TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024165996
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023092760
出願日
2023-05-18
発明の名称
研削盤のワーク支持装置
出願人
個人
代理人
主分類
B24B
41/06 20120101AFI20241121BHJP(研削;研磨)
要約
【課題】ワークの研削点における砥石切込み方向での変位量を少なくし、研削精度を向上させる支持装置を提供する。
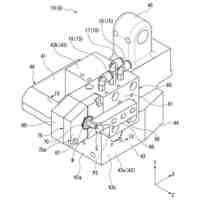
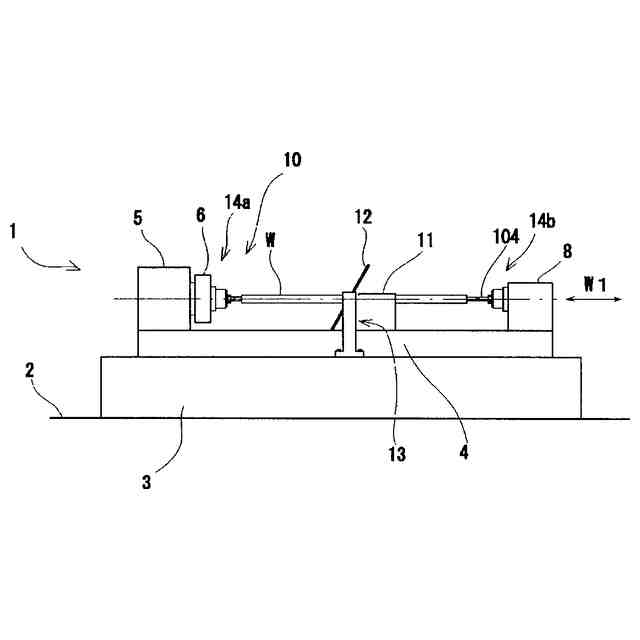
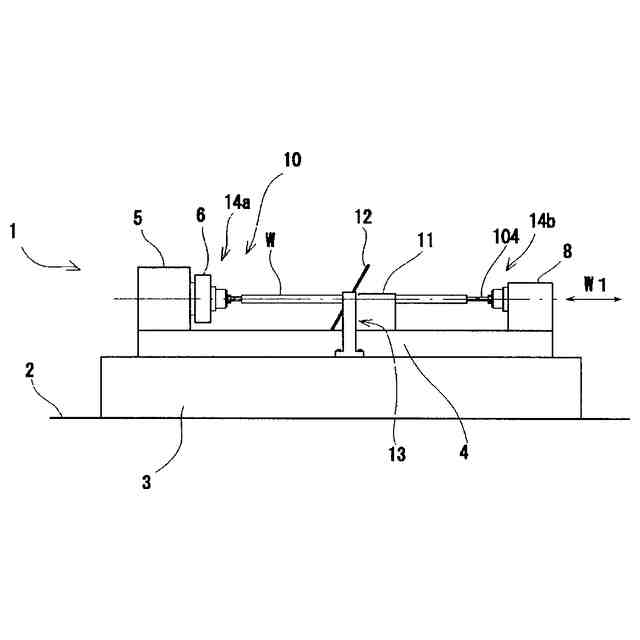
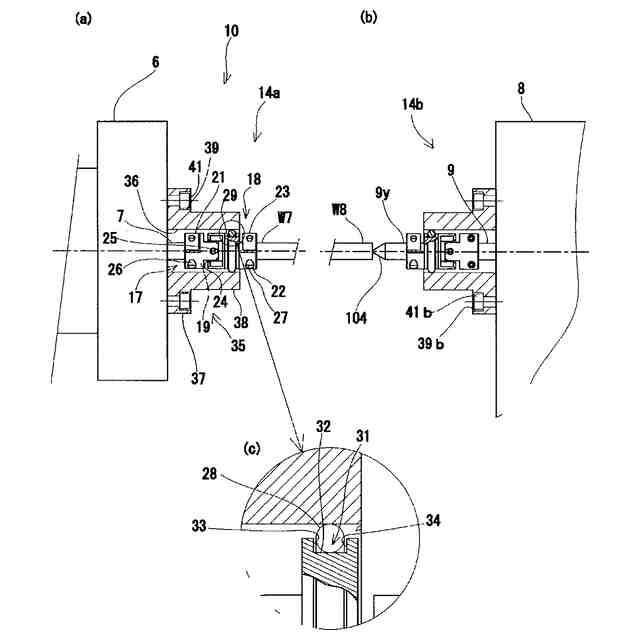
【解決手段】本発明におけるワーク支持装置10は、断面円形の長尺のワークWの両端及び中途位置を回転可能に支持し、ワークWの外周面を砥石12で研削加工する研削盤1のワーク支持装置10であって、ワークWの両端をそれぞれ回転可能に支持する端部支持部14と、ワークWの中途位置を回転可能に支持する中間支持部13と、端部支持部14に設けられワークWの端部をワークWの長手方向と直交する方向に移動させるフローティング部17と、を備え、ワークWの両端をそれぞれ支持する端部支持部14と中間支持部13との間で芯ずれが生じワークWが一直線上に支持されず曲がりを生じている場合は、フローティング部17がワークWの長手方向と直交する方向に移動することにより芯ずれを吸収する。
【選択図】図1
特許請求の範囲
【請求項1】
断面円形の長尺のワークの両端及び中途位置を回転可能に支持し、ワークの外周面を砥石で研削加工する研削盤のワーク支持装置であって、
ワークの両端をそれぞれ回転可能に支持する端部支持部と、
ワークの中途位置を回転可能に支持する中間支持部と、
前記端部支持部に設けられワークの端部をワークの長手方向と直交する方向に移動させるフローティング部と、を備え、
ワークの両端をそれぞれ支持する前記端部支持部と前記中間支持部との間で芯ずれが生じワークが一直線上に支持されず曲がりを生じている場合は、前記フローティング部がワークの長手方向と直交する方向に移動することにより前記芯ずれを吸収するワーク支持装置。
