TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171862
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089125
出願日
2023-05-30
発明の名称
ウェーハの製造方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20241205BHJP(基本的電気素子)
要約
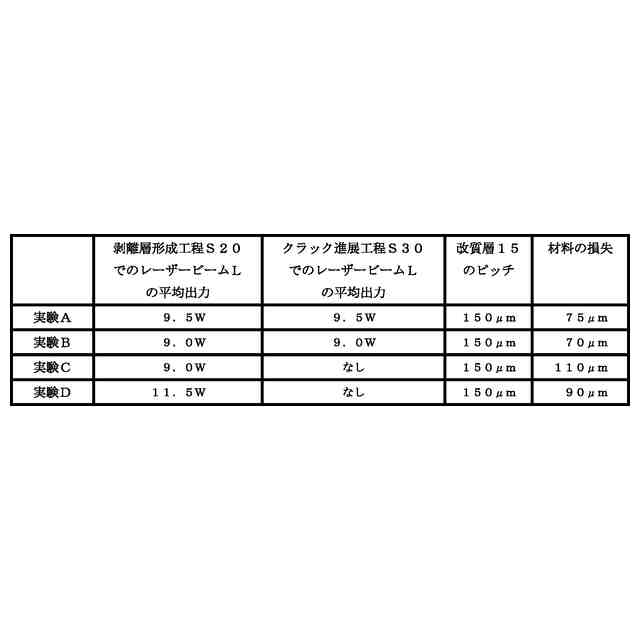
【課題】剥離層を形成する際に各々線状であり互いに平行に配置された複数の第1改質層の間の各々に第2改質層を形成する場合に比べて、被加工物における材料の損失を低減する。
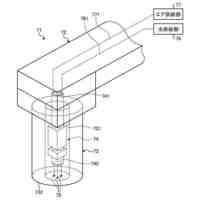
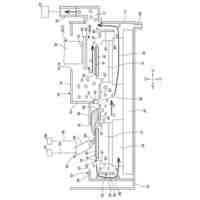
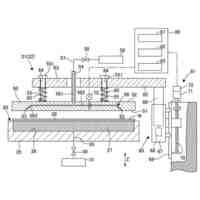
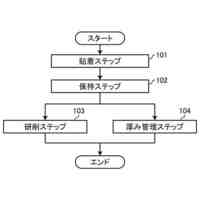
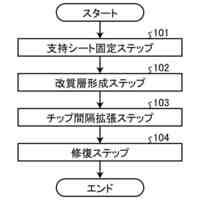
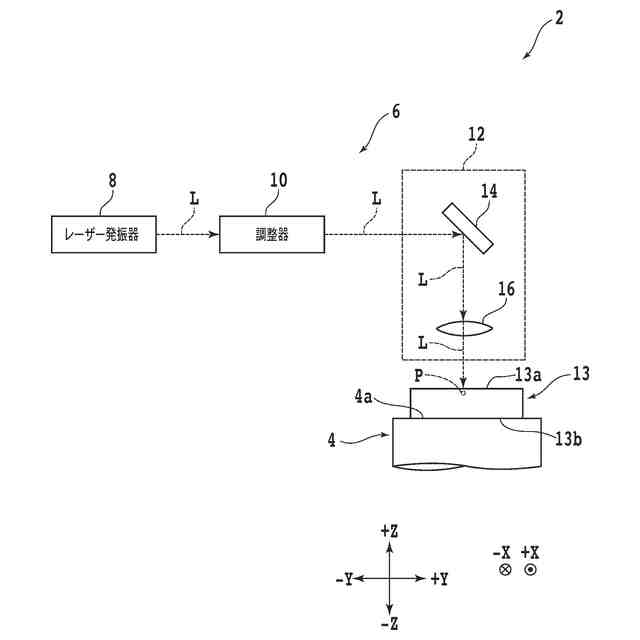
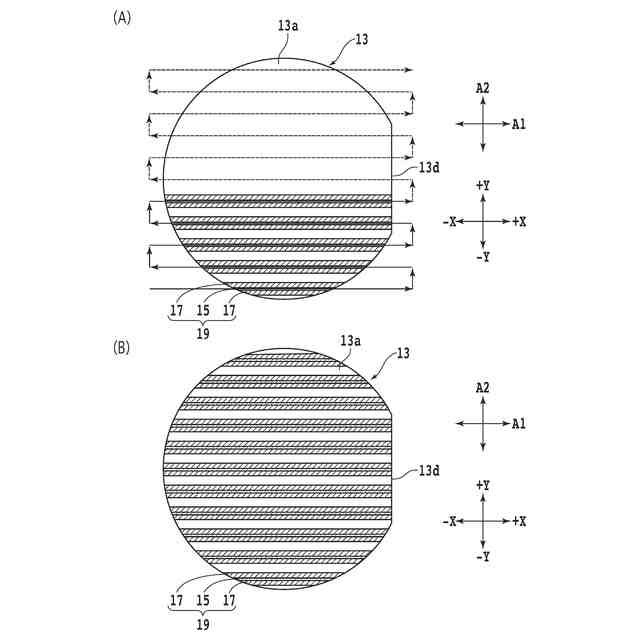
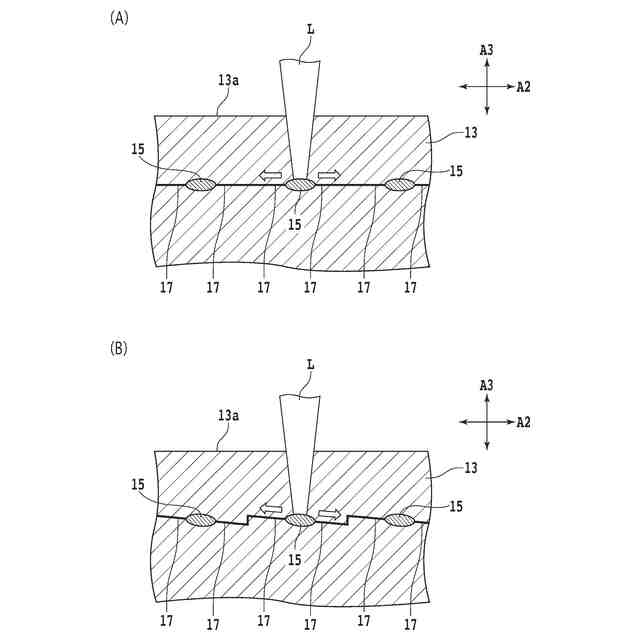
【解決手段】被加工物を透過する波長を有するパルス状のレーザービームの集光点を被加工物の所定の深さに位置付けて、被加工物の厚さ方向と直交する第1方向に沿って被加工物とレーザービームの集光点とを相対的に移動させる加工送りと、被加工物と集光レンズとを厚さ方向及び第1方向に直交する第2方向に沿って相対的に移動させる割り出し送りと、を交互に繰り返すことで、複数の剥離層を形成する剥離層形成工程と、剥離層形成工程で形成された複数の剥離層のうち少なくとも1つの剥離層における改質層にレーザービームを照射するクラック進展工程と、複数の剥離層を起点として被加工物からウェーハを剥離する剥離工程と、を備えるウェーハの製造方法を提供する。
