TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024153318
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2023067132
出願日
2023-04-17
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
49/12 20060101AFI20241022BHJP(研削;研磨)
要約
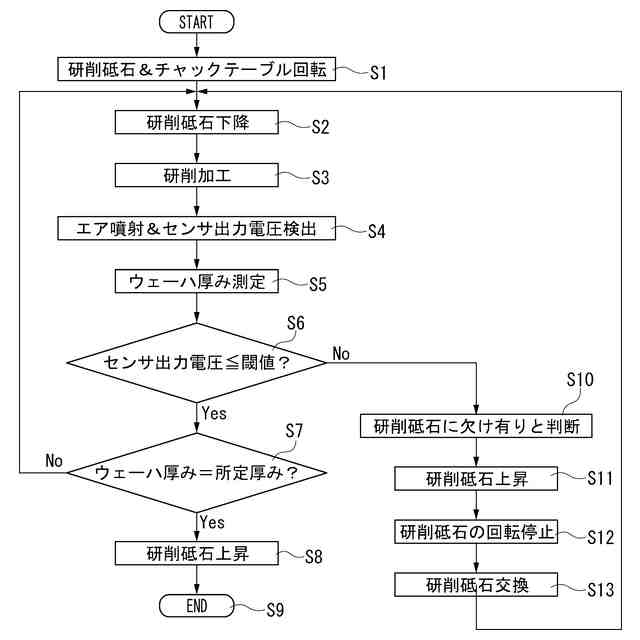
【課題】研削加工中の研削砥石の欠けを高精度に検出することができる研削装置を提供すること。
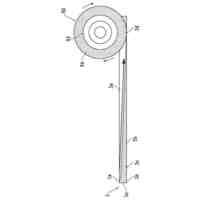
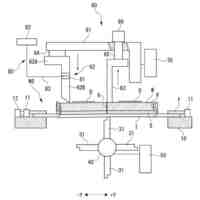
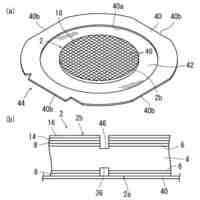
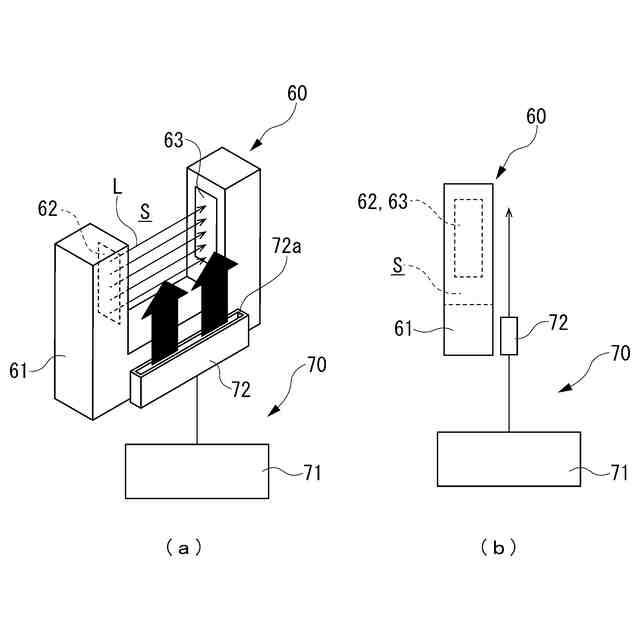
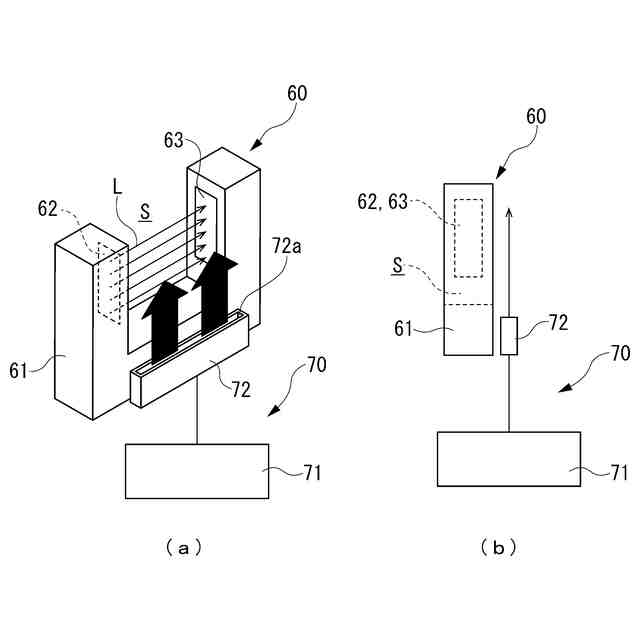
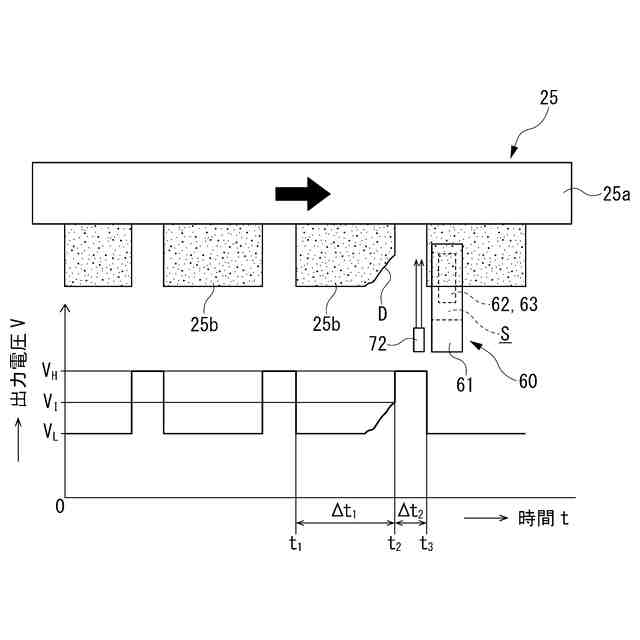
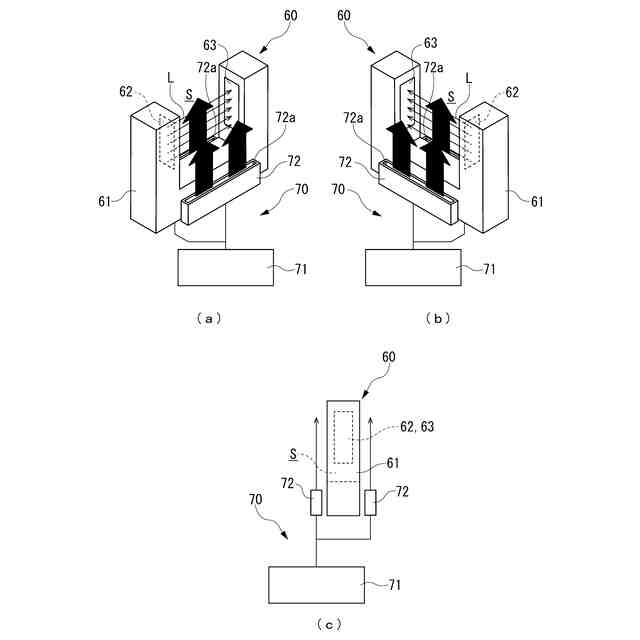
【解決手段】ウェーハ(被加工物)を保持するチャックテーブルと、複数の研削砥石が環状に配置された研削ホイールを装着可能な研削ユニットと、研削砥石とウェーハとが接触する接触部に研削水を供給する研削水供給ユニットと、チャックテーブルと研削ユニットとを垂直方向に相対的に移動させる垂直移動機構と、を備える研削装置は、回転する研削砥石が通過可能な隙間Sを設けて対向配置された発光部62と受光部63を備える光透過センサ60と、受光部63の受光量によって研削砥石の欠けの有無を判断する判断部と、光透過センサ60に向かってエアを噴射するエア噴射ユニット70を設けて構成される。
【選択図】図4
特許請求の範囲
【請求項1】
被加工物を保持するチャックテーブルと、
複数の研削砥石が環状に配置された研削ホイールを装着可能な研削ユニットと、
該研削砥石と該被加工物とが接触する接触部に研削水を供給する研削水供給ユニットと、
該チャックテーブルと該研削ユニットとを垂直方向に相対的に移動させる垂直移動機構と、
を備える研削装置であって、
回転する該研削砥石が通過可能な隙間を設けて対向配置された発光部と受光部を備える光透過センサと、