続きを表示(約 1,300 文字)
【請求項2】
前記フローティング部は、
円筒状の内周面を有するハウジングと、
前記ハウジングの中に配置されたカップリングと、
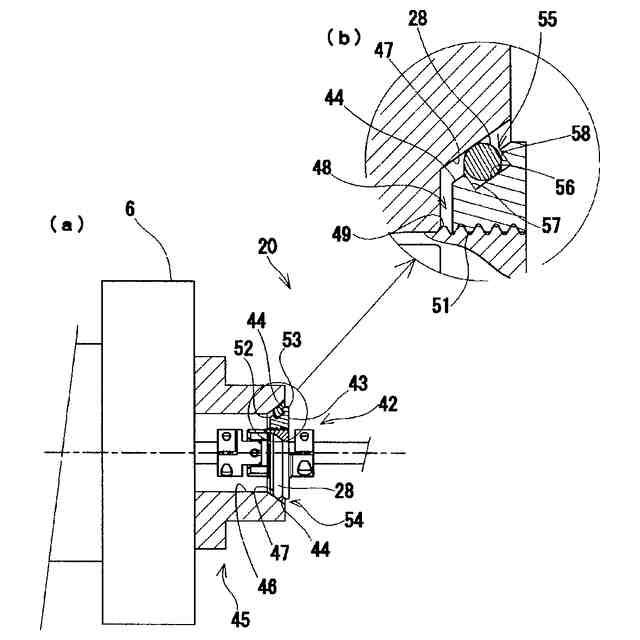
前記ハウジングの内周面と前記カップリングの外周面との間に配置された弾性部材と、を有する請求項1に記載のワーク支持装置。
【請求項3】
前記カップリングの外周面には円環状のリング部が装着され、前記リング部の外周面には円錐状の第1傾斜面が形成され、前記ハウジングの内周面には前記第1傾斜面と対向する第2傾斜面が形成され、前記第1傾斜面と前記第2傾斜面との間に前記弾性部材が配置され、前記リング部を前記カップリングの長手方向に移動するための移動部が設けられ、前記移動部により前記第1傾斜面と前記第2傾斜面との間隔を調整可能な請求項2に記載のワーク支持装置。
【請求項4】
前記移動部は、前記カップリングの外周面に形成された雄ねじ部と、前記リング部の内周面に形成された雌ねじ部である請求項3に記載のワーク支持装置。
【請求項5】
断面円形の長尺のワークの中途位置を回転可能に支持し、ワークの外周面を砥石で研削加工する研削盤のワーク支持装置であって、
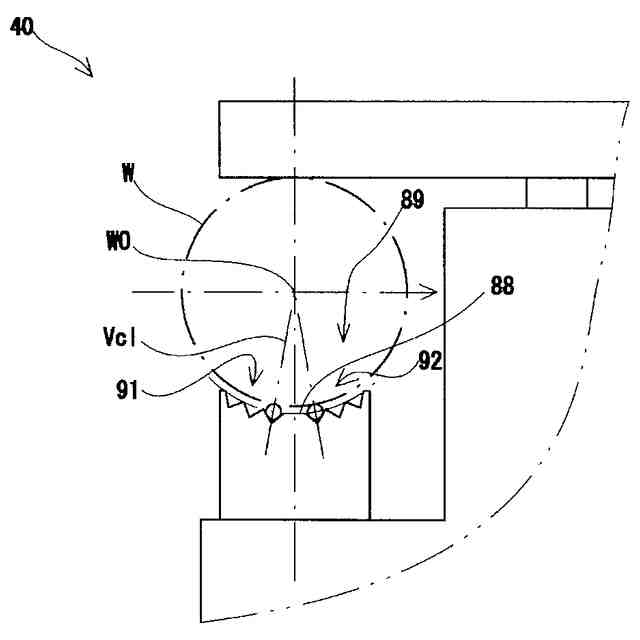
ワークの外周面をラジアル方向から3点支持し、
前記3点のうち、第1の支持点がワークの軸線よりも上方に位置し、
第2及び第3の支持点がワークの軸線よりも下方であって、ワークの軸線を通る鉛直線の両側にそれぞれ位置し、
前記第2の支持点及び前記第3の支持点の位置を可変とする支持位置可変部を備えるワーク支持装置。
【請求項6】
前記第1の支持点が含まれる平面を有する上部支持板と、
前記第2の支持点が含まれる曲面を有するワークWと平行に配置された下部第1棒体と、
前記第3の支持点が含まれる曲面を有するワークWと平行に配置された下部第2棒体と、を備え、
前記第1の支持点はワークの軸線を通る鉛直線上に位置する請求項5に記載のワーク支持装置。
【請求項7】
前記支持位置可変部は、
前記下部第1棒体と前記下部第2棒体とを支持する下部支持部と、
前記下部支持部のワーク側に向いた上面部と、
前記上面部に形成されたワークの長手方向と平行な複数の溝部と、
により構成され、
前記下部第1棒体及び前記下部第2棒体は前記複数の溝部の内の任意の溝部に配置できる請求項6に記載のワーク支持装置。