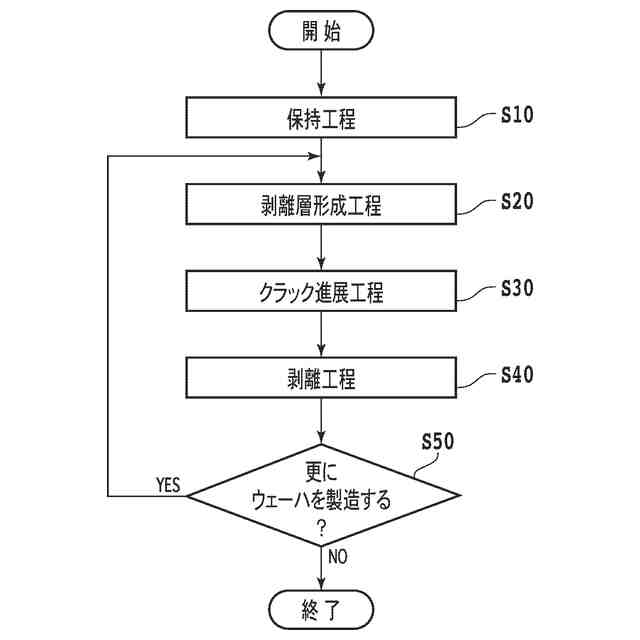
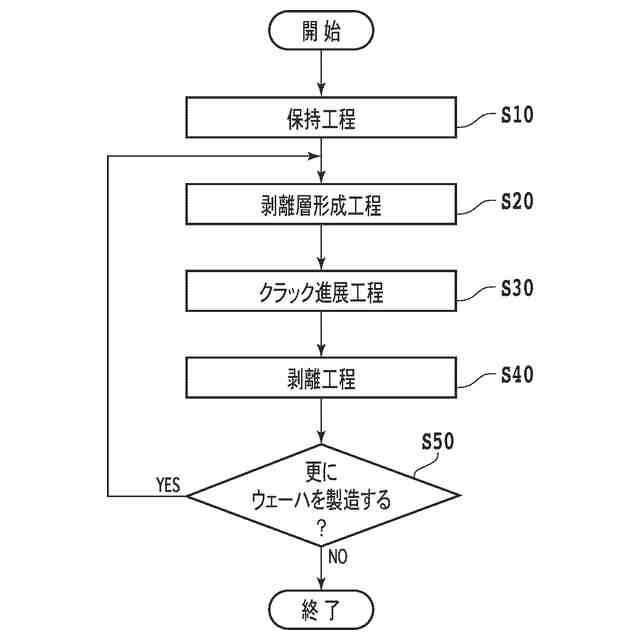
【選択図】図1
特許請求の範囲
【請求項1】
インゴット又は単結晶基板である被加工物から該被加工物の厚さ未満の厚さを有するウェーハを製造するウェーハの製造方法であって、
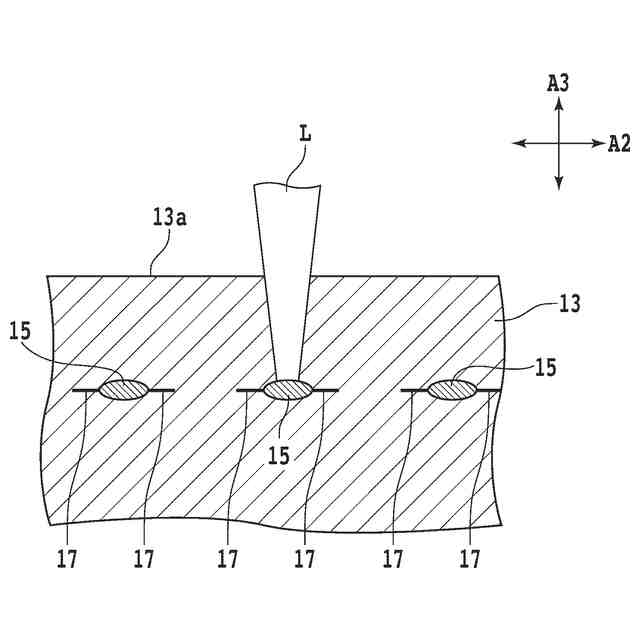
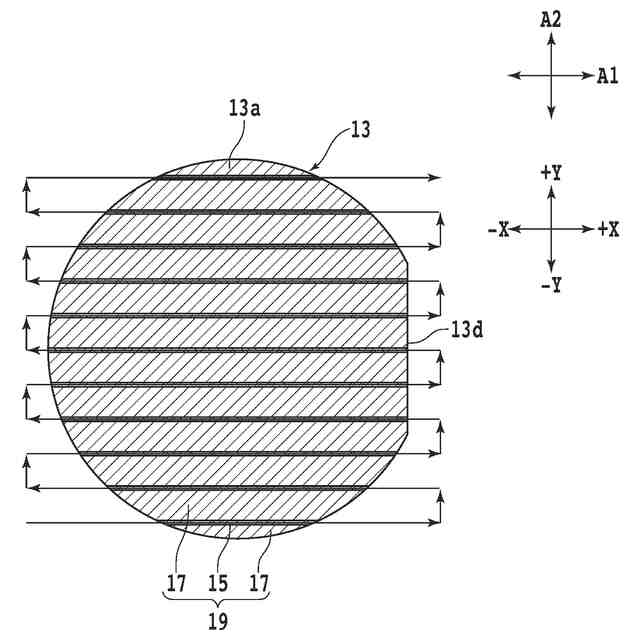
該被加工物を透過する波長を有するパルス状のレーザービームの集光点が該被加工物の所定の深さに位置する様に、該レーザービームを集光する集光レンズを所定の高さ位置に調整した状態で、該被加工物の厚さ方向と直交する第1方向に沿って該被加工物と該レーザービームの集光点とを相対的に移動させる加工送りと、該被加工物と該集光レンズとを該厚さ方向及び該第1方向とそれぞれ直交する第2方向に沿って相対的に移動させる割り出し送りと、を交互に繰り返すことで、該被加工物の内部において該第1方向に沿って延在する改質層と、該改質層から進展するクラックと、をそれぞれ含む複数の剥離層を形成する剥離層形成工程と、
該剥離層形成工程で形成された該複数の剥離層のうち少なくとも1つの剥離層における改質層の長手方向に沿って該少なくとも1つの剥離層における改質層に該レーザービームを照射することで、該少なくとも1つの剥離層における改質層から進展しているクラックの更なる進展と、該少なくとも1つの剥離層における改質層からの新たなクラックの進展と、の一方又は両方を行わせるクラック進展工程と、
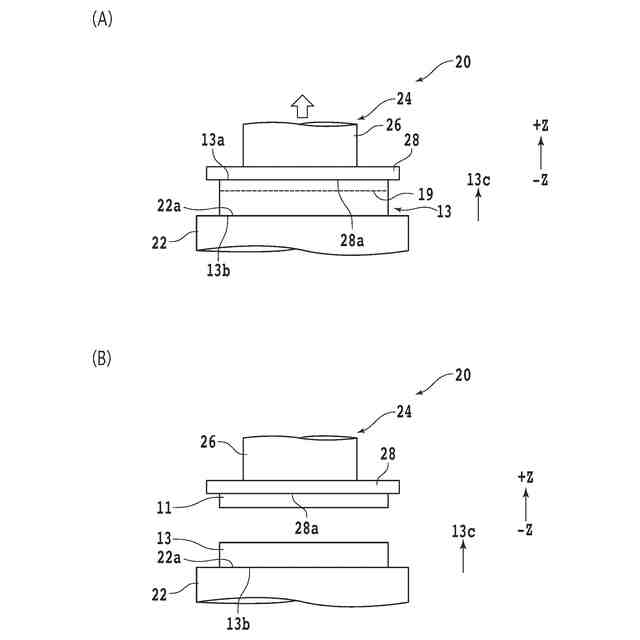
該複数の剥離層を起点として該被加工物から該ウェーハを剥離する剥離工程と、を備えることを特徴とするウェーハの製造方法。
続きを表示(約 580 文字)
【請求項2】
