TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064379
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174086
出願日
2023-10-06
発明の名称
板状物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20250410BHJP(基本的電気素子)
要約
【課題】板状物を効率的に加工する。
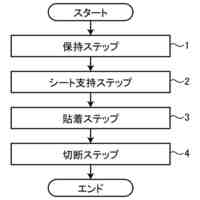
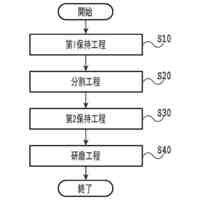
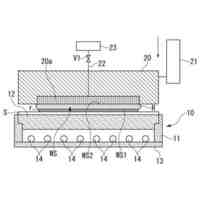
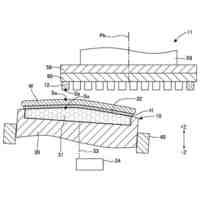
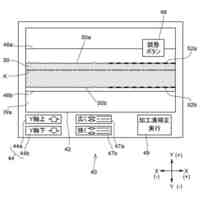
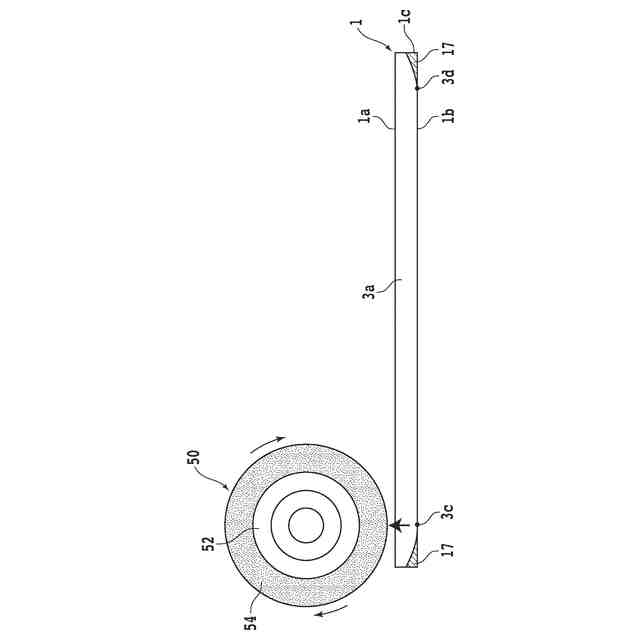
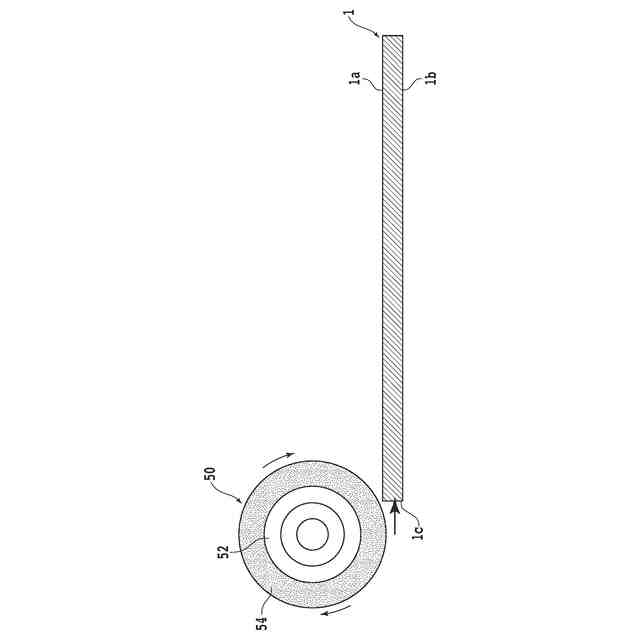
【解決手段】互いに交差する複数の分割予定ラインが設定された板状物の加工方法であって、保持テーブルで該板状物を保持する保持ステップと、該保持テーブルで保持された該板状物を円環状の切削ブレードにより該分割予定ラインに沿って切削して切削溝を該板状物に形成する切削ステップと、を備え、該切削ステップは、該切削ブレードを該板状物に切り込ませる切り込みステップと、該板状物の上面に垂直な深さ方向と、該分割予定ラインに平行な進行方向と、の両方に成分を有する斜め方向に沿って該板状物及び該切削ブレードを相対的に移動させ、該板状物を該切削ブレードで該板状物の下面まで切削する斜め切削ステップと、該進行方向の逆方向に該切削ブレードで該板状物を切削する戻り切削ステップと、該切削ブレードを該板状物から脱離させる脱離ステップと、を含む。
【選択図】図6
特許請求の範囲
【請求項1】
互いに交差する複数の分割予定ラインが設定された板状物の加工方法であって、
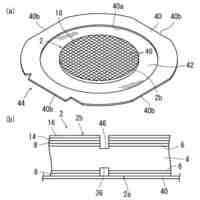
