TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024165725
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082150
出願日
2023-05-18
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
B24B
41/06 20120101AFI20241121BHJP(研削;研磨)
要約
【課題】加工装置で安価にウェーハの厚みを測定する。
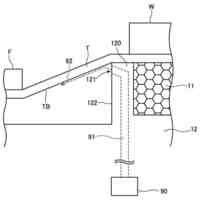
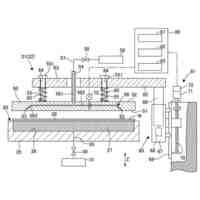
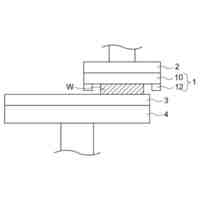
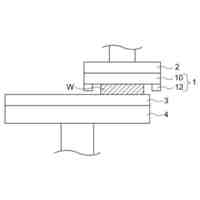
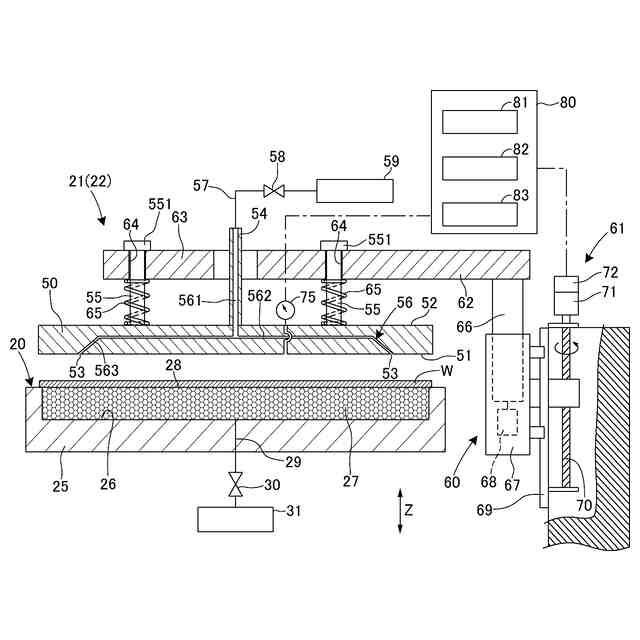
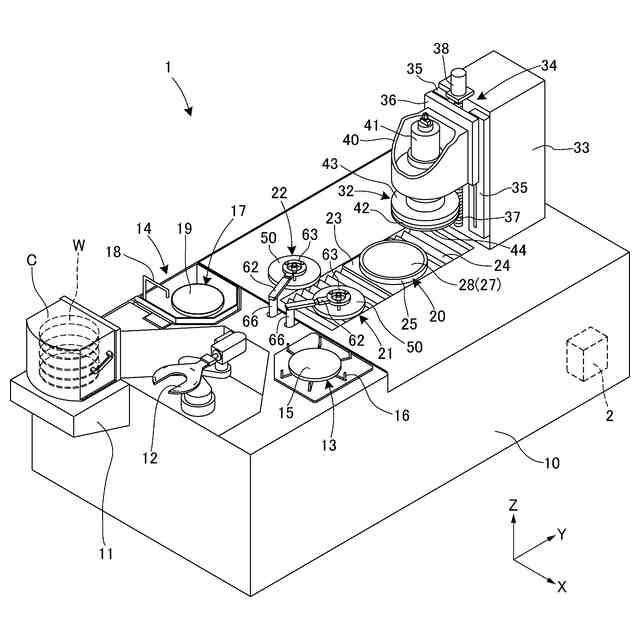
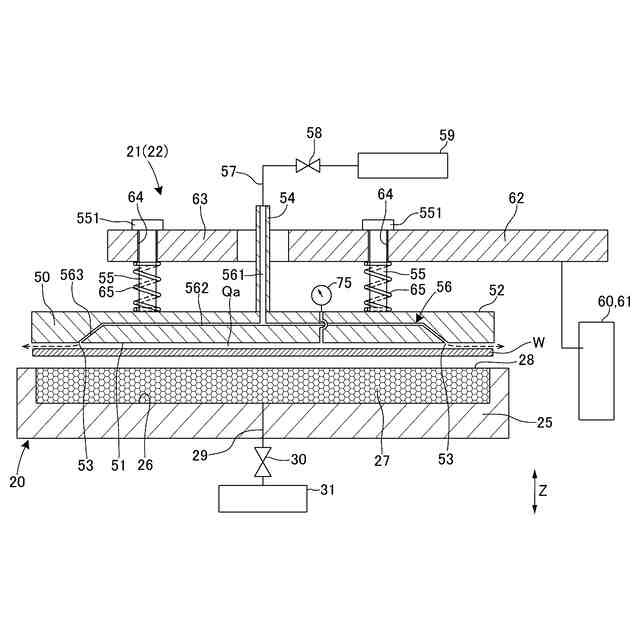
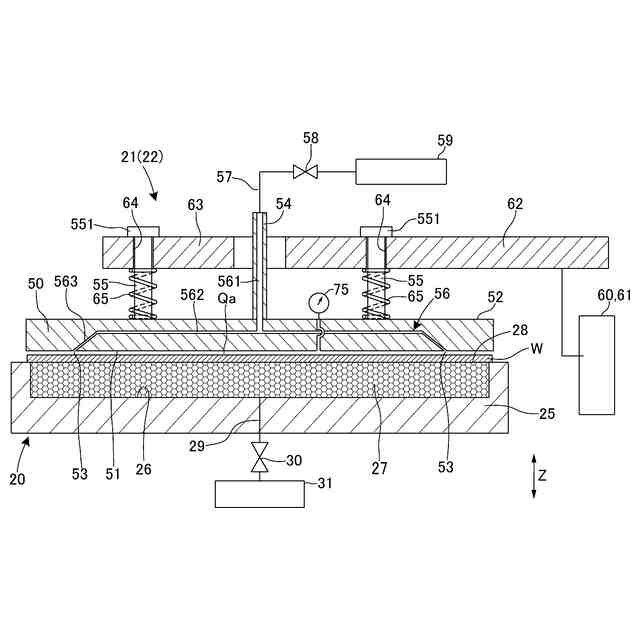
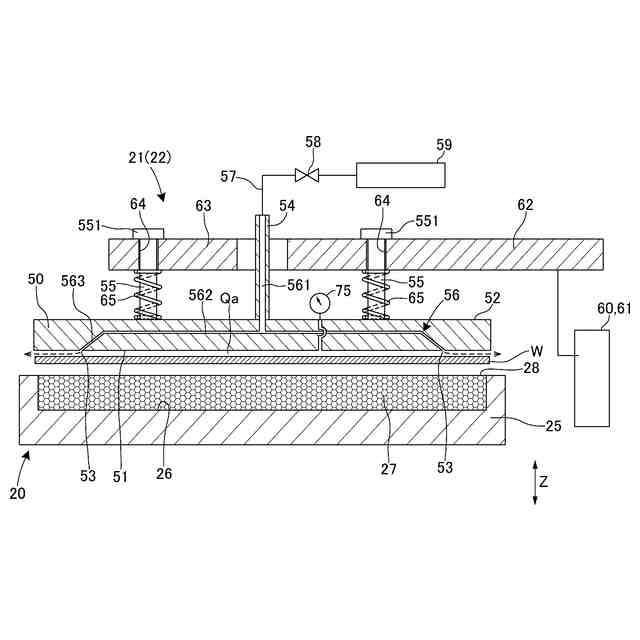
【解決手段】搬送機構(21、22)の搬送パッド(50)を昇降させる昇降機構(61)と、高さ認識部(72)が認識した搬送パッドの高さによってウェーハの厚みを測定する厚み測定機構(80)と、を備える。厚み測定機構は、昇降機構によって搬送パッドをテーブル(20)の保持面(28)に向けて下降させ圧力センサ(75)で測定する吸引領域の負圧値が陽圧方向に変化したときの搬送パッドの高さを保持面高さとして測定する保持面高さ測定部(81)と、昇降機構によって搬送パッドを下降させ搬送パッドの下面と保持面との間にウェーハを介在させ圧力センサで測定する負圧値が陽圧方向に変化したときの搬送パッドの高さをウェーハ上面高さとして測定するウェーハ上面高さ測定部(82)と、保持面高さとウェーハ上面高さとの差をウェーハの厚みとして算出する厚み算出部(83)と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
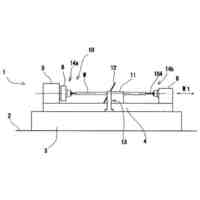
