TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068340
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178168
出願日
2023-10-16
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20250421BHJP(基本的電気素子)
要約
【課題】基板の端部の影響による加工不良を抑制することができる加工方法を提供すること。
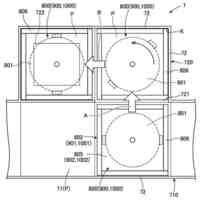
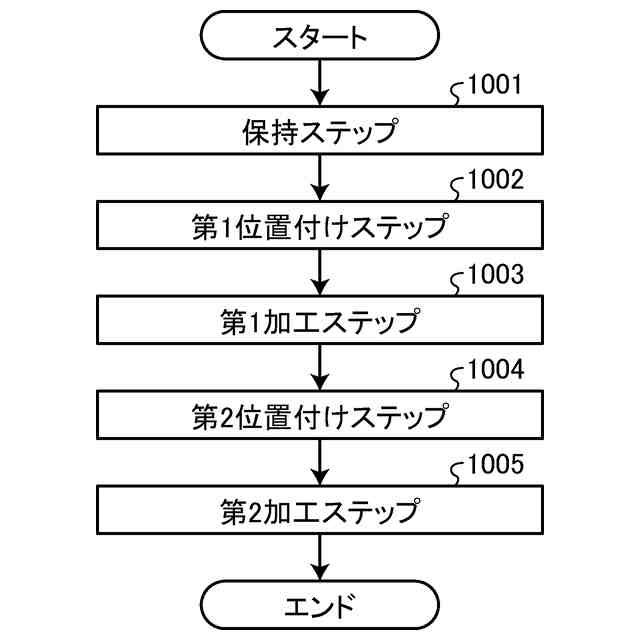
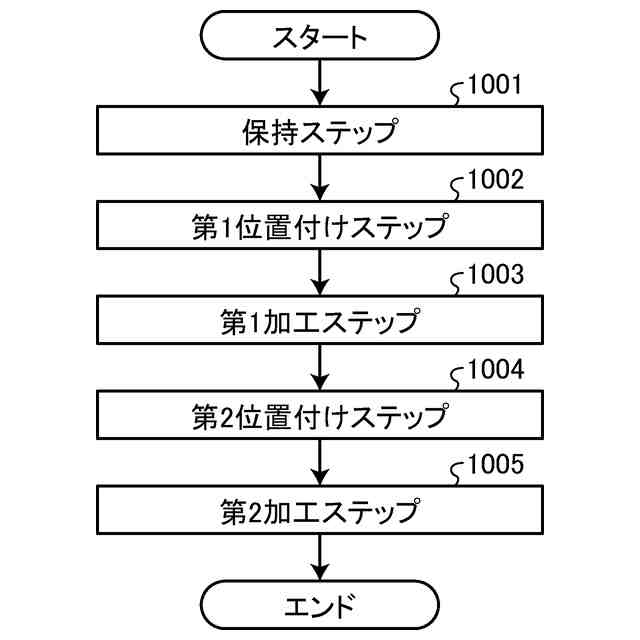
【解決手段】加工方法は、保持テーブルと、バイトホイールを有するバイト切削ユニットと、加工送りユニットと、加工位置変更ユニットとを備えるバイト切削装置を用いて基板をバイト切削する方法であって、保持テーブルで基板を保持する保持ステップ1001と、基板のX方向における一端側より所定量内側にバイト工具の外縁を位置付ける第1位置付けステップ1002と、基板をバイト切削する第1加工ステップ1003と、基板のX方向における他端側より所定量内側にバイト工具の外縁を位置付ける第2位置付けステップ1004と、基板をバイト切削する第2加工ステップ1005と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
基板を保持する保持テーブルと、該保持テーブルに保持された基板を加工する加工工具を有する加工手段と、該保持テーブルと該加工手段とを加工送り方向であるY方向に相対的に移動させるY方向移動手段と、該保持テーブルと該加工手段とを該Y方向と直交するX方向に相対的に移動させるX方向移動手段とを少なくとも備える加工装置を用いて基板を切削する加工方法であって、
該保持テーブルで基板を保持する保持ステップと、
該保持ステップの後に、該基板のX方向における一端側より所定量内側に該加工工具の外縁を位置付ける第1位置付けステップと、
該第1位置付けステップの後に、該基板を加工する第1加工ステップと、
該第1加工ステップの後に、該基板のX方向における他端側より所定量内側に該加工工具の外縁を位置付ける第2位置付けステップと、
該第2位置付けステップの後に、該基板を加工する第2加工ステップと、
を備えることを特徴とする加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
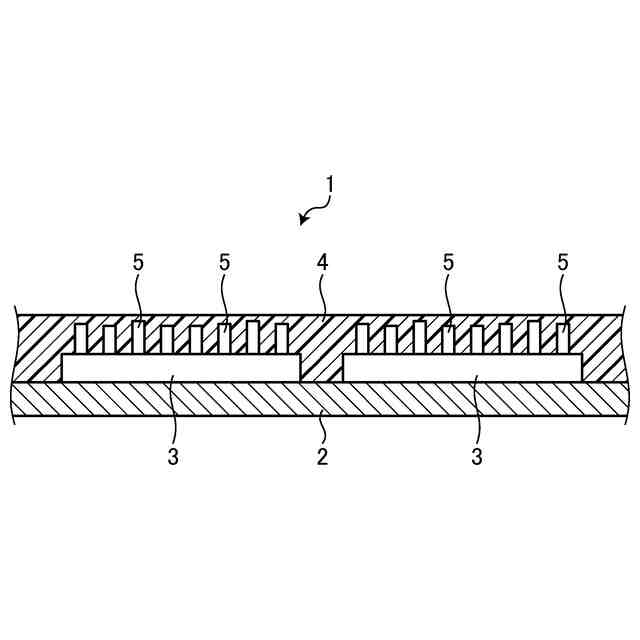
