TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024173024
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091137
出願日
2023-06-01
発明の名称
保護用回転成形体及びその製造方法
出願人
スイコー株式会社
,
五洋建設株式会社
代理人
弁理士法人北斗特許事務所
主分類
B29C
41/04 20060101AFI20241205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
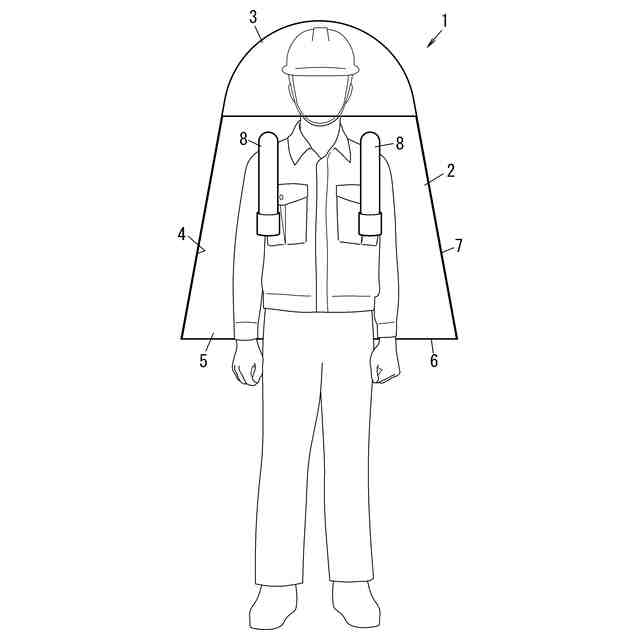
【課題】防護性、移動性、作業性等に優れ、トンネル内作業時の防護体として好適に用いることができる保護用回転成形体を提供する。
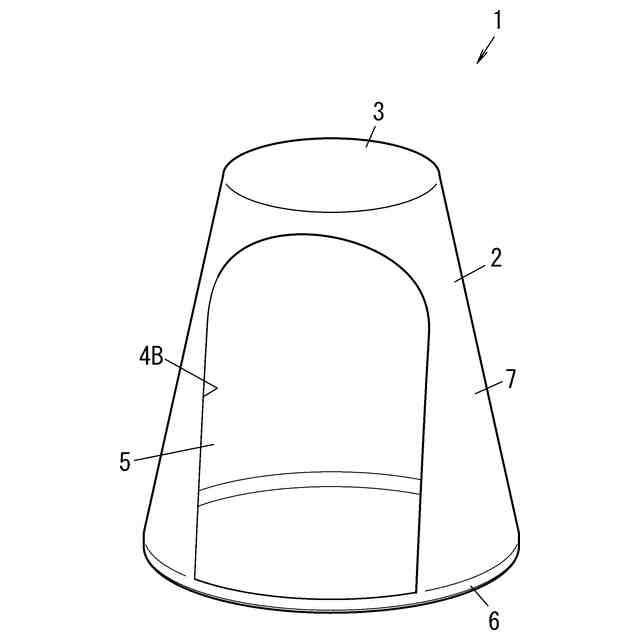
【解決手段】保護用回転成形体1は、熱可塑性樹脂の回転成形体1であって、本体部2と、本体部2の上方に設けられた屋根部3とを備え、本体部2に1つから3つの開口部4が設けられるとともに、内部に人が入ることができる大きさの空間5を有する。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂の回転成形体であって、
本体部と、
前記本体部の上方に設けられた屋根部と
を備え、
前記本体部に1つから3つの開口部が設けられるとともに、
内部に人が入ることができる大きさの空間を有する
保護用回転成形体。
続きを表示(約 580 文字)
【請求項2】
前記開口部のうちの1つが前記本体部の底部に設けられている
請求項1に記載の保護用回転成形体。
【請求項3】
前記熱可塑性樹脂が硬質樹脂である
請求項1に記載の保護用回転成形体。
【請求項4】
少なくとも前記本体部が透明である
請求項1から3のいずれか1項に記載の保護用回転成形体。
【請求項5】
前記屋根部が略中空半球形状である
請求項4に記載の保護用回転成形体。
【請求項6】
前記屋根部が平板形状である
請求項4に記載の保護用回転成形体。
【請求項7】
前記本体部が略円錐台形状である
請求項5に記載の保護用回転成形体。
【請求項8】
前記本体部が円筒形状である
請求項6に記載の保護用回転成形体。
【請求項9】
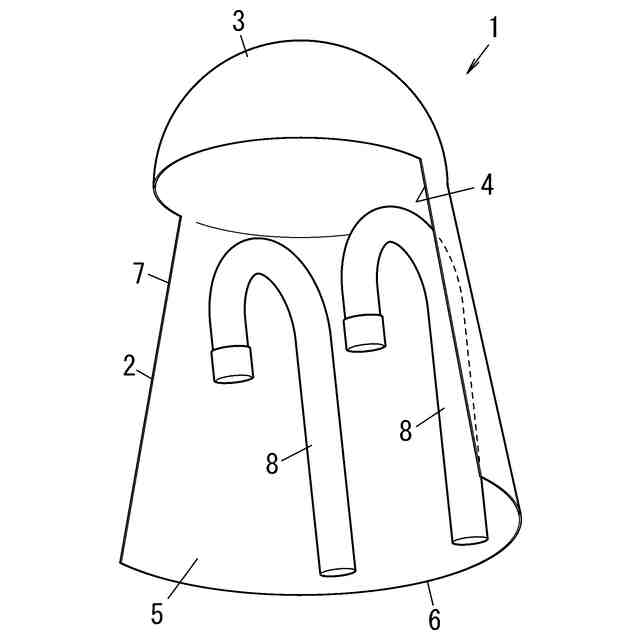
前記本体部の内側の面に背負い部材が設けられている
請求項7に記載の保護用回転成形体。
【請求項10】
請求項1に記載の保護用回転成形体の製造方法であって、