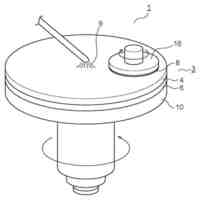
保持面によってウェーハを保持するテーブルと、該ウェーハを加工する加工機構と、該テーブルに対して該ウェーハを搬送する搬送機構と、を備える加工装置であって、
該搬送機構は、
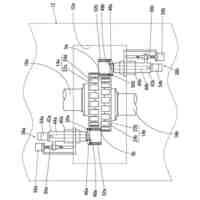
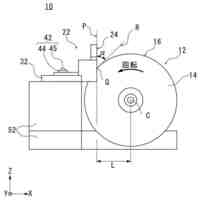
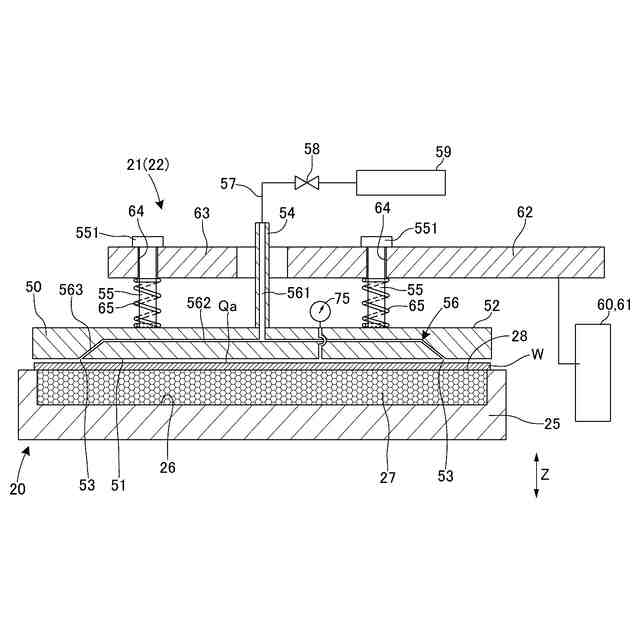
下面から該ウェーハの上面に向かって該ウェーハの外形及び該保持面の外形よりも小さいリング状にエアを噴射するエア噴射口を備え、該下面と該ウェーハの上面との間の該エア噴射口の内側の吸引領域を負圧にして該ウェーハを吸引保持する搬送パッドと、
該吸引領域の気圧と大気圧との圧力差を測定する圧力センサと、
該搬送パッドを昇降させる昇降機構と、
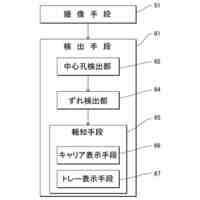
該昇降機構によって昇降した該搬送パッドの高さを認識する高さ認識部と、
該高さ認識部が認識した該搬送パッドの高さによって該ウェーハの厚みを測定する厚み測定機構と、を備え、
該厚み測定機構は、
該昇降機構によって該搬送パッドを該保持面に向かって下降させ該圧力センサで測定する負圧値が陽圧方向に変化したときの該搬送パッドの高さを保持面高さとして測定する保持面高さ測定部と、
該昇降機構によって該搬送パッドを該保持面に向かって下降させ該搬送パッドの下面と該保持面との間に該ウェーハを介在させ該圧力センサで測定する負圧値が陽圧方向に変化したときの該搬送パッドの高さを該ウェーハ上面高さとして測定するウェーハ上面高さ測定部と、
該保持面高さと該ウェーハ上面高さとの差を該ウェーハの厚みとして算出する厚み算出部と、を備える、加工装置。
続きを表示(約 550 文字)
【請求項2】
該保持面高さ測定部は、該圧力センサで測定する負圧値が陽圧値になったときの該搬送パッドの高さを保持面高さとして測定し、
該ウェーハ上面高さ測定部は、該圧力センサで測定する負圧値が陽圧値になったときの該搬送パッドの高さを該ウェーハ上面高さとして測定する、請求項1記載の加工装置。
【請求項3】
該テーブルの該保持面を吸引源に連通させ該保持面で該ウェーハを吸引保持する吸引機構を備え、
該ウェーハ上面高さ測定部は、該吸引機構によって吸引力が付与されている該保持面に向かって該搬送パッドを下降させ、該搬送パッドが吸引保持する該ウェーハを該保持面に吸引保持させてから、該圧力センサで測定する負圧値の変化によって該ウェーハ上面高さを測定する、請求項1または請求項2記載の加工装置。
