TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040578
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147469
出願日
2023-09-12
発明の名称
プラズマ焼成装置及びプラズマ焼成方法並びに導電性パターンの形成方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H05H
1/30 20060101AFI20250317BHJP(他に分類されない電気技術)
要約
【課題】可撓性基材にプラズマで還元焼結処理を行う際に、可撓性基材の温度ムラを低減させることができるプラズマ焼成装置を提供する。
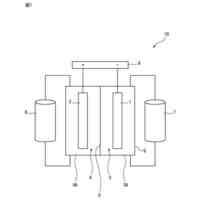
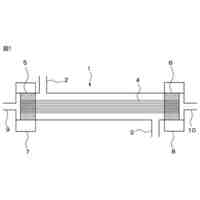
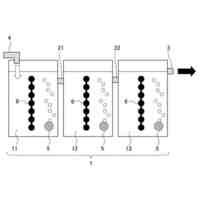
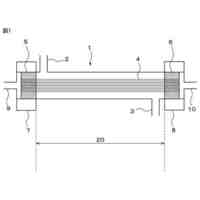
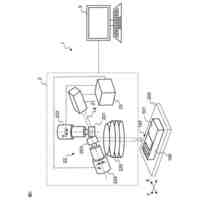
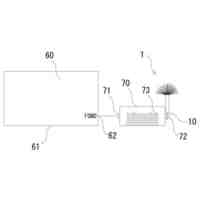
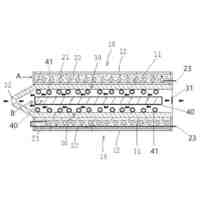
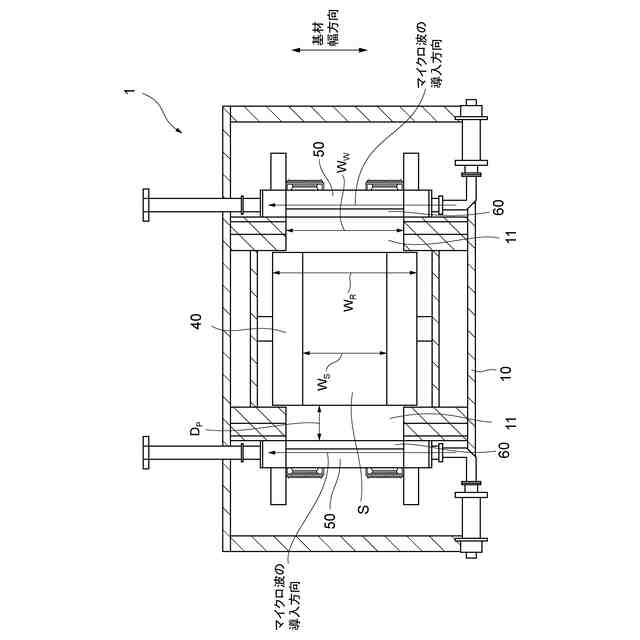
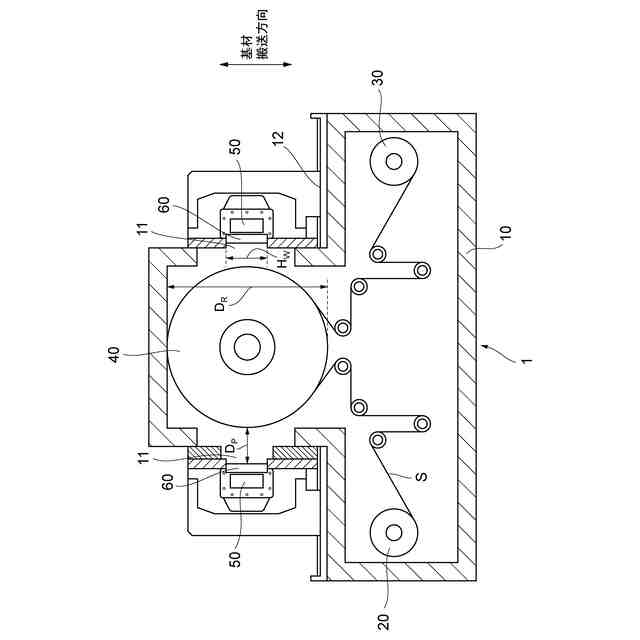
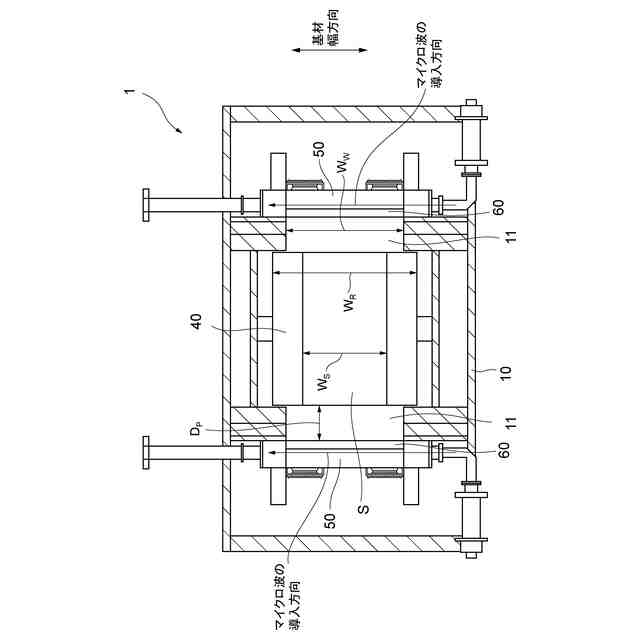
【解決手段】金属化合物を含むインクで所定のパターンが印刷された可撓性基材Sにプラズマで還元焼結処理を行うように構成されたプラズマ焼成装置1であって、真空チャンバ10と、可撓性基材Sを繰り出すための繰出ローラ20と、可撓性基材Sを巻き取るための巻取ローラ30と、可撓性基材Sを繰出ローラ20から巻取ローラ30へと搬送するとともに可撓性基材Sを冷却する冷却ローラ40と、真空チャンバ10に設けられた照射窓11から、冷却ローラ40によって搬送された可撓性基材Sへとプラズマを照射するように構成されたプラズマ発生装置50と、を備える。照射窓11は、可撓性基材Sの幅寸法W
S
よりも長い寸法W
W
で可撓性基材Sの幅方向に沿って延在する。
【選択図】図2
特許請求の範囲
【請求項1】
金属化合物を含むインクで所定のパターンが印刷された可撓性基材に、プラズマで還元焼結処理を行うように構成されたプラズマ焼成装置であって、
真空チャンバと、
前記真空チャンバ内で前記可撓性基材を繰り出すための繰出ローラと、
前記真空チャンバ内で前記可撓性基材を巻き取るための巻取ローラと、
前記可撓性基材を前記繰出ローラから前記巻取ローラへと搬送するとともに前記可撓性基材を冷却する冷却ローラと、