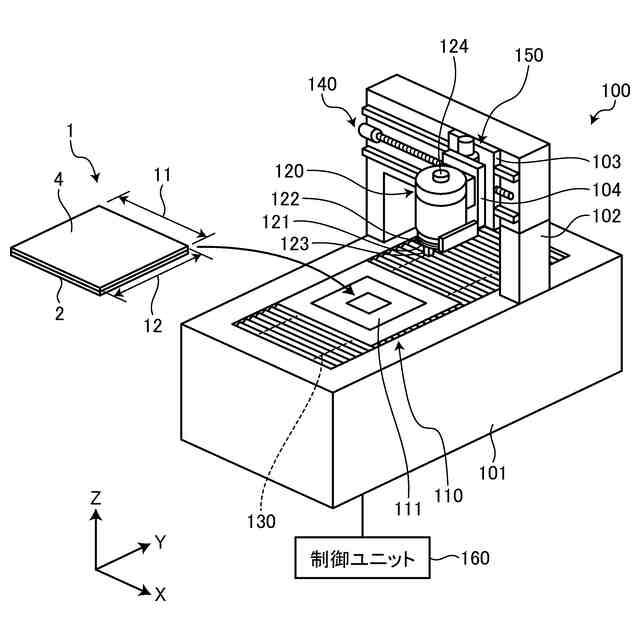
近年、生産効率の向上のためにデバイスを作り込む基板の大型化が進行している。例えば、表面にバンプを有する複数の半導体チップを搭載し、これらの半導体チップを樹脂で封止した大型の基板がある。このような大型の基板の表面を旋回切削するために、バイトホイールを加工送り方向であるY方向と直交するX方向にも移動可能なバイト切削装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2016-40063号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで試作段階の基板は端部に段差や突起を有するものや、大型化により保持テーブルで端部まで吸引保持できず、切削時に端部がバタつきやすいものもある。このような基板を切削するとバイト工具が基板の端部に切り込んだ際にダメージを受けたり、端部から樹脂を引きずって加工不良を起こすことがある。試作段階では基板のデバイス領域における切削性を確認する必要がある為、基板の端部による影響を受けない切削方法が求められていた。
【0005】
本発明の目的は、基板の端部の影響による加工不良を抑制することができる加工方法を提供することである。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明の加工方法は、基板を保持する保持テーブルと、該保持テーブルに保持された基板を加工する加工工具を有する加工手段と、該保持テーブルと該加工手段とを加工送り方向であるY方向に相対的に移動させるY方向移動手段と、該保持テーブルと該加工手段とを該Y方向と直交するX方向に相対的に移動させるX方向移動手段とを少なくとも備える加工装置を用いて基板を切削する加工方法であって、該保持テーブルで基板を保持する保持ステップと、該保持ステップの後に、該基板のX方向における一端側より所定量内側に該加工工具の外縁を位置付ける第1位置付けステップと、該第1位置付けステップの後に、該基板を加工する第1加工ステップと、該第1加工ステップの後に、該基板のX方向における他端側より所定量内側に該加工工具の外縁を位置付ける第2位置付けステップと、該第2位置付けステップの後に、該基板を加工する第2加工ステップと、を備えることを特徴とする。
【発明の効果】
【0007】
本発明は、基板の端部の影響による加工不良を抑制することができるという効果を奏する。
【図面の簡単な説明】
【0008】
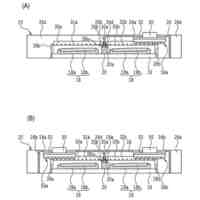
