TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173399
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091791
出願日
2023-06-02
発明の名称
積層造形方法、積層造形装置、及びプログラム
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B23K
9/04 20060101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶加材が溶接ビードに正常に接触しないまま造形を続けることによる造形不良の発生を抑制する。
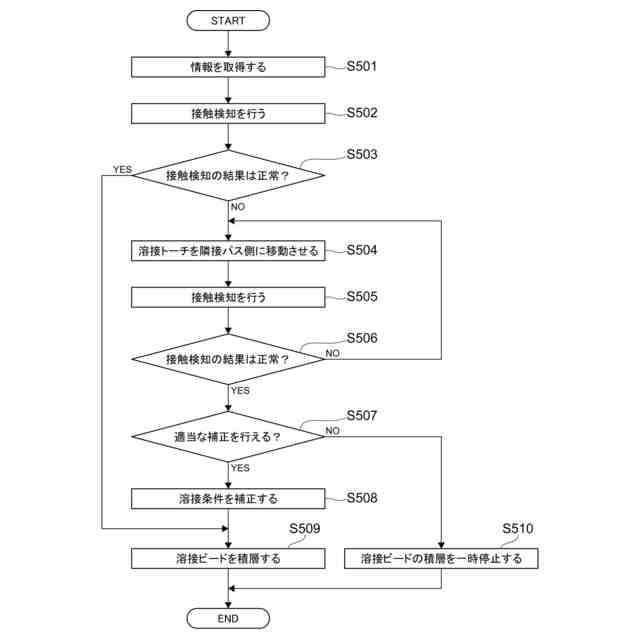
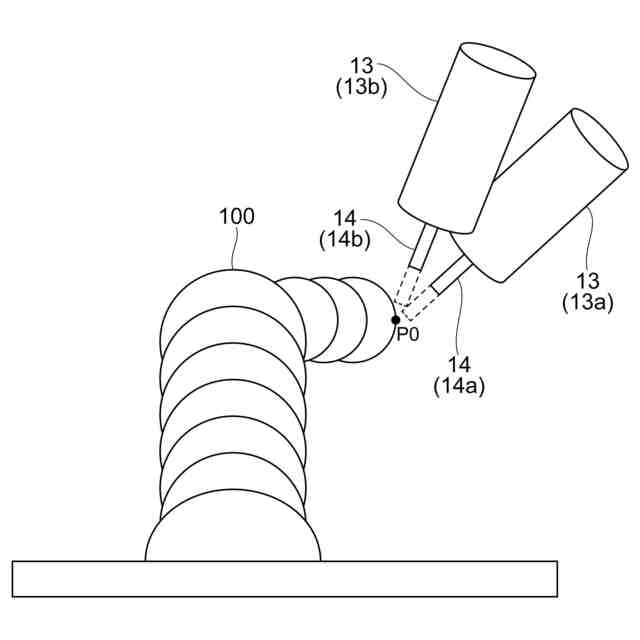
【解決手段】溶接トーチを移動させながら溶加材を溶融及び凝固させた溶接ビードを複数のパスに沿って積層することにより積層造形物を造形する積層造形方法であって、複数のパスの第1のパスの積層開始位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第1の積層工程と、第1のパスの積層開始位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触しなかった場合に、溶接トーチを、複数のパスの第1のパスに隣接する第2のパスの積層開始位置に近付くように、第1の位置に移動する第1の移動工程と、第1の位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第2の積層工程とを含む、積層造形方法。
【選択図】図14
特許請求の範囲
【請求項1】
溶接トーチを移動させながら溶加材を溶融及び凝固させた溶接ビードを複数のパスに沿って積層することにより積層造形物を造形する積層造形方法であって、
前記複数のパスの第1のパスの積層開始位置に前記溶接トーチを位置させた状態で前記溶加材が前記溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第1の積層工程と、
前記第1のパスの積層開始位置に前記溶接トーチを位置させた状態で前記溶加材が前記溶接ビードに正常に接触しなかった場合に、当該溶接トーチを、前記複数のパスの当該第1のパスに隣接する第2のパスの積層開始位置に近付くように、第1の位置に移動する第1の移動工程と、
前記第1の位置に前記溶接トーチを位置させた状態で前記溶加材が前記溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第2の積層工程と
を含む、積層造形方法。
続きを表示(約 1,100 文字)
【請求項2】
前記積層造形物の造形を制御するための制御情報から、前記複数のパスの情報と、当該複数のパスの各パスの積層開始位置とを取得する取得工程を更に含む、請求項1に記載の積層造形方法。
【請求項3】
前記第1の積層工程は、
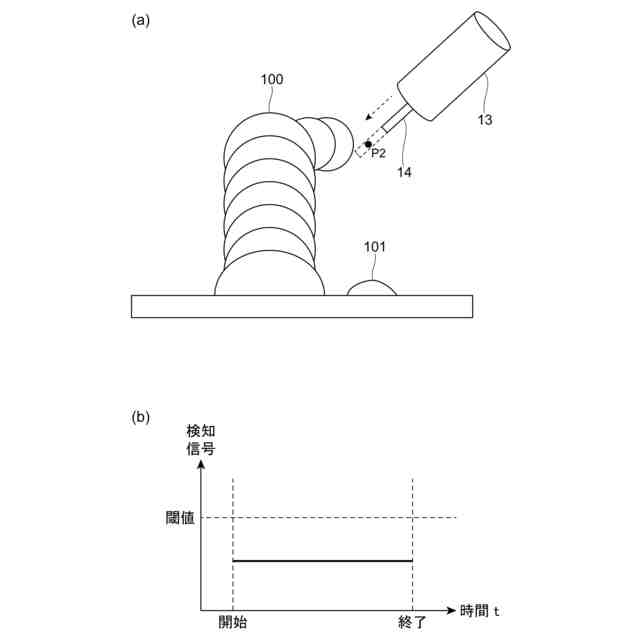
前記溶加材が前記溶接ビードに接触した際に検知される電気的信号に基づいて、当該溶加材の当該溶接ビードに対する接触を検知する第1の検知工程と、
前記接触の検知結果に基づいて、前記溶加材が前記溶接ビードに正常に接触したか否かを判定する第1の判定工程と
を含む、請求項1に記載の積層造形方法。
【請求項4】
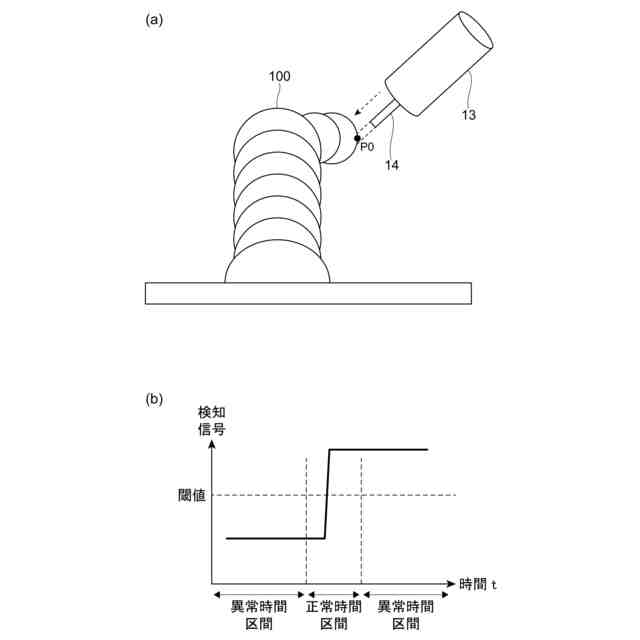
前記第1の判定工程は、前記接触の検知結果が正常と判定される正常時間区間を参照して、前記溶加材が前記溶接ビードに正常に接触したか否かを判定する、請求項3に記載の積層造形方法。
【請求項5】