前記真空チャンバに設けられた照射窓から、前記冷却ローラによって搬送された前記可撓性基材へとプラズマを照射するように構成されたプラズマ発生装置と、を備え、
前記照射窓は、前記可撓性基材の幅寸法よりも長い寸法で前記可撓性基材の幅方向に沿って延在している、プラズマ焼成装置。
続きを表示(約 740 文字)
【請求項2】
前記プラズマ発生装置は、マイクロ波を前記可撓性基材の幅方向に沿って導入することにより前記可撓性基材の幅方向全体にわたってプラズマを照射するように構成されている、請求項1に記載のプラズマ焼成装置。
【請求項3】
前記照射窓は、前記可撓性基材の幅寸法の1.5倍以上4.5倍以下の寸法で基材幅方向に沿って延在している、請求項1に記載のプラズマ焼成装置。
【請求項4】
前記冷却ローラの直径は、前記照射窓の基材搬送方向における寸法の3倍以上12倍以下に設定されている、請求項1に記載のプラズマ焼成装置。
【請求項5】
前記冷却ローラの幅寸法は、前記照射窓の基材幅方向における寸法の0.5倍以上3倍以下に設定されている、請求項1に記載のプラズマ焼成装置。
【請求項6】
前記照射窓から前記可撓性基材までのプラズマ照射距離は、1mm以上300mm以下に設定されている、請求項1に記載のプラズマ焼成装置。
【請求項7】
前記冷却ローラは、乱流の冷媒流路を有する、請求項1に記載のプラズマ焼成装置。
【請求項8】
前記冷却ローラの表面粗さRaは、0.005μm以上10μm以下に設定されている、請求項1に記載のプラズマ焼成装置。
【請求項9】
前記プラズマ発生装置の1台当たりのマイクロ波電力は、100W以上6000W以下に設定されている、請求項1に記載のプラズマ焼成装置。
【請求項10】
焼成時における前記真空チャンバの圧力は、0.1Pa以上200Pa以下に設定されている、請求項1に記載のプラズマ焼成装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プラズマ焼成装置及びプラズマ焼成方法並びに導電性パターンの形成方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
現在、金属化合物溶液を用いて非導電性の基材にパターンを描画(印刷)し、その描画パターンをプラズマに晒して還元焼結処理することによって導電性パターンを形成するプラズマ焼成技術が提案され、実用化されている。近年においては、処理効率を高めることを目的として、可撓性基材を用いて連続的にプラズマで還元焼結処理を行う技術が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2011-100918号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