【請求項4】
該テーブルは、該加工機構によって加工される該ウェーハを保持するチャックテーブルである、請求項1記載の加工装置。
【請求項5】
該テーブルは、該ウェーハを仮置きする仮置きテーブルである請求項1記載の加工装置。
【請求項6】
該テーブルは、該ウェーハを洗浄するスピンナ洗浄テーブルである請求項1記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハを搬送する搬送機構を備えた加工装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
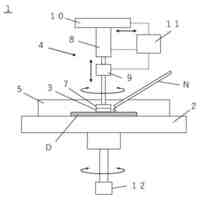
特許文献1に開示のように、ウェーハを研磨パッドで研磨する研磨装置は、チャックテーブルが保持したウェーハの上面に研磨パッドの下面を押し付けて研磨を行う。また、複数のウェーハを収容したカセットを研磨装置のカセットステージに配置し、カセットからチャックテーブルにウェーハを搬送している。カセットに収容されている複数のウェーハは、ウェーハ毎に厚み差がある。
【0003】
そのため、研磨の際に、ウェーハの上面に研磨パッドの下面が接触するまでの時間が、ウェーハ毎に異なっている。詳しくは、ウェーハの上方に位置する研磨パッドを高速で降下させてウェーハに接近させ、その後、研磨パッドの降下速度を低速にしてウェーハに接触させて研磨を行う。高速で下降する研磨パッドがウェーハに接触してウェーハを破損させないように、ウェーハの上にわずかな隙間が形成される高さ位置を設定して、その高さ位置まで研磨パッドを高速下降させている。そして、カセットに収納されている最も厚いウェーハに対して高速下降する研磨パッドが接触しないようにマージンを持たせて、高速下降から低速下降に切り替える高さ位置を設定している。このような理由から、ウェーハの厚み差によって研磨パッドが接触するまでの時間が大きくなり、研磨時間が長くなるという問題があった。この問題を解決して研磨時間を短くしたいという要求がある。
【0004】
また、研磨装置に搬送されたカセットに間違ったウェーハが収容されていないかを、研磨加工を行う前に知りたいという要求がある。
【0005】
また、研磨後のウェーハの厚みを測定することで、正常に研磨加工が完了したことを知りたいという要求がある。
【0006】