該板状物をシートに固定する固定ステップと、
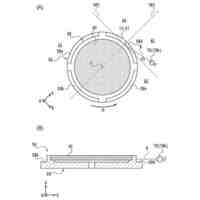
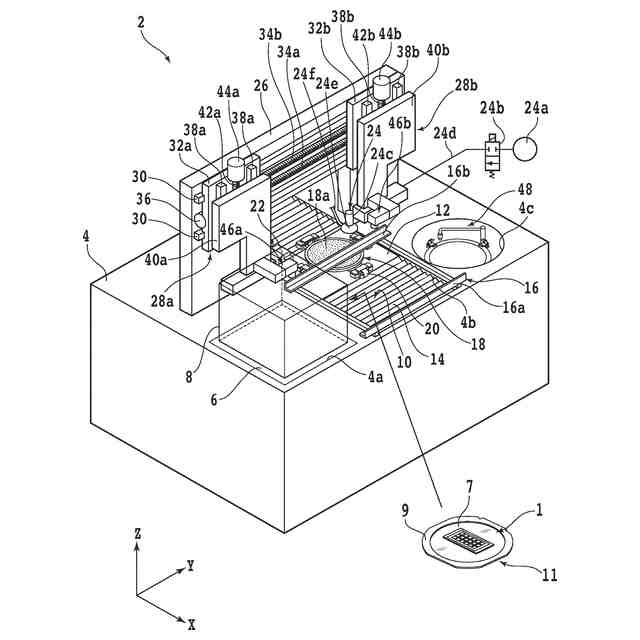
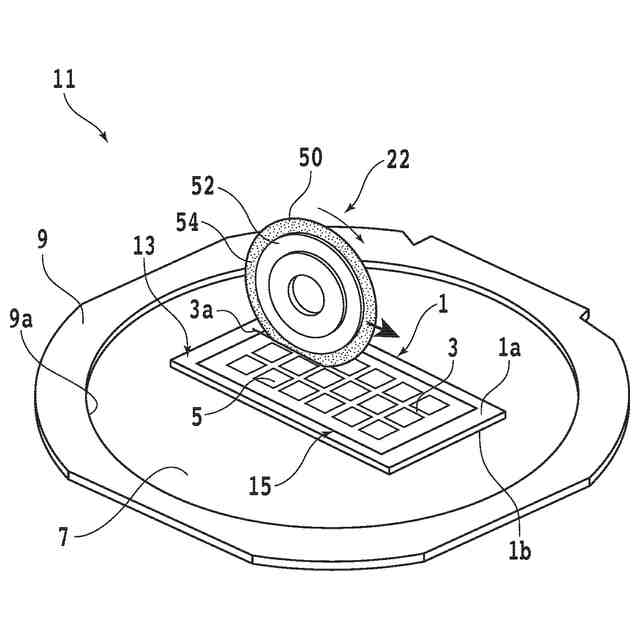
該シートを介して該板状物を保持テーブルに載せ、該保持テーブルで該板状物を保持する保持ステップと、
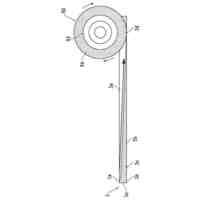
該保持テーブルで保持された該板状物を円環状の切削ブレードにより該分割予定ラインに沿って切削して切削溝を該板状物に形成する切削ステップと、を備え、
該切削ステップは、
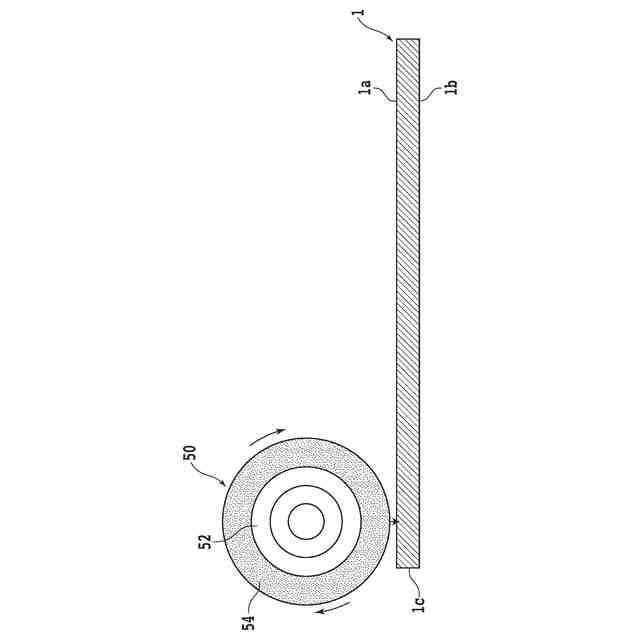
該切削ブレードを該分割予定ラインに沿って該板状物に切り込ませて該板状物の切削加工を開始する切り込みステップと、
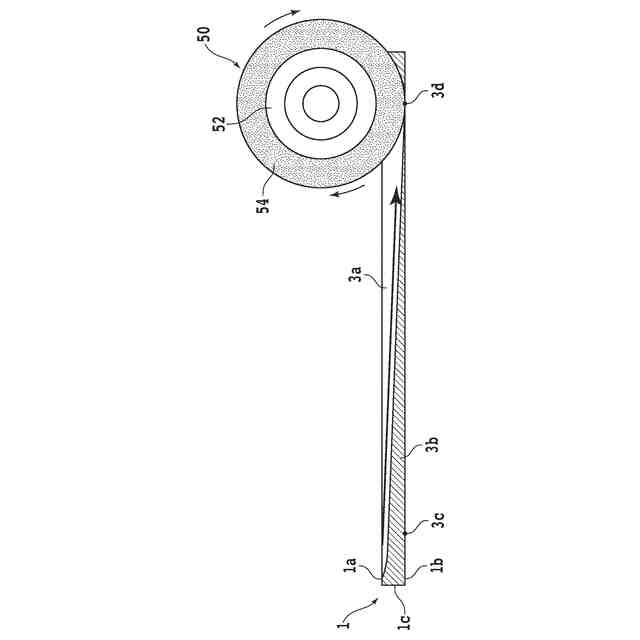
該切り込みステップの後、該板状物の上面に垂直な深さ方向と、該分割予定ラインに平行な進行方向と、の両方に成分を有する斜め方向に沿って該板状物及び該切削ブレードを相対的に移動させ、該板状物を該切削ブレードで該板状物の下面まで切削する斜め切削ステップと、
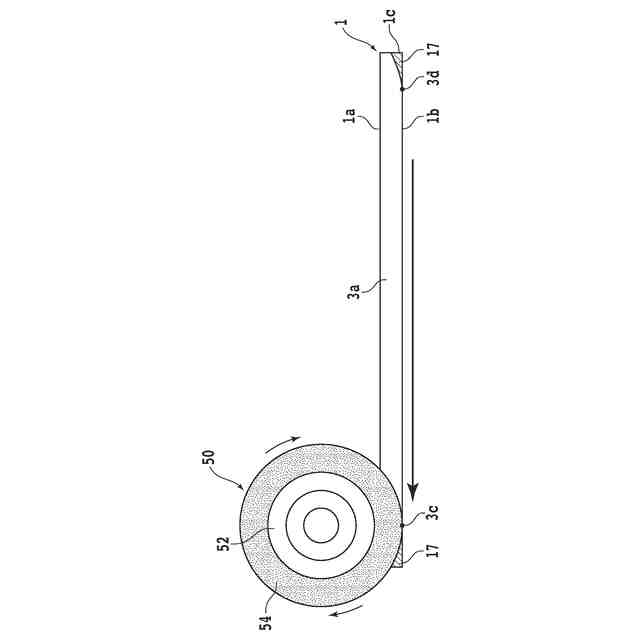
該斜め切削ステップの後、該進行方向の逆方向に該切削ブレードで該板状物を切削する戻り切削ステップと、
該戻り切削ステップの後、該切削ブレードを該板状物から該深さ方向の逆方向に脱離させる脱離ステップと、を含み、
該切削ステップにより、該板状物の該下面に貫通した該切削溝を該分割予定ラインに沿って形成するとともに、該板状物の該下面において該切削溝と、該板状物の外周と、の間に未切削領域を残すことを特徴とする板状物の加工方法。
続きを表示(約 760 文字)
【請求項2】
該切削ステップの該切り込みステップでは、該板状物の該上面から該切削ブレードを該板状物に切り込ませることを特徴とする請求項1に記載の板状物の加工方法。
【請求項3】