該受光部の受光量によって該研削砥石の欠けの有無を判断する判断部と、
該光透過センサに向かってエアを噴射するエア噴射ユニットと、
を設けたことを特徴とする研削装置。
続きを表示(約 390 文字)
【請求項2】
該エア噴射ユニットは、該発光部からの光の出射方向と直交する方向にエアを噴射する噴射口を備えることを特徴とする請求項1記載の研削装置。
【請求項3】
該噴射口は、該発光部と該受光部との間の隙間を、該研削砥石の進入側からエアカーテンで全幅に亘って遮蔽するよう該隙間の幅方向に沿って開口していることを特徴とする請求項2記載の研削装置。
【請求項4】
該噴射口は、該発光部と該受光部との間の隙間を、該研削砥石の進入側と退出側の両側からエアカーテンで全幅に亘って遮蔽するよう該隙間の幅方向に沿って開口していることを特徴とする請求項2記載の研削装置。
【請求項5】
該噴射口は、該発光部の発光面と該受光部の受光面に沿ってエアを噴射するよう該発光面と該受光面の近傍にそれぞれ開口していることを特徴とする請求項2記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
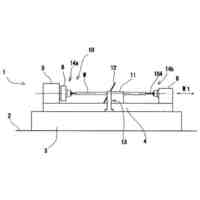
本発明は、チャックテーブルに保持されたウェーハなどの被加工物を研削砥石によって研削する研削装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、半導体デバイスの製造工程においては、円板状の半導体ウェーハ(以下、単に「ウェーハ」と称する)の表面が格子状に形成されたストリート(分割予定ライン)によって複数のデバイス領域に区画され、各デバイス領域にICやLSIなどのデバイスがそれぞれ形成される。そして、このように多数のデバイスが形成されたウェーハをストリートに沿って分割することによって、複数のチップが製造される。
【0003】
而して、近年の電子機器の薄型化や小型化などの要求に応えるため、ウェーハを分割する前に該ウェーハの裏面を研削装置によって研削することによって、ウェーハを所定の厚みまで薄化することが行われている。ここで、研削装置においては、チャックテーブルに保持されたウェーハが、回転する研削砥石によって研削されるが、研削加工中、研削砥石とウェーハとの接触部(研削部)には、研削屑の除去や冷却を目的として研削水が供給される。
【0004】
