TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025081830
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023194858
出願日
2023-11-16
発明の名称
研削装置、検出方法及び研削ホイール
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/16 20060101AFI20250521BHJP(研削;研磨)
要約
【課題】研削ホイールの消耗をより高い精度で検出できる研削装置を提供する。
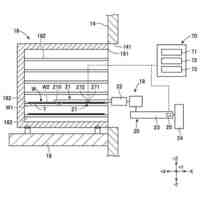
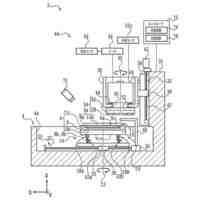
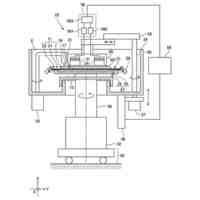
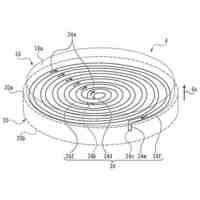
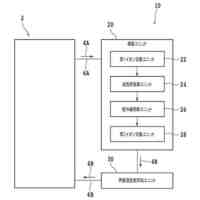
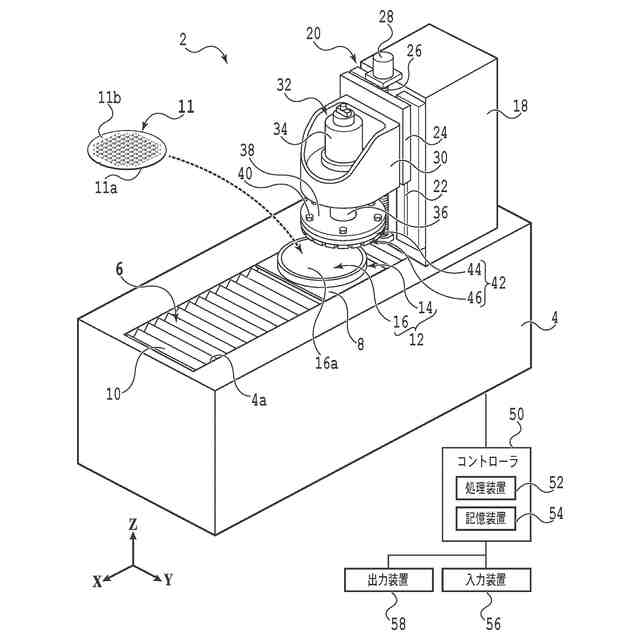
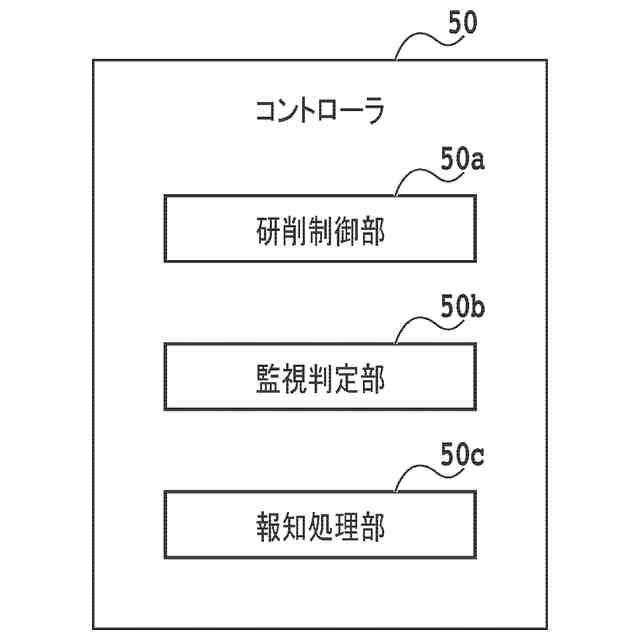
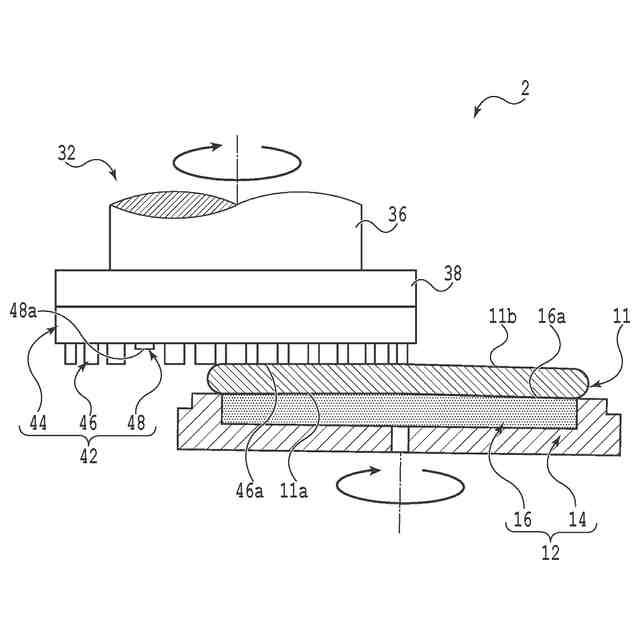
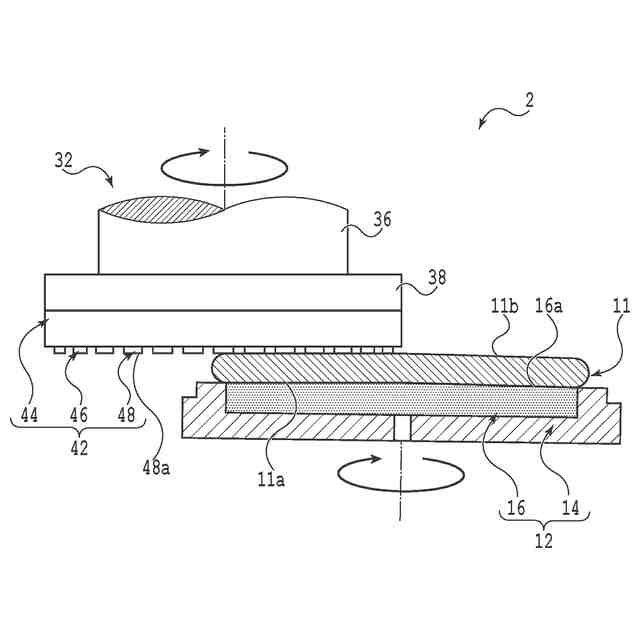
【解決手段】研削装置は、研削ホイールを端部に装着するスピンドル及びスピンドルを回転させるモータを含む研削機構と、報知モジュールと、コントローラと、を備える。研削ホイールのホイール基台の第1面側には、研削砥石と比べて第1面から先端までの距離が小さい部材が配置されている。コントローラは、被加工物を研削する際に、スピンドルの回転にかかる負荷の大きさを監視する処理と、負荷の大きさが基準となる範囲から外れた場合に、その旨を報知モジュールに報知させる処理と、を実行する。
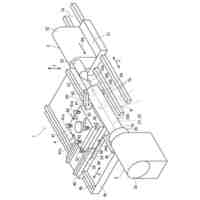
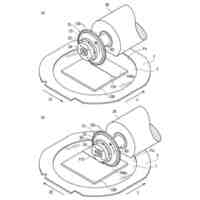
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を研削するための研削装置であって、
該被加工物を保持する保持テーブルと、
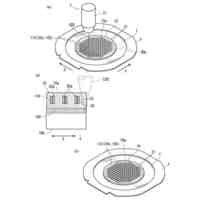
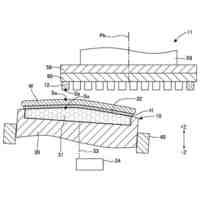