該切削ステップの該切り込みステップでは、該切削ブレードの下端を該板状物と重ならない領域において該板状物の該上面と、該下面と、の間の高さ位置に位置付けて、該進行方向に沿って該切削ブレード及び該板状物を相対的に移動させて該切削ブレードを該板状物に切り込ませることを特徴とする請求項1に記載の板状物の加工方法。
【請求項4】
該切削ステップは、該斜め切削ステップの後、該戻り切削ステップの前、該進行方向に沿って該切削ブレードで該板状物を切削する送り切削ステップをさらに含むことを特徴とする請求項1から請求項3のいずれかに記載の板状物の加工方法。
【請求項5】
該切削ステップは、該戻り切削ステップの後、該脱離ステップの前、該進行方向に沿って該切削ブレードで該板状物を切削する送り切削ステップをさらに含むことを特徴とする請求項1から請求項3のいずれかに記載の板状物の加工方法。
【請求項6】
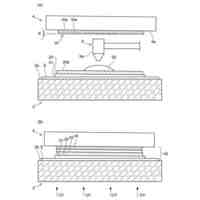
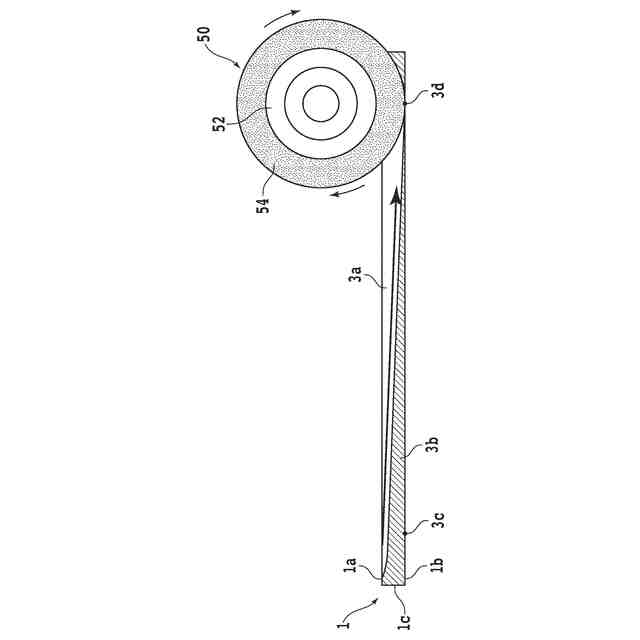
該切削ステップの後、該切削溝に沿って該板状物及び噴射ノズルを相対的に移動させつつ該噴射ノズルから該切削溝に沿って該板状物に高圧流体を噴射する流体噴射ステップをさらに備え、
該流体噴射ステップでは、該切削溝に露出する該板状物の一方の面に沿って該噴射ノズルから該板状物に該高圧流体が噴射され、該未切削領域と重なる領域に該高圧流体が噴射され、該切削溝に露出する該板状物の他方の面に沿って該板状物に該高圧流体が噴射されることを特徴とする請求項1から請求項3のいずれかに記載の板状物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、互いに交差する複数の分割予定ラインが設定された板状物を分割予定ラインに沿って切削して切削溝を形成する板状物の加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
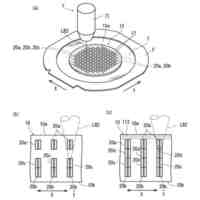
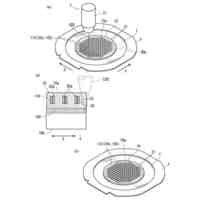
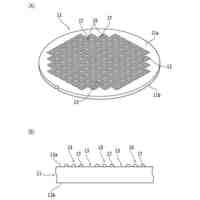
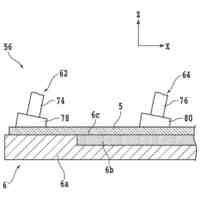
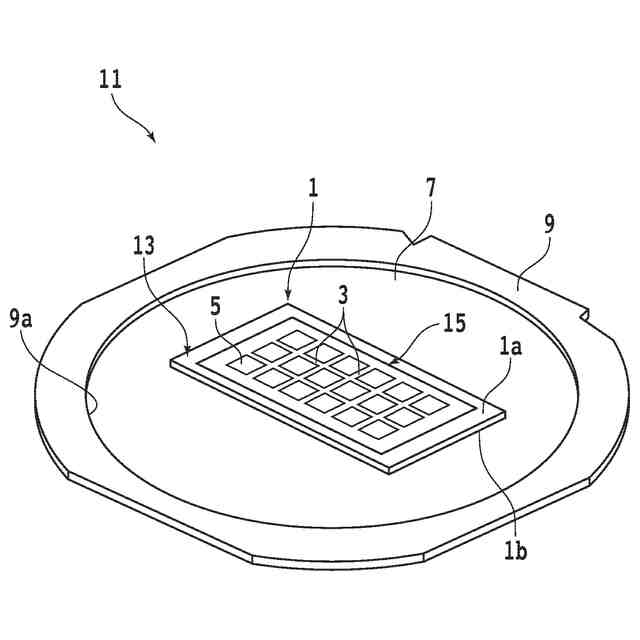