特許文献2や特許文献3に開示のように、加工装置が備える搬送機構に厚み測定用のセンサ類を追加して、ウェーハの厚みを測定することが知られている。搬送機構でウェーハの厚みを測定することにより、以上の各要求を満たすことができる。
【0007】
なお、研磨パッドによる研磨を行う研磨装置だけではなく、研削砥石による研削を行う研削装置や、切削ブレードによる切削を行う切削装置などにおいても、上記と同様の要求がある。例えば、研削装置において研削砥石を高速下降から低速下降に切り替える高さ位置や、切削装置において切削ブレードを高速下降から低速下降に切り替える高さ位置を、ウェーハ毎の厚みに応じて最適化することによって、研削時間や切削時間を短くできる。また、研削や切削を行う前のウェーハの厚みを測定することによって、間違ったウェーハが供給されていないかを判別できる。また、研削後のウェーハの厚みを測定することによって、研削砥石による研削加工が正常に完了したか否かを判別できる。従って、上記の要求は、研磨装置や研削装置や切削装置などを含む、ウェーハを加工する加工装置全般に対応したものである。
【先行技術文献】
【特許文献】
【0008】
特開2018-200960号公報
特開2021-053716号公報
特開2021-062418号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来は、搬送機構を用いてウェーハの厚みを測定する場合に、厚み測定用のセンサなどを追加する必要があり、装置構成が複雑で高価になるという問題があった。従って、研磨装置のようにウェーハを加工する加工装置は、安価にウェーハの厚みを測定するという課題がある。
【課題を解決するための手段】
【0010】
本発明の一態様は、保持面によってウェーハを保持するテーブルと、該ウェーハを加工する加工機構と、該テーブルに対して該ウェーハを搬送する搬送機構と、を備える加工装置であって、該搬送機構は、下面から該ウェーハの上面に向かって該ウェーハの外形及び該保持面の外形よりも小さいリング状にエアを噴射するエア噴射口を備え、該下面と該ウェーハの上面との間の該エア噴射口の内側の吸引領域を負圧にして該ウェーハを吸引保持する搬送パッドと、該吸引領域の気圧と大気圧との圧力差を測定する圧力センサと、該搬送パッドを昇降させる昇降機構と、該昇降機構によって昇降した該搬送パッドの高さを認識する高さ認識部と、該高さ認識部が認識した該搬送パッドの高さによって該ウェーハの厚みを測定する厚み測定機構と、を備え、該厚み測定機構は、該昇降機構