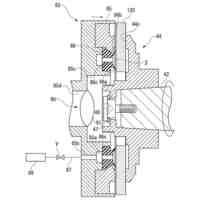
環状の第1面を有するホイール基台及び該ホイール基台の該第1面側に配置された研削砥石を有する研削ホイール、該研削ホイールの該第1面とは反対側を端部に装着するスピンドル並びに該スピンドルを回転させるモータを含む研削機構と、
該研削機構に関する情報を報知する報知モジュールと、
処理装置及び記憶装置を含み、該記憶装置に記憶されているプログラムに従い該処理装置が動作することで該研削機構及び該報知モジュールを制御するコントローラと、
を備え、
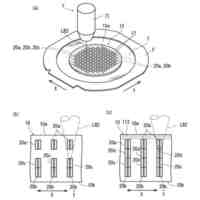
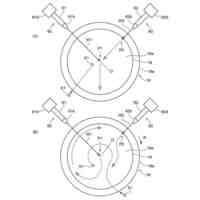
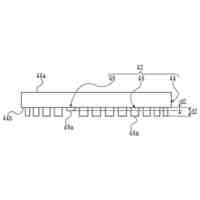
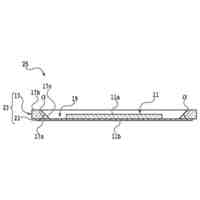
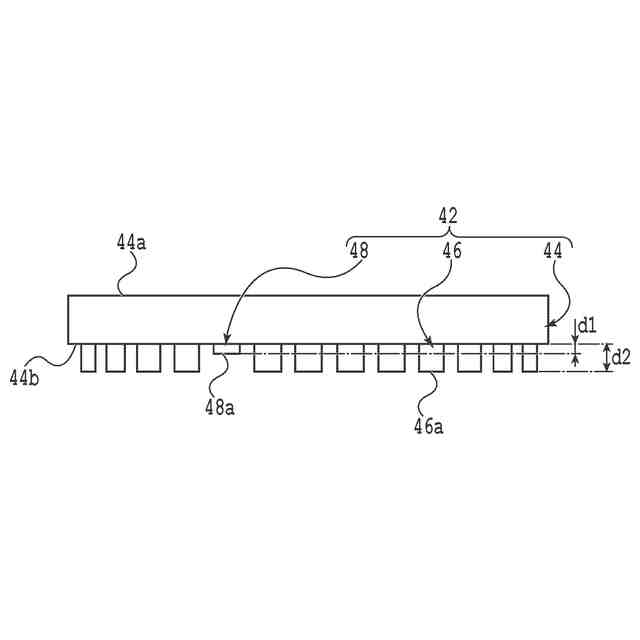
該ホイール基台の該第1面側には、該研削砥石と比べて該第1面から先端までの距離が小さい部材が配置されており、
該コントローラは、該プログラムに従い、
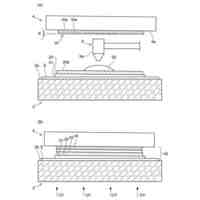
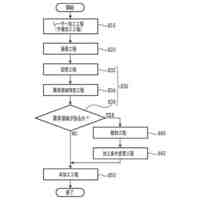
該モータで該スピンドルを回転させ該研削砥石を該被加工物に接触させることにより該被加工物を研削する処理と、
該被加工物を研削する際に、該スピンドルの回転にかかる負荷の大きさを監視する処理と、
該負荷の大きさが基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理と、を実行する研削装置。
続きを表示(約 1,500 文字)
【請求項2】
該コントローラは、該プログラムに従い、
該被加工物を研削する際に、該負荷の大きさとして該モータを流れる電流の値を監視する処理を行い、
該電流の値が基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理を行う、請求項1に記載の研削装置。
【請求項3】
該部材は、該被加工物を研削する際の負荷が該研削砥石と比べて大きくなるように構成される請求項2に記載の研削装置。
【請求項4】
該部材は、該研削砥石の基端側に埋没する態様又は該研削砥石の基端側に重なる態様で該ホイール基台に配置される請求項3に記載の研削装置。
【請求項5】
被加工物を研削するための研削装置であって、