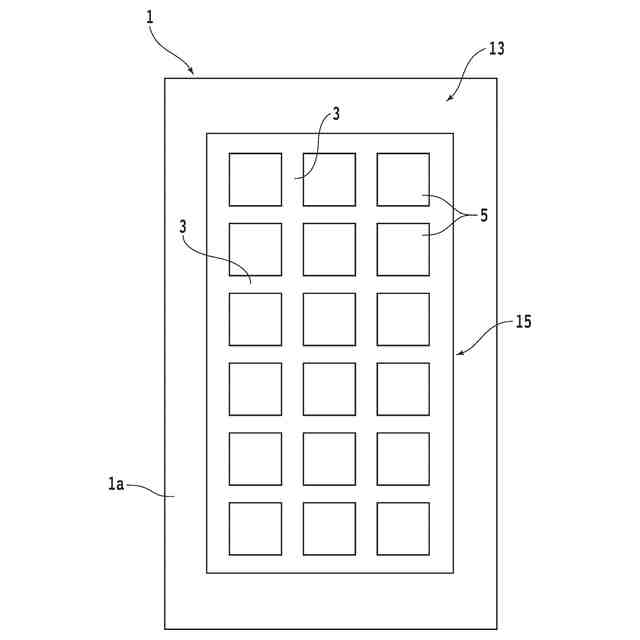
金属製の基板に半導体デバイスが搭載され、電極や配線等の構造物とともに半導体デバイスがモールド樹脂によって被覆されて形成されたパッケージ基板が知られている。板状のパッケージ基板には格子状に分割予定ラインが設定されており、分割予定ラインによって区画された各領域に半導体デバイスが配置されている。パッケージ基板を分割予定ラインに沿って分割すると、CSP(Chip Size Package)やQFN(Quad Flat Non-Leaded Package)等と呼ばれるパッケージチップが得られる。
【0003】
パッケージ基板等の板状物は、例えば、回転する円環状の切削ブレードによる切削により分割される(例えば、特許文献1参照)。そして、パッケージ基板が切削されて製造されるパッケージチップの外周には、金属材料で形成された電極等が露出する。すなわち、パッケージ基板の切削時には切削ブレードが電極等に切り込む。このときに、電極等を構成する金属材料が切削ブレードにより引き延ばされるため、パッケージチップの外周には露出した電極等から連なる金属のバリが発生しやすい。
【0004】
パッケージチップの外周にバリが突き出していると、電極同士がバリで接続されてショートする場合や、パッケージチップを実装対象に実装する際にバリが干渉する場合があり、問題となる。そこで、パッケージ基板等の板状物において、純水等の流体を高圧で切削溝に沿って噴射してバリを除去することが知られている(特許文献2、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
特開2007-258590号公報
特開2016-157722号公報
特開2018-186133号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
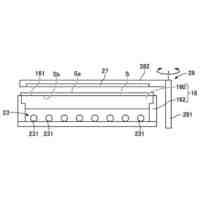
高圧流体は、例えば、切削溝で分割された板状物のそれぞれの端面に向けて噴射される。すなわち、切削溝で分割された板状物の一方の面に沿って高圧流体が噴射された後、切削溝で分割された板状物の他方の面に沿って高圧流体が噴射される。その間、高圧流体を噴射するノズルは切削溝を跨いで移動することになり、このときに高圧流体が切削溝の底に向けて噴射される。