前記第1の移動工程は、前記接触が検知された時間と前記正常時間区間との前後関係に基づいて、前記溶接トーチの移動方向を決定する、請求項4に記載の積層造形方法。
【請求項6】
前記第2の積層工程は、
前記溶加材が前記溶接ビードに接触した際に検知される電気的信号に基づいて、当該溶加材の当該溶接ビードに対する接触を検知する第2の検知工程と、
前記接触の検知結果に基づいて、前記溶加材が前記溶接ビードに正常に接触したか否かを判定する第2の判定工程と
を含む、請求項1に記載の積層造形方法。
【請求項7】
前記第2の判定工程は、前記接触の検知結果が正常と判定される正常時間区間を参照して、前記溶加材が前記溶接ビードに正常に接触したか否かを判定する、請求項6に記載の積層造形方法。
【請求項8】
前記第1の位置に前記溶接トーチを位置させた状態で前記溶加材が前記溶接ビードに正常に接触しなかった場合に、当該溶接トーチを第2の位置に移動する第2の移動工程を更に含み、
前記第2の移動工程は、前記接触が検知された時間と前記正常時間区間との前後関係に基づいて、前記溶接トーチの移動方向を決定する、請求項7に記載の積層造形方法。
【請求項9】
前記第1の検知工程又は前記第2の検知工程は、前記接触が検知されると、前記溶加材の送出を停止し、当該溶加材を、前記溶接トーチからの突き出し長さが所定の長さとなるように引き戻す、請求項3乃至請求項8の何れかに記載の積層造形方法。
【請求項10】
前記第1の検知工程又は前記第2の検知工程は、前記溶接トーチの姿勢を変更しながら、前記接触を検知する、請求項3乃至請求項8の何れかに記載の積層造形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形方法、積層造形装置、及びプログラムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、物品を形成する方法であって、物品の三次元体積モデルの定義である第1のデータファイルをコンピュータメモリ内に構築するステップと、第1のデータファイルを読み取り、3次元ボリュームモデルを分解して、物品の3次元ボリュームモデルを通るツールパスを記述する一連の相対空間座標を含む第2のデータファイルを生成するアルゴリズムを行うコンピュータプログラムを実行するステップと、多軸溶接ロボットを操作して、ワークテーブルに対して溶接ヘッドを位置決めし、相対運動が第2のデータファイルによって定義された経路に従うようにするステップとを組み合わせて含み、溶接ヘッドの動作も制御されて、物品の三次元体積モデルの立体表現を構築するために経路の少なくとも一部をたどる際に溶接ビードを堆積させる方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
米国特許第6274839号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、溶加材を溶融及び凝固させた溶接ビードを積層することによって側方へ突出したオーバーハング構造を造形する場合に、溶加材が溶接ビードに正常に接触しないまま造形を続けたのでは、造形不良が発生する可能性がある。
【0005】
本発明の目的は、溶加材が溶接ビードに正常に接触しないまま造形を続けることによる造形不良の発生を抑制することにある。
【課題を解決するための手段】
【0006】
かかる目的のもと、本発明は、溶接トーチを移動させながら溶加材を溶融及び凝固させた溶接ビードを複数のパスに沿って積層することにより積層造形物を造形する積層造形方法であって、複数のパスの第1のパスの積層開始位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第1の積層工程と、第1のパスの積層開始位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触しなかった場合に、溶接トーチを、複数のパスの第1のパスに隣接する第2のパスの積層開始位置に近付くように、第1の位置に移動する第1の移動工程と、第1の位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触した場合に、新たな溶接ビードを積層する第2の積層工程とを含む、積層造形方法を提供する。