該クラック進展工程では、該第2方向に並んでいる複数の剥離層のうち所定本数おきの各剥離層における改質層に該レーザービームを照射することを特徴とする請求項1に記載のウェーハの製造方法。
【請求項3】
該クラック進展工程では、該レーザービームの照射が省略された改質層が無い様に該第2方向で連続する第1本数の各剥離層における改質層に該レーザービームを照射する照射工程と、該第2方向で連続する該第1本数の剥離層に該第2方向で隣接する第2本数の各剥離層における改質層に対しては該レーザービームの照射を省略する非照射工程と、を該第2方向で繰り返すことを特徴とする請求項1に記載のウェーハの製造方法。
【請求項4】
該クラック進展工程では、該剥離層形成工程において該被加工物に照射する該レーザービームの出力以下の出力を有する該レーザービームを該被加工物に照射することを特徴とする請求項1から3のいずれかに記載のウェーハの製造方法。
【請求項5】
該クラック進展工程では、該剥離層形成工程における該レーザービームの集光点の高さ位置と同じ高さ位置に該レーザービームの集光点の高さ位置を調整した上で、該被加工物に該レーザービームを照射することを特徴とする請求項1から3のいずれかに記載のウェーハの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、インゴット又は単結晶基板である被加工物から該被加工物の厚さ未満の厚さを有するウェーハを製造するウェーハの製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
炭化ケイ素(以下、SiC)等の化合物半導体のインゴットからウェーハを切り出す手段としてワイヤーソーが知られている(例えば、特許文献1参照)。しかし、インゴットから切り出されるウェーハの厚さに対してワイヤーソーの切り代は比較的大きい。更に、切り出されたウェーハの表面を平坦化するために、ラッピング等を行う必要もある。
【0003】
この様に、ワイヤーソーを用いる場合、インゴットにおいてウェーハとなる体積に対して廃棄される体積が比較的多いので、ワイヤーソーを用いたインゴットからウェーハの切り出しは、生産性が比較的低いという問題がある。