【0007】
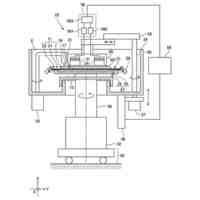
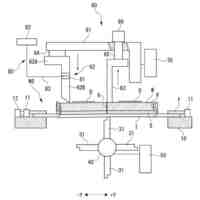
なお、分割される板状物の底面には、予め、ダイシングテープと呼ばれる糊層付きのシートが貼り付けられる。そして、板状物は、シートを介して切削装置の保持テーブル(チャックテーブル)に吸引保持されて切削される。そのため、高圧流体が板状物に形成された切削溝の底に向けて噴射されると、シートに高圧流体が当たりシートが破れ、保持テーブルの負圧が漏れて保持エラーが生じるとの問題が発生することがあった。
【0008】
そこで、板状物の外周よりも内側で板状物に切削ブレードを切り込ませ、切削ブレード及び板状物を相対的に移動させ、切削ブレードが板状物の外周に達する前に切削ブレードを上方に移動させることが考えられる。これにより外周余剰領域において未切削領域を残したとき、高圧流体を噴射する噴射ノズルが未切削領域を経由できるようになり、切削溝を跨いで移動しなくて済む。すなわち、高圧流体が切削溝の底に向けて噴射されることはなく、板状物が固定されたシートに高圧流体が直接的に噴射されることがない。
【0009】
しかしながら、板状物の外周よりも内側で板状物に切削ブレードを切り込ませる場合、板状物の上面に対して垂直な方向から切削ブレードを板状物に切り込ませるとき、板状物に切削ブレードが当たる際の衝撃を切削ブレードや板状物が受ける。また、切削ブレードをさらに下降させる過程において、切削ブレードに径方向内側に向いた力がかかる。切削ブレードは、径方向内側に向いた力に対して大きな機械的強度をもたない。
【0010】
そのため、切削ブレードを下降させる過程で切削ブレードや板状物に割れが生じやすい。切削ブレードの損傷を防ぐために切削ブレードを低速で下降せざるを得ず、これにより板状物の加工の所要時間が長くなり、加工効率が上がらないとの問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
貼着方法
1か月前
株式会社ディスコ
加工方法
20日前
株式会社ディスコ
洗浄装置
17日前
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
板状物の加工方法
1か月前
株式会社ディスコ
保護部材形成装置
2日前
株式会社ディスコ
チップの製造方法
6日前
株式会社ディスコ
ウエーハの分割方法
16日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
保護部材の形成方法
16日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウェーハの研削方法
2日前
株式会社ディスコ
保護部材の固定方法
5日前
株式会社ディスコ
調整方法、及び、研削装置
20日前
株式会社ディスコ
加工装置、及び、加工方法
20日前
株式会社ディスコ
バリ除去装置、バリ除去方法
2日前
株式会社ディスコ
チャックテーブル及び加工装置
2日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
26日前
株式会社ディスコ
システム、制御方法、及び、プログラム
16日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
24日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
6日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
17日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
3日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
3日前
株式会社ディスコ
保護膜形成方法
24日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
5日前
APB株式会社
二次電池
3日前
甲神電機株式会社
変流器
9日前
ローム株式会社
半導体装置
5日前
株式会社GSユアサ
蓄電装置
16日前
オムロン株式会社
電磁継電器
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