によって該搬送パッドを該保持面に向かって下降させ該圧力センサで測定する負圧値が陽圧方向に変化したときの該搬送パッドの高さを保持面高さとして測定する保持面高さ測定部と、該昇降機構によって該搬送パッドを該保持面に向かって下降させ該搬送パッドの下面と該保持面との間に該ウェーハを介在させ該圧力センサで測定する負圧値が陽圧方向に変化したときの該搬送パッドの高さを該ウェーハ上面高さとして測定するウェーハ上面高さ測定部と、該保持面高さと該ウェーハ上面高さとの差を該ウェーハの厚みとして算出する厚み算出部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研削盤のワーク支持装置
今日
日清工業株式会社
両頭平面研削盤
13日前
株式会社松風
歯科用研磨材
1か月前
株式会社ナノテム
砥石
1か月前
株式会社土橋製作所
研磨装置
今日
株式会社ナノテム
砥石
21日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
20日前
ファクトリーファイブ株式会社
破損検出機構
21日前
住友重機械工業株式会社
研削制御装置及び研削方法
20日前
信越半導体株式会社
研磨布の洗浄方法
1か月前
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研磨装置
20日前
株式会社ディスコ
加工工具
今日
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
1か月前
信越半導体株式会社
研磨装置および研磨方法
今日
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
今日
トーヨーエイテック株式会社
立形研削盤
7日前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
株式会社荏原製作所
研磨装置および研磨方法
7日前
株式会社荏原製作所
研磨方法および研磨装置
28日前
株式会社ディスコ
被加工物の研削方法
1日前
株式会社荏原製作所
研磨方法および研磨装置
14日前
株式会社ディスコ
保持具及びケース
29日前
ニューエイジア カンパニー リミテッド
パイプ内面研磨装置
6日前
株式会社錦
研磨ブラシ、及びその製造方法
1か月前
株式会社ディスコ
加工装置及び汚れ監視方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