【請求項8】
前記溝部は断面形状がV字形状を有するV字溝として形成されている請求項7に記載のワーク支持装置。
【請求項9】
前記上面部が円弧の凹面形状に形成された請求項8に記載のワーク支持装置。
【請求項10】
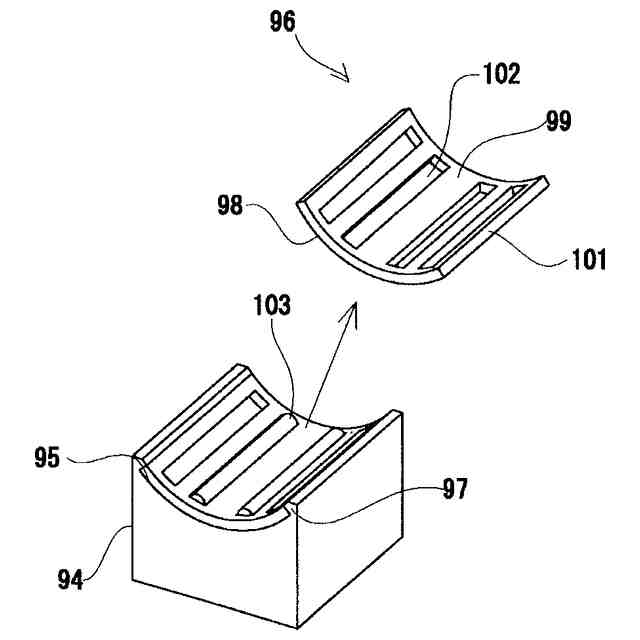
前記支持位置可変部は、前記下部支持部のワーク側に向いた上面部に重ねて載置されワークの長手方向と平行な複数の長孔を有するケージにより構成され、前記下部第1棒体及び前記下部第2棒体は前記複数の長孔の内の任意の長孔に配置でき、前記上面部が円弧の凹面形状に形成された請求項6に記載のワーク支持装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削加工中のワークの両端及び中途位置を回転可能に支持するワーク支持装置に関し、特にワークの外周面に螺旋状のねじ溝を研削加工する研削盤におけるワーク支持装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
研削盤で長尺丸棒状のワークの外周面を研削するには、砥石が圧接されるワークの研削点において、砥石切込み方向でのワークの変位量を少なくする必要がある。研削加工中にワークが砥石切込み方向において変位すると、研削加工後のワークの断面形状や断面寸法が、ワークの長手方向のところどころにおいて変化してしまい、研削精度に悪影響を与えるからである。この変位量を少なくするために各種支持装置が用いられている。
【0003】
特許文献1には、ワークを挟んで砥石と対向する位置に、砥石切込み方向へ移動可能な押圧子を設け、ワークに砥石が切り込まれ撓むことにより発生する砥石切込み方向における変位量を検出すると共に、検出した変位量に基づいて押圧子をワークに向けて移動させ、研削時のワークの撓み量を減少させる支持装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-1656号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された支持装置にあっては、ワークに砥石が切り込まれ撓むことにより発生するワークの変位の他に、ワークが砥石切込み方向において変位する原因が2つあると考えられる。まず、特許文献1の支持装置では、ワークを両端及び中央の合計3点で支持している。