凸形状の転写不良や成形品の黄変が発生する場合があり、良好な外観の成形品が得られないことがあるという課題があった。特に、溶融粘度が高い樹脂を用いて微細な凸形状を有する主面の投影面積が大面積の成形品を成形する際に、微細凸形状の転写不良が顕著になる傾向にある。また、微細な凸形状を有する主面の投影面積が大きくなった場合には、上記特許文献6に記載の金型温度範囲で温度制御を行っても成形品の反りを十分に抑制できない場合があることが本発明者らの検討で明らかになっている。
【0006】
本発明は、上記問題点に鑑みてなされたものであり、一方の主面に微細な凸形状を有し、該主面の投影面積が大きい板状成形品であっても、成形品の黄変、外観不良及び反りを低減することができる板状成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、一方の主面に微細な凸形状を有し、該主面の投影面積が大きい板状成形品であっても外観不良や反りが生じないような射出成形による製造方法を検討した結果、射出成形時の金型の微細凸形状賦形面側とそれに対向する平面側の表面温度とを適切な温度範囲で制御することにより、上記課題を解決できることを見出し、本発明を完成させるに至った。
【0008】
すなわち、本発明は以下のとおりである。
[1]板状成形品の製造方法であり、前記板状成形品は、ガラス転移温度(Tg)が115~160℃であり、溶融粘度が270℃、1000sec
-1
で20~235Pa・secであるメタクリル系樹脂組成物を含み、接着界面を有さず、単一の樹脂組成物で構成されており、
前記板状成形品の一方の主面(第1の主面)は複数の微細な凸形状を有し、他方の主面(第2の主面)は平面であり、
前記凸形状の高さaが0.5~700μmであり、前記凸形状の高さaに対する前記凸形状のピッチbの比率b/aは0.1~2.0であり、
前記板状成形品は、前記第1の主面の投影面積が225cm
2
以上であり、
前記第1の主面を形成する側の第1の金型と、前記第2の主面を形成する側の第2の金型とを用いて射出成形することを含み、前記第1の金型の最高温度Tmaxを(Tg+40)℃~(Tg+70)℃とし、前記第2の金型の温度を(Tmax-90)℃~(Tmax-65)℃とする
ことを特徴とする、板状成形品の製造方法。
[2]前記メタクリル系樹脂組成物の引張り破断伸びが1.2%以上である、[1]に記載の板状成形品の製造方法。
[3]前記第1の金型を加熱した後、冷却し、前記第1の金型の最低温度Tminを(Tg-75)℃~(Tg-45)℃とする、[1]又は[2]に記載の板状成形品の製造方法。
[4]前記第1の金型を加熱した後、冷却する際に、前記第1の金型の表面温度の昇温速度を1~10℃/secとし、降温速度を0.5~10℃/secとする、[1]~[3]のいずれかに記載の板状成形品の製造方法。
【発明の効果】
【0009】
本発明によれば、成形品の黄変、外観不良及び反りが低減された、一方の主面に微細な凸形状を有する板状成形品を製造することができる。
【図面の簡単な説明】
【0010】
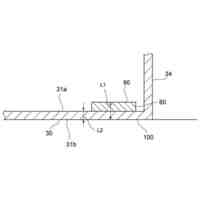
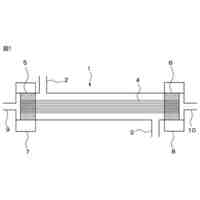
図1は、本実施形態の板状成形品の一例(実施例1~6に相当)を示す図である。(A)に凸形状を有する第1の主面を上面として上から観察した時の平面図(上面図)を示し、(B)に側面図を示す。
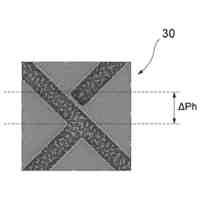
図2は、本実施形態の板状成形品の凸形状の一例(三角錐形)を示す一部断面図である。
図3は、図1とは異なる本実施形態の板状成形品の一例(実施例7に相当)を示す図である。(A)に凸形状を有する第1の主面を上面として上から観察した時の平面図(上面図)を示し、(B)に側面図を示し、(C)に斜め上から観察した時の凸形状の斜視図を示す。
図4は、図2とは異なる本実施形態の板状成形品の凸形状の一例(四角錐台形)を示す一部断面図である。
実施例及び比較例で得られた板状成形品を光方向変換素子として利用した時の光路を示す図である。
実施例及び比較例で得られた板状成形品を光方向変換素子として利用した時の特性を評価する際に用いた機器の配置図である。
図6で用いたUSAF Target7をX軸方向から見たときの平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭化成株式会社
RFタグ
1日前
旭化成株式会社
巻回体収容箱
1か月前
旭化成株式会社
ローラモールド
8日前
旭化成株式会社
塗料組成物及び塗膜
1日前
旭化成株式会社
塗料組成物、及び塗膜
1日前
旭化成株式会社
ポリアミド樹脂組成物
1か月前
旭化成株式会社
ポリアミド樹脂組成物
1か月前
旭化成株式会社
塗料組成物、及び塗膜
1日前
旭化成株式会社
細胞培養物の濾過方法
1日前
旭化成株式会社
繊維及び繊維の製造方法
26日前
旭化成株式会社
ポリアセタールの製造方法
1か月前
旭化成株式会社
車両用空調装置の機構部品
1か月前
旭化成株式会社
ポリアセタール樹脂組成物
8日前
旭化成株式会社
樹脂組成物及び樹脂硬化物
1か月前
旭化成株式会社
ポリアミド樹脂フィラメント
1日前
旭化成株式会社
増粘剤、及びキャストフィルム
1か月前
旭化成株式会社
グミキャンディ及びその製造方法
1か月前
旭化成株式会社
共役ジエン系重合体及びゴム組成物
1か月前
旭化成株式会社
高連通膜による細胞培養物のろ過方法
1日前
旭化成株式会社
植物ミルク含有飲料及びその製造方法
1か月前
旭化成株式会社
難燃性ポリアミド樹脂組成物及び成形体
1日前
旭化成株式会社
セルロース微細繊維を含むウェットケーク
1か月前
旭化成株式会社
メタクリル系樹脂組成物および樹脂成形体
1か月前
旭化成株式会社
ポリエーテルケトン樹脂及びその製造方法
16日前
旭化成株式会社
射出成形用メタクリル酸メチル共重合体組成物
1か月前
旭化成株式会社
ポリアセタール樹脂組成物、その成形品および物品
1か月前
旭化成株式会社
ポリウレア化合物及びポリウレア化合物の製造方法
1日前
旭化成株式会社
多色成形用メタクリル系樹脂組成物および多色成形体
1か月前
旭化成株式会社
推定装置、推定システム、推定方法、及びプログラム
1か月前
旭化成株式会社
樹脂組成物、樹脂フィルム、プリプレグ及び金属張積層板
2日前
旭化成株式会社
酸化第一銅粒子の製造方法、及び触媒担持電極の製造方法
23日前
旭化成株式会社
ポリアミド系樹脂発泡粒子及びポリアミド系樹脂発泡成形体
1か月前
旭化成株式会社
ポリアミドの製造方法及び再生ポリアミド組成物の製造方法
9日前
旭化成株式会社
プラズマ焼成装置及びプラズマ焼成方法並びに導電性パターンの形成方法
1か月前
旭化成株式会社
正浸透膜及びその製造方法
29日前
旭化成株式会社
熱可塑性樹脂組成物及びその製造方法、成形体、並びに射出成形体及びその製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