ところで、硬い被加工物を研削砥石で研削する場合、研削砥石を被加工物に強い力で押し付けて該研削砥石の砥粒を被加工物に噛み込ませて研削しているため、研削砥石に欠けが発生し、この研削砥石の欠けが被加工物の研削結果に悪影響を及ぼすという問題が発生する。そして、欠けが発生した研削砥石をそのまま使用し続けると、研削砥石の欠けた部分と被加工物の角部分(被加工物の外周部)とが衝突し、被加工物が割れるという問題が発生する。
【0005】
そこで、特許文献1には、研削砥石の欠けを光学的に検出する欠け検出手段を設けた研削装置が提案されている。この研削装置に設けられた欠け検出手段は、研削砥石が進入可能な隙間を隔てて対向配置された発光部と受光部を備える光透過センサと、受光部の受光量(出力電圧)によって研削砥石に欠けが発生したか否かを判断する判断部によって構成されており、判断部は、受光部の受光量(出力電圧)が予め設定された閾値以上である場合に研削砥石に欠けが発生したものと判断する。
【先行技術文献】
【特許文献】
【0006】
特開2017-127936号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1において提案された研削装置においては、ウェーハの研削加工中は研削砥石の欠けを検出することができない。その理由は、研削加工中においては、前述のように研削砥石とウェーハとの接触部(研削部)に研削水が供給されており、この研削水が研削砥石の回転によって周囲に飛散し、飛散する研削水や該研削水に含まれる研削屑が光透過センサの発光部や受光部に付着するため、欠け検出手段による研削砥石の欠けの光学的な検出精度が低下するためである。このため、欠け検出手段による研削砥石の欠けの検出は、研削を行っていないタイミング(フルオートスタート前または後、もしくはウェーハごとの加工入れ替え時など)で行っている。
【0008】
したがって、特許文献1において提案された研削装置では、研削加工中において研削砥石に欠けが発生した瞬間の欠けの検出はできず、少なくとも1枚のウェーハについては割れなどの問題が発生する可能性がある。
【0009】
本発明は、上記問題に鑑みてなされたもので、その目的は、研削加工中の研削砥石の欠けを高精度に検出することができる研削装置を提供することにある。
【課題を解決するための手段】
【0010】
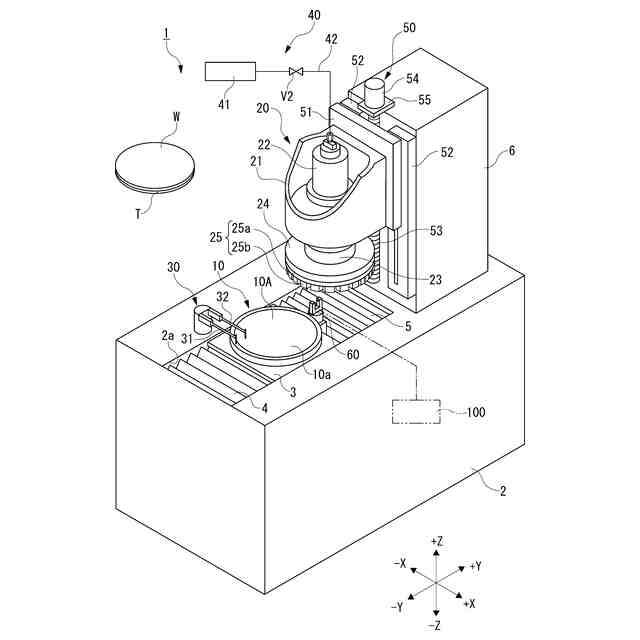
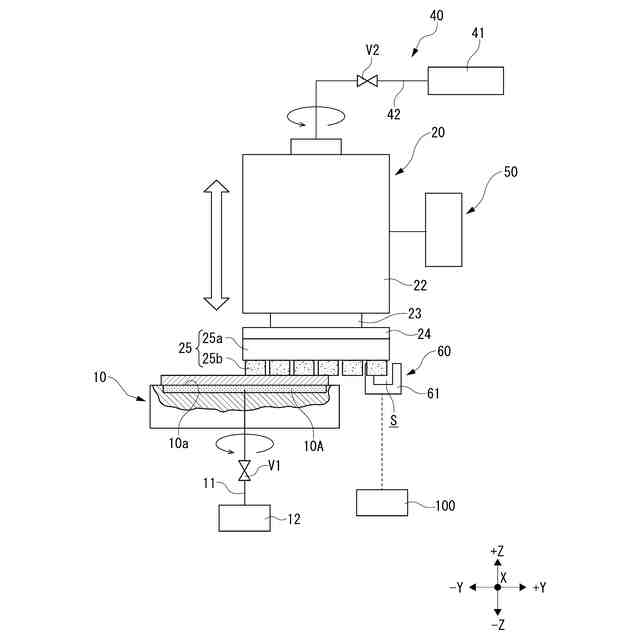