しかし、両端と中央との3点を完全な一直線上に設置することは困難であり、3点間において芯ずれが生じるおそれがある。3点間において芯ずれが生じている状態では、ワークにわずかながら曲がりが生じている。ワークが曲がった状態で、砥石に対してワークを相対的に長手方向へ平行移動させるトラバース研削を行うと、ワークが砥石の切込み方向で変位してしまい、研削精度が悪化する。
【0006】
次の要因としては、特許文献1の支持装置では、押圧子が砥石切込み方向において砥石と対向するようにワークと接触している点が挙げられる。ワークの外径部には、真円度や円筒度において形状誤差が存在するため、砥石切込み方向において砥石の反対側からワークと接触する構造では、ワークの外径部における形状誤差により、ワークが砥石の切込み方向で変位してしまうおそれがある。
【0007】
ワークが砥石切込み方向において変位するこれらの原因を解消するために、特許文献1に記載された支持装置にあっては、ワークの変位量を検出するセンサーや押圧子を駆動させるアクチュエータ、及び制御装置が必要となり、装置が複雑となっていると考えられる。
【0008】
本発明は、上記の課題に鑑みなされたものであり、ワークを両端部と中央部との3点で支持することによる芯ずれの影響及び押圧子がワークと砥石切込み方向において接触することによる、ワーク形状誤差の影響をなくすことにより、制御装置等を用いない簡単な構造で、ワークの研削点における砥石切込み方向での変位量を少なくし、研削精度を向上させる支持装置を提供する。なお、ワークに砥石が切り込まれ撓むことにより発生する砥石切込み方向の変位量は、ワークの研削点におけるワーク支持部に必要な剛性を持たせることで低減できるものと考えられる。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のワーク支持装置は、断面円形の長尺のワークの両端及び中途位置を回転可能に支持し、ワークの外周面を砥石で研削加工する研削盤のワーク支持装置であって、ワークの両端をそれぞれ回転可能に支持する端部支持部と、ワークの中途位置を回転可能に支持する中間支持部と、端部支持部に設けられワークの端部をワークの長手方向と直交する方向に移動させるフローティング部と、を備え、ワークの両端をそれぞれ支持する端部支持部と中間支持部との間で芯ずれが生じワークが一直線上に支持されず曲がりを生じている場合は、フローティング部がワークの長手方向と直交する方向に移動することにより芯ずれを吸収する。