前記熱可塑性樹脂を含む成形材料を回転成形して、成形物を得る工程と、
前記成形物に開口部を形成する工程と
を備える
保護用回転成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、保護用回転成形体及び保護用回転成形体の製造方法に関し、より詳しくは、トンネル内作業時の作業員向け保護具である熱可塑性樹脂の保護用回転成形体及びこの保護用回転成形体の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
施工中のトンネルにおいて、掘削先端の地山やトンネルを掘削した表面の土砂や岩等の剥がれ落ち(肌落ち)による災害が発生すると被災者の重篤度が高いため、原則切羽への立ち入りが禁止され、真に必要な場合だけ立ち入らせることとなっている。また、切羽における作業は出来るだけ機械で行うようにしているが、鏡吹き付け等の肌落ち防止対策実施前に機械では対応できない作業、例えば地山の事前調査や測定等の作業をするためには作業員が立ち入らざるを得ず、その際、落石等の落下物による被災を回避するため、作業員には保護具の着用が求められている。しかしながら、一般的に用いられる保護具は保護帽、バックプロテクター、安全靴などであり、作業員を肌落ち被災から守るためには十分なものではない。また、この落下物等から作業員を防護する方策も検討されて、特許文献1には、複数の単位フレームの着脱自在な連結によって外殻フレーム構造体を構成し、該外殻フレーム構造体の表面に帯状布帛を該帯状布帛が外部負荷に対して湾曲変形可能となるように覆った防護用簡易構造物が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平5-52099号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、このような防護用簡易構造物は、組立部品を運搬し組み立てることにより使用するものであり、そもそも当該組立作業の為の肌落ち防止はなされておらず、肌落ちに対しての又はこの構造物を使う人の防護性、運搬容易で場所を移動しやすいという移動性、構造物を使う人の作業性等については改善の余地があり、これらを向上させることが求められている。
【0005】
本開示の課題は、作業員に対する防護性、移動性、作業性等に優れ、トンネル内作業時の防護体として好適に用いることができる保護用回転成形体、及びこの保護用回転成形体の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本開示の一態様に係る保護用回転成形体は、熱可塑性樹脂の回転成形体であって、本体部と、前記本体部の上方に設けられた屋根部とを備え、前記本体部に1つから3つの開口部が設けられるとともに、内部に人が入ることができる大きさの空間を有する。