該被加工物を保持する保持テーブルと、
環状の第1面を有するホイール基台及び該ホイール基台の該第1面側に配置された研削砥石を有する研削ホイール、該研削ホイールの該第1面とは反対側を端部に装着するスピンドル並びに該スピンドルを回転させるモータを含む研削機構と、
該研削機構に関する情報を報知する報知モジュールと、
処理装置及び記憶装置を含み、該記憶装置に記憶されているプログラムに従い該処理装置が動作することで該研削機構及び該報知モジュールを制御するコントローラと、
を備え、
該研削砥石の先端の面には、該先端からの深さが該第1面から該先端までの距離に比べて浅い溝が開口しており、
該コントローラは、該プログラムに従い、
該モータで該スピンドルを回転させ該研削砥石を該被加工物に接触させることにより該被加工物を研削する処理と、
該被加工物を研削する際に、該スピンドルの回転にかかる負荷の大きさを監視する処理と、
該負荷の大きさが基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理と、を実行する研削装置。
【請求項6】
該コントローラは、該プログラムに従い、
該被加工物を研削する際に、該負荷の大きさとして該モータを流れる電流の値を監視する処理を行い、
該電流の値が基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理を行う、請求項5に記載の研削装置。
【請求項7】
該報知モジュールは、ディスプレイ、表示灯、スピーカのいずれかである請求項1から請求項6のいずれかに記載の研削装置。
【請求項8】
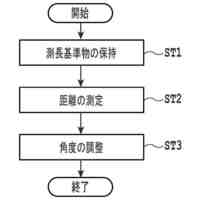
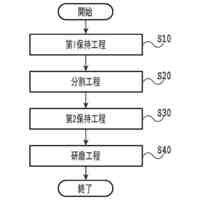
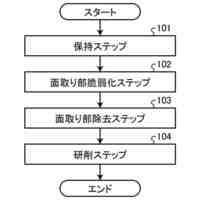
被加工物を研削する際に用いられる研削ホイールの消耗を検出する検出方法であって、
環状の第1面を有するホイール基台と、該ホイール基台の該第1面側に配置された研削砥石と、該ホイール基台の該第1面側に配置され、該研削砥石と比べて該第1面から先端までの距離が小さい部材と、を含む研削ホイールを回転させ該研削砥石を該被加工物に接触させることにより該被加工物を研削する研削ステップと、
該研削ステップを実行する際に、該研削ホイールの回転にかかる負荷の大きさを監視する監視ステップと、
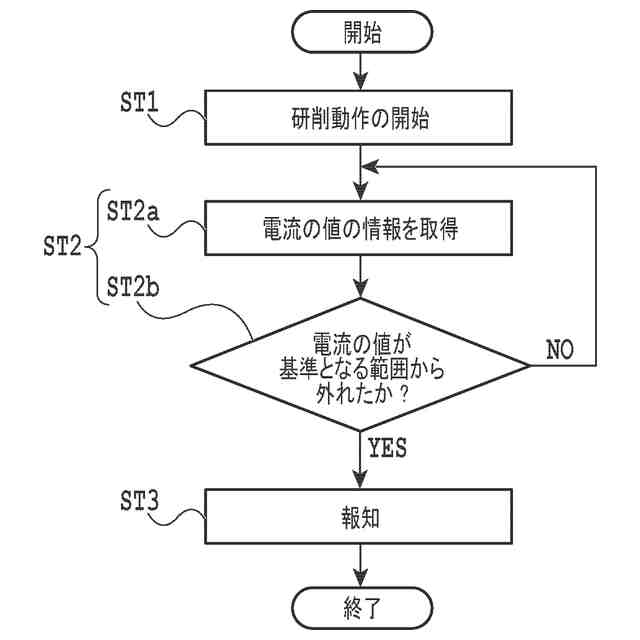
該負荷の大きさが基準となる範囲から外れた場合に、その旨を報知する報知ステップと、を備える検出方法。