可撓性基材を用いてプラズマで還元焼結処理を行う際に、耐熱性の低いフィルム(PET等)を可撓性基材として採用した場合には、フィルムの耐熱温度を上回らない条件で還元焼結処理を行う必要がある。一方、プラズマ焼成の反応速度は、還元焼結処理時の温度が高いほど速くなる。従って、フィルムに与えるダメージを抑制しつつ処理効率を高めるためには、フィルムの耐熱温度を上回らない範囲で還元焼結処理温度をできるだけ高くする必要がある。
【0005】
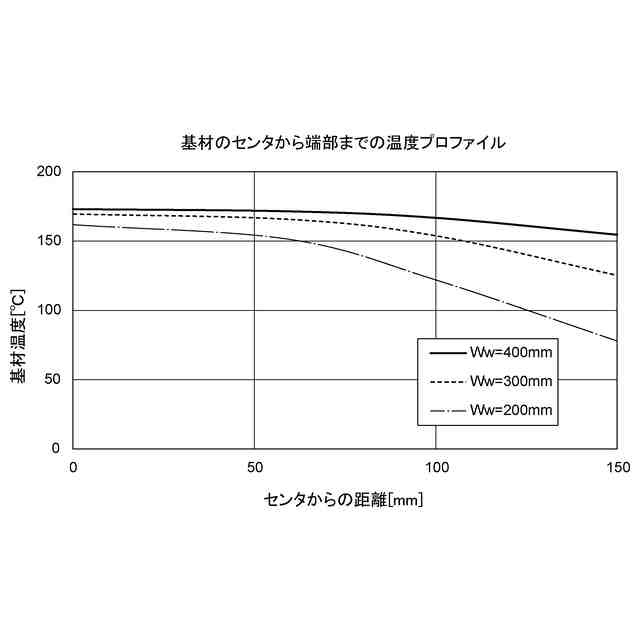
しかし、特許文献1に記載されたような従来の技術を採用すると、フィルム焼成時において可撓性基材に温度ムラが生じてしまい、還元焼結処理時の温度がフィルムの耐熱温度を局所的に上回ってしまうという事態が生じ得る。このような事態が生じるのを防ぐためには、フィルムの冷却装置を大掛かりなものにしたりフィルムの搬送速度を低下させたりする必要があるが、このようにすると、装置の大型化や処理効率の低下を招いてしまうという問題があった。
【0006】
本発明は、かかる事情に鑑みてなされたものであり、可撓性基材にプラズマで還元焼結処理を行うプラズマ焼成装置において、可撓性基材の温度ムラを低減させることにより、可撓性基材に与えるダメージを抑制しつつ処理効率を高めることを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するための本発明に係るプラズマ焼成装置は、金属化合物を含むインクで所定のパターンが印刷された可撓性基材に、プラズマで還元焼結処理を行うように構成されたものであって、真空チャンバと、真空チャンバ内で可撓性基材を繰り出すための繰出ローラと、真空チャンバ内で可撓性基材を巻き取るための巻取ローラと、可撓性基材を繰出ローラから巻取ローラへと搬送するとともに可撓性基材を冷却する冷却ローラと、真空チャンバに設けられた照射窓から、冷却ローラによって搬送された可撓性基材へとプラズマを照射するように構成されたプラズマ発生装置と、を備え、照射窓は、可撓性基材の幅寸法よりも長い寸法で可撓性基材の幅方向に沿って延在しているものである。
【0008】
かかる構成を採用すると、真空チャンバに設けられた照射窓が、可撓性基材の幅よりも長い寸法で可撓性基材の幅方向に沿って延在しているため、可撓性基材にプラズマで還元焼結処理を行う際に、可撓性基材の幅方向全体に一様にプラズマを照射することができる。従って、可撓性基材の幅方向における温度ムラを低減させることができるので、可撓性基材に与えるダメージを抑制しつつ処理効率を高めることが可能となる。
【0009】
本発明に係るプラズマ焼成装置において、マイクロ波を可撓性基材の幅方向に沿って導入することにより可撓性基材の幅方向全体にわたってプラズマを照射するように構成されているプラズマ発生装置を採用することができる。
【0010】