【0007】
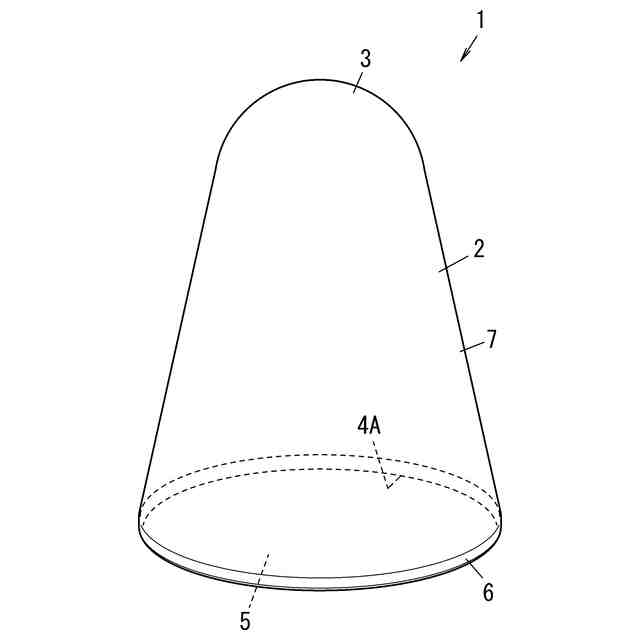
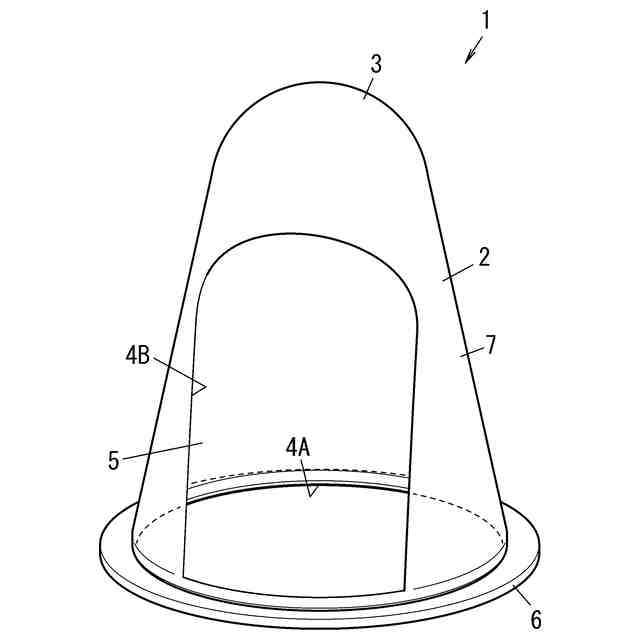
前記開口部のうちの1つが前記本体部の底部に設けられていてもよい。
【0008】
前記熱可塑性樹脂が硬質樹脂であってもよい。
【0009】
少なくとも前記本体部が透明であってもよい。
【0010】
前記屋根部が略中空半球形状であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
溶融紡糸設備
6か月前
CKD株式会社
型用台車
14日前
東レ株式会社
プリプレグテープ
3か月前
津田駒工業株式会社
連続成形機
10か月前
シーメット株式会社
光造形装置
7日前
株式会社日本製鋼所
押出機
3か月前
グンゼ株式会社
ピン
21日前
個人
射出ミキシングノズル
2か月前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
4か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社FTS
成形装置
7日前
株式会社リコー
シート剥離装置
4か月前
株式会社日本製鋼所
押出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
27日前
KTX株式会社
シェル型の作製方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社城北精工所
押出成形用ダイ
9か月前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
3Dプリンタ
28日前
株式会社リコー
シート処理システム
4か月前
株式会社リコー
シート処理システム
4か月前
トヨタ自動車株式会社
真空成形方法
7か月前
日東工業株式会社
インサート成形機
29日前
NISSHA株式会社
加飾成形品の製造方法
8か月前
株式会社イクスフロー
成形装置
8か月前
豊田鉄工株式会社
接合体及び接合方法
3か月前
株式会社スリーエス
光造形装置
7か月前
株式会社日本製鋼所
射出成形機
1か月前
トヨタ自動車株式会社
電池の製造方法
27日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