【0007】
積層造形方法は、積層造形物の造形を制御するための制御情報から、複数のパスの情報と、複数のパスの各パスの積層開始位置とを取得する取得工程を更に含む、ものであってよい。
【0008】
第1の積層工程は、溶加材が溶接ビードに接触した際に検知される電気的信号に基づいて、溶加材の溶接ビードに対する接触を検知する第1の検知工程と、接触の検知結果に基づいて、溶加材が溶接ビードに正常に接触したか否かを判定する第1の判定工程とを含む、ものであってよい。その場合、第1の判定工程は、接触の検知結果が正常と判定される正常時間区間を参照して、溶加材が溶接ビードに正常に接触したか否かを判定する、ものであってよい。また、その場合、第1の移動工程は、接触が検知された時間と正常時間区間との前後関係に基づいて、溶接トーチの移動方向を決定する、ものであってよい。
【0009】
第2の積層工程は、溶加材が溶接ビードに接触した際に検知される電気的信号に基づいて、溶加材の溶接ビードに対する接触を検知する第2の検知工程と、接触の検知結果に基づいて、溶加材が溶接ビードに正常に接触したか否かを判定する第2の判定工程とを含む、ものであってよい。その場合、第2の判定工程は、接触の検知結果が正常と判定される正常時間区間を参照して、溶加材が溶接ビードに正常に接触したか否かを判定する、ものであってよい。また、その場合、積層造形方法は、第1の位置に溶接トーチを位置させた状態で溶加材が溶接ビードに正常に接触しなかった場合に、溶接トーチを第2の位置に移動する第2の移動工程を更に含み、第2の移動工程は、接触が検知された時間と正常時間区間との前後関係に基づいて、溶接トーチの移動方向を決定する、ものであってよい。
【0010】
その場合、第1の検知工程又は第2の検知工程は、接触が検知されると、溶加材の送出を停止し、溶加材を、溶接トーチからの突き出し長さが所定の長さとなるように引き戻す、ものであってよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
ブラザー工業株式会社
工作機械
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
インチング制御方法
2か月前
トヨタ自動車株式会社
積層コア
2日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社FUJI
ワーク置き台
3か月前
光精工株式会社
クーラントタンク
3か月前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
1日前
旭精工株式会社
シャフトブレーキ
3か月前
株式会社不二越
歯車加工機
29日前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社メタルクリエイト
切削装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
3か月前
株式会社FUJI
自動化用パレット
17日前
古川精機株式会社
タッピングガイド
3か月前
サムテック株式会社
加工物製造方法
1日前
トヨタ自動車株式会社
位相測定方法
1日前
株式会社ダイヘン
アークスタート制御方法
2か月前
トヨタ自動車株式会社
レーザ溶接方法
3か月前
株式会社大林組
構造物形成方法
3か月前
株式会社不二越
工具の製造方法
2日前
ブラザー工業株式会社
工作機械
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