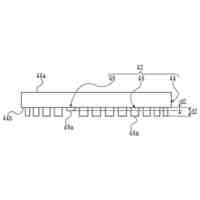
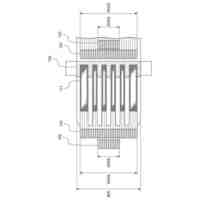
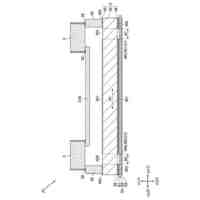
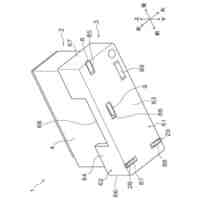
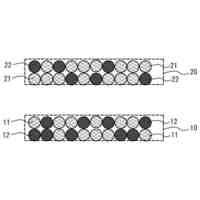
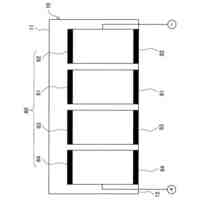
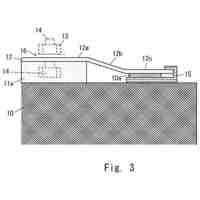
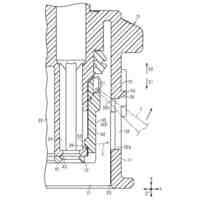
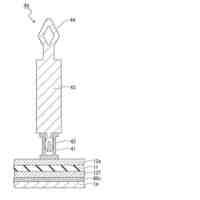
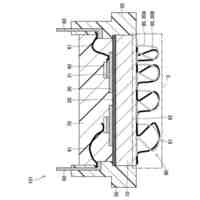
図1は、実施形態1に係る加工方法の加工対象の基板の要部の断面図である。
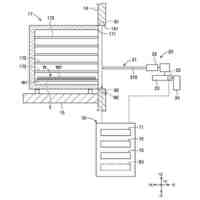
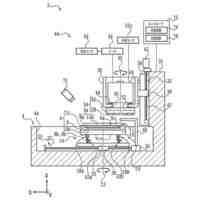
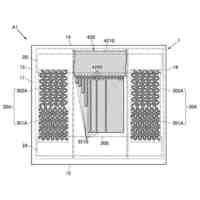
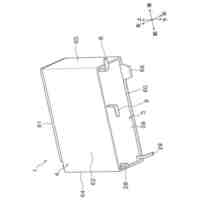
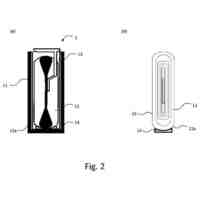
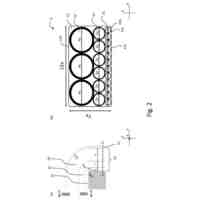
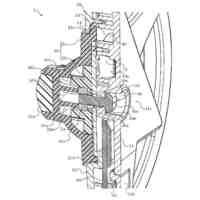
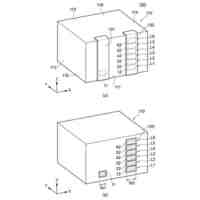
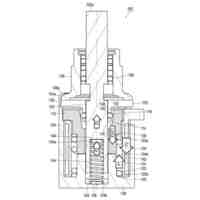
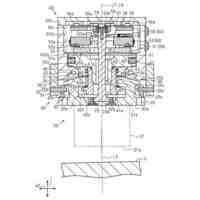
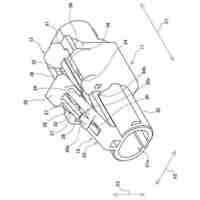
図2は、実施形態1に係る加工方法を実施するバイト切削装置の構成例を模式的に示す斜視図である。
図3は、実施形態1に係る加工方法の流れを示すフローチャートである。
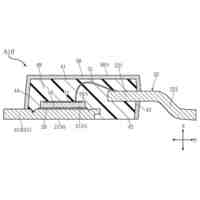
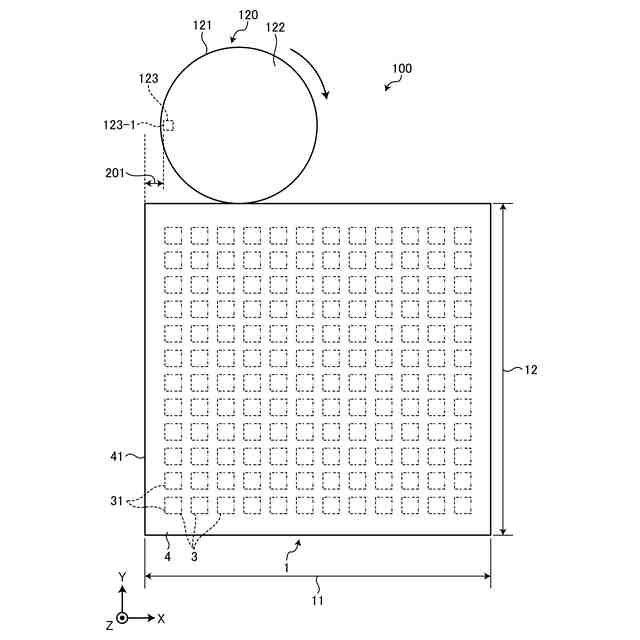
図4は、図3に示された加工方法の第1位置付けステップを模式的に示す平面図である。
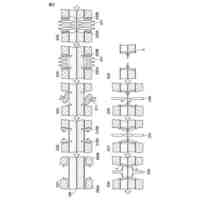
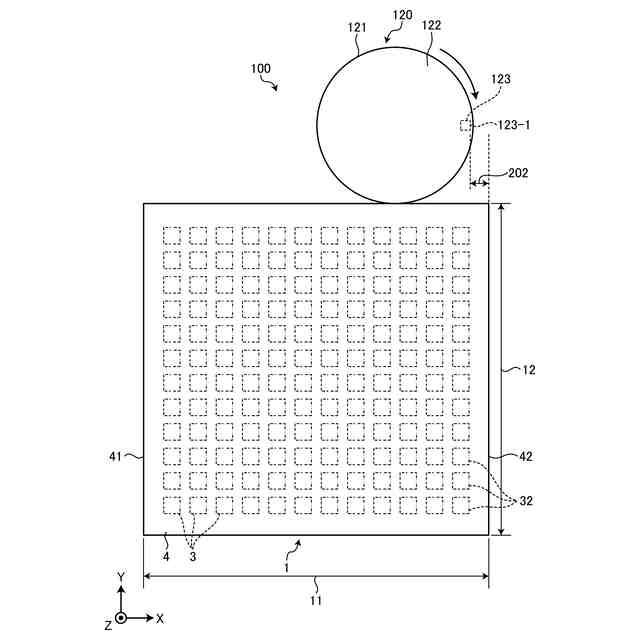