かかる構成を採用すると、マイクロ波を可撓性基材の幅方向に沿って導入することにより可撓性基材の幅方向全体にわたってプラズマを照射することができるため、可撓性基材の幅方向における温度ムラをさらに低減させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭化成株式会社
ローラモールド
3日前
旭化成株式会社
繊維及び繊維の製造方法
21日前
旭化成株式会社
ポリアセタールの製造方法
26日前
旭化成株式会社
ポリアセタール樹脂組成物
3日前
旭化成株式会社
増粘剤、及びキャストフィルム
27日前
旭化成株式会社
グミキャンディ及びその製造方法
25日前
旭化成株式会社
共役ジエン系重合体及びゴム組成物
25日前
旭化成株式会社
植物ミルク含有飲料及びその製造方法
25日前
旭化成株式会社
ポリエーテルケトン樹脂及びその製造方法
11日前
旭化成株式会社
ポリアセタール樹脂組成物、その成形品および物品
27日前
旭化成株式会社
酸化第一銅粒子の製造方法、及び触媒担持電極の製造方法
18日前
旭化成株式会社
ポリアミドの製造方法及び再生ポリアミド組成物の製造方法
4日前
旭化成株式会社
正浸透膜及びその製造方法
24日前
旭化成株式会社
発泡粒子、ビーズ発泡成形体、発泡用基材樹脂組成物、及び基材樹脂組成物ペレット
18日前
国立研究開発法人農業・食品産業技術総合研究機構
無機養液の製造方法及びその装置
3日前
旭化成株式会社
正浸透膜モジュール、及びその製造方法
24日前
旭化成株式会社
ポリアミド樹脂含有物品の製造方法、ポリアミド樹脂含有粉体、及びポリアミド樹脂含有成形体
18日前
旭化成株式会社
ガラスクロス、プリプレグ、及びプリント配線板
25日前
旭化成株式会社
感光性樹脂組成物およびレジストパターンの形成方法
20日前
旭化成株式会社
3Dプリンタ用の造形モデル作成支援システム、造形モデル作成支援方法、及び、造形モデル作成支援プログラム
11日前
旭化成株式会社
情報処理装置、配線パターン形成システム、情報処理方法及び制御プログラム
3日前
旭化成株式会社
エポキシ樹脂組成物、接着フィルム、プリント配線板、半導体チップパッケージ、半導体装置、及び接着フィルムの使用方法
3日前
個人
放電器
1か月前
愛知電機株式会社
盤フレーム
27日前
個人
静電気排除専用ノズル。
1か月前
個人
day & night.
1か月前
個人
静電気除去具
28日前
株式会社遠藤照明
照明システム
1か月前
株式会社国際電気
電子装置
7日前
住友ベークライト株式会社
基板
1か月前
個人
電気抵抗電磁誘導加熱装置
11日前
富士電子工業株式会社
判定方法
1か月前
イビデン株式会社
プリント配線板
1か月前
株式会社LIXIL
照明システム
5日前
イビデン株式会社
プリント配線板
11日前
イビデン株式会社
プリント配線板
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