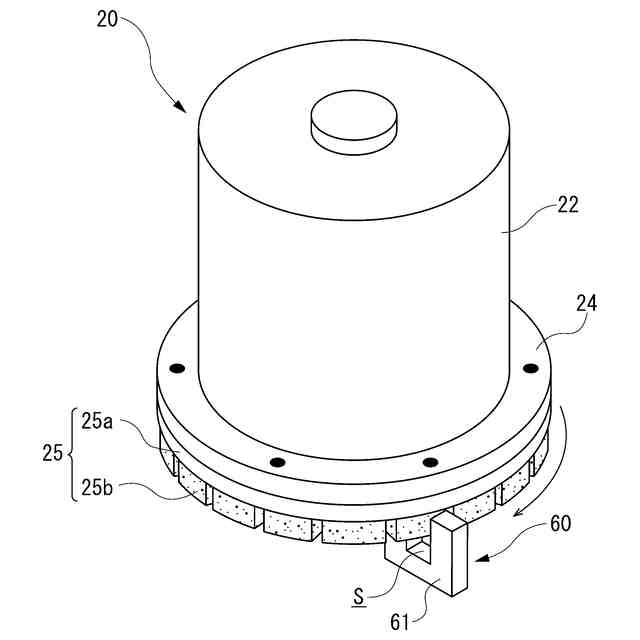
上記目的を達成するための本発明は、被加工物を保持するチャックテーブルと、複数の研削砥石が環状に配置された研削ホイールを装着可能な研削ユニットと、該研削砥石と該被加工物との接触部に研削水を供給する研削水供給ユニットと、該チャックテーブルと該研削ユニットとを垂直方向に相対的に移動させる垂直移動機構と、を備える研削装置であって、回転する該研削砥石が通過可能な隙間を設けて対向配置された発光部と受光部を備える光透過センサと、該受光部の受光量によって該研削砥石の欠けの有無を判断する判断部と、該光透過センサに向かってエアを噴射するエア噴射ユニットと、を設けたことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
貼着方法
9日前
株式会社ディスコ
切削装置
9日前
株式会社ディスコ
被覆装置
9日前
株式会社ディスコ
板状物の加工方法
9日前
株式会社ディスコ
被加工物の加工方法
9日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
4日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
2日前
株式会社ディスコ
ワークセット形成方法、及び、テープマウンタ
9日前
株式会社ディスコ
保護膜形成方法
2日前
個人
両軸回転ヤスリ
3か月前
個人
研削盤のワーク支持装置
4か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
株式会社精工技研
研磨装置および研磨方法
18日前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
10日前
日本特殊研砥株式会社
超弾性砥石
12日前
株式会社ディスコ
加工装置
1か月前
NTN株式会社
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ツガミ
円筒研削盤
4か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
株式会社マキタ
サンダ
1か月前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
17日前
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