図5は、図3に示された加工方法の第2位置付けステップを模式的に示す平面図である。
【発明を実施するための形態】
【0009】
本発明を実施するための形態(実施形態)につき、図面を参照しつつ詳細に説明する。以下の実施形態に記載した内容により本発明が限定されるものではない。また、以下に記載した構成要素には、当業者が容易に想定できるもの、実質的に同一のものが含まれる。さらに、以下に記載した構成は適宜組み合わせることが可能である。また、本発明の要旨を逸脱しない範囲で構成の種々の省略、置換または変更を行うことができる。
【0010】
〔実施形態1〕
本発明の実施形態1に係る加工方法を図面に基づいて説明する。図1は、実施形態1に係る加工方法の加工対象の基板の要部の断面図である。図2は、実施形態1に係る加工方法を実施するバイト切削装置の構成例を模式的に示す斜視図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
搬送装置
2日前
株式会社ディスコ
搬送装置
6日前
株式会社ディスコ
処理システム
1日前
株式会社ディスコ
温度制御装置
6日前
株式会社ディスコ
研削装置及び研削方法
1日前
株式会社ディスコ
研削装置、検出方法及び研削ホイール
1日前
株式会社ディスコ
研削装置、及び、被加工物の研削方法
3日前
甲神電機株式会社
変流器
20日前
APB株式会社
二次電池
14日前
株式会社東光高岳
変圧器
7日前
株式会社東光高岳
変圧器
7日前
ローム株式会社
半導体装置
16日前
ローム株式会社
チップ部品
10日前
オムロン株式会社
電磁継電器
28日前
オムロン株式会社
電磁継電器
28日前
株式会社GSユアサ
蓄電装置
27日前
太陽誘電株式会社
全固体電池
15日前
CKD株式会社
倣い装置
3日前
トヨタ自動車株式会社
二次電池
15日前
日本特殊陶業株式会社
保持装置
27日前
トヨタ自動車株式会社
集合導線
16日前
ローム株式会社
半導体装置
1日前
APB株式会社
二次電池セルの製造方法
14日前
株式会社バンダイ
電池収容構造及び玩具
27日前
トヨタバッテリー株式会社
組電池
1か月前
TDK株式会社
コイル部品
1か月前
株式会社不二越
ソレノイド
2日前
住友電装株式会社
コネクタ
1か月前
株式会社プロテリアル
シート状磁性部材
21日前
株式会社AESCジャパン
二次電池
27日前
富士電機株式会社
半導体装置
3日前
CKD株式会社
傾き調整装置
3日前
日本圧着端子製造株式会社
コネクタ
8日前
三菱電機株式会社
半導体装置
15日前
トヨタ自動車株式会社
電池昇温装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