【0004】
これに対して、ウェーハの生産性を向上させるために、化合物半導体のインゴットを透過する波長を有するパルス状のレーザービームを用いてインゴットの内部の所定深さに機械的強度が脆弱な剥離層を複数形成した後、当該複数の剥離層を起点としてインゴットからウェーハを剥離する手法が提案されている(例えば、特許文献2参照)。
【0005】
具体的には、まず、レーザービームの集光点をインゴットの内部の所定深さに位置付けた状態で、当該集光点に対してインゴットをインゴットの厚さ方向と直交する加工送り方向に沿って相対的に移動させることで、改質層と、改質層を起点に延伸するクラックと、を含む1つの剥離層をインゴットの内部に形成する。
【0006】
この1つの剥離層を形成した後、加工送り方向及びインゴットの厚さ方向と直交する割り出し送り方向に沿って所定距離だけインゴットを移動させる。そして、集光点に対してインゴットを再度加工送りすることで、同様に、剥離層を形成する。
【0007】
この様にして、複数の剥離層を形成した後、複数の剥離層を起点にインゴットからウェーハを剥離する。次いで、複数の剥離層にそれぞれ接するウェーハの剥離面とインゴットの被剥離面とに残存する凹凸を、研削、研磨等により除去する。
【0008】
剥離層の厚さは、ワイヤーソーの切り代に比べて薄く、また、剥離後のラッピングも不要であるので、レーザービームを利用して化合物半導体のインゴットからウェーハを剥離する場合、ワイヤーソーを用いる場合に比べて、廃棄されるインゴットの体積(即ち、材料の損失)を低減できる。
【0009】
しかし、インゴット、単結晶基板等の被加工物からウェーハを剥離する際における更なる材料の損失の低減が求められている。レーザー加工における被加工物の材料の損失は、主として、被加工物の厚さ方向に進展して形成されたクラックの長さに応じて増加する。
【0010】
被加工物に照射されるレーザービームの平均出力が高いほど、改質層が形成され易いが、その反面、クラックが被加工物の厚さ方向に進展し易くなる(即ち、レーザービームによるダメージが高くなる)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
砥石
6日前
株式会社ディスコ
加工工具
25日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工方法
11日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
洗浄装置
11日前
株式会社ディスコ
研削装置
19日前
株式会社ディスコ
研削装置
17日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
カセット
24日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
ドローン
25日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
洗浄装置
18日前
株式会社ディスコ
バリ除去装置
25日前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
メガネレンチ
11日前
株式会社ディスコ
切削ブレード
5日前
株式会社ディスコ
ワーク測定装置
18日前
株式会社ディスコ
定温液体供給装置
24日前
株式会社ディスコ
チップの研削方法
5日前
株式会社ディスコ
チップの製造方法
18日前
株式会社ディスコ
アライメント方法
4日前
株式会社ディスコ
積層体の製造方法
25日前
株式会社ディスコ
スイッチ制御治具
17日前
株式会社ディスコ
ウェーハの加工方法
4日前
株式会社ディスコ
ウエーハの加工方法
25日前
株式会社ディスコ
ウエーハの研削方法
24日前
株式会社ディスコ
被加工物の研削方法
12日前
株式会社ディスコ
加工工具の管理方法
6日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ウェーハの加工方法
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