【0010】
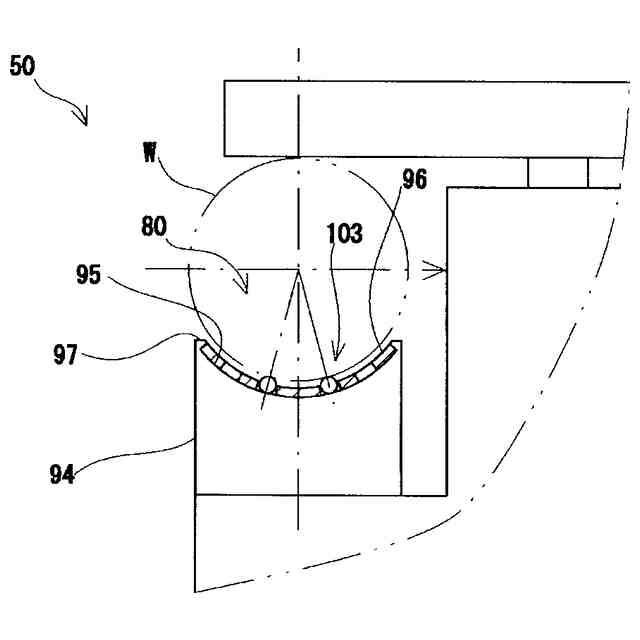
また、本発明のワーク支持装置は、断面円形の長尺のワークの中途位置を回転可能に支持し、ワークの外周面を砥石で研削加工する研削盤のワーク支持装置であって、ワークの外周面をラジアル方向から3点支持し、3点のうち、第1の支持点がワークの軸線よりも上方に位置し、第2及び第3の支持点がワークの軸線よりも下方であって、ワークの軸線を通る鉛直線の両側にそれぞれ位置し、第2の支持点及び第3の支持点の位置を可変とする支持位置可変部を備える。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
4か月前
個人
研磨体
4日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
トヨタ自動車株式会社
外径測定方法
5か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
シンクス株式会社
ボード切断装置
18日前
株式会社リブラ
ブラスト加工装置
2か月前
株式会社IHI
ブラストガン
3か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
トヨタ自動車株式会社
バリ取り装置
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
中村留精密工業株式会社
レンズ保持装置
13日前
株式会社ディスコ
加工方法
12日前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
リックス株式会社
ドライアイス噴射装置
4か月前
NTN株式会社
加工装置
3か月前
嘉澤端子工業股分有限公司
グラインダー
18日前
信越半導体株式会社
洗浄処理装置
4か月前
株式会社ディスコ
加工装置
3か月前
株式会社マキタ
サンダ
3か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
4か月前
セイコーインスツル株式会社
研削盤
12日前
株式会社荏原製作所
研磨装置
4か月前
株式会社IHI
加工方法
23日前
富士紡ホールディングス株式会社
研磨パッド
2か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