【請求項9】
該部材は、該被加工物を研削する際の該負荷が該研削砥石と比べて大きくなるように構成される請求項8に記載の検出方法。
【請求項10】
該部材は、該研削砥石の基端側に埋没する態様又は該研削砥石の基端側に重なる態様で該ホイール基台に配置される請求項9に記載の検出方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハのような被加工物を研削する際に用いられる研削装置、検出方法及び研削ホイールに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
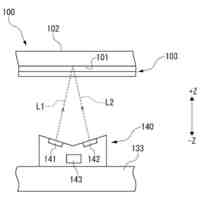
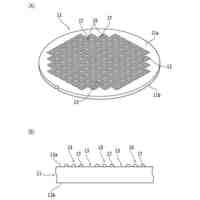
小型で軽量なデバイスチップを実現するために、集積回路等のデバイスが表面側に設けられた円盤状のウェーハを薄く加工する機会が増えている。例えば、ウェーハの表面側をチャックテーブルで保持し、複数の研削砥石が環状のホイール基台に固定された研削ホイールと、チャックテーブルと、を互いに回転させ、純水等の液体を供給しながらウェーハの裏面に研削砥石を押し当てることで、ウェーハは研削され薄くなる(例えば、特許文献1参照)。
【0003】
ところで、上述した方法では、ウェーハの研削が進むにつれて研削砥石が消耗し、各研削砥石の高さ(有効長)が減少する。各研削砥石の高さが減少すると、例えば、隣り合う2個の研削砥石の間に存在する空間(隙間)も小さくなり、この空間を通じて研削ホイールの外部に排出される液体の排出性が低下する。また、各研削砥石の高さが極端に減少すると、研削ホイールのホイール基台や、ホイール基台に研削砥石を固定している接着剤等がウェーハに接触し、ウェーハが適切に研削されなくなる。
【先行技術文献】
【特許文献】
【0004】
特開2013-158871号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような問題の発生を防ぐために、例えば、研削の前後のウェーハの厚みの差(研削量)と、研削の際に研削ホイールが移動(下降)した距離と、から、研削砥石の高さの減少量(消耗量)を推定し、研削ホイールの交換のタイミングを計ることが考えられる。しかしながら、この方法では、研削ホイールの移動にかかる距離が必ずしも校正されないので、高さの減少量を推定する精度が低く、研削ホイールの消耗による交換のタイミングを十分に高い精度で検出できるとは言い難かった。
【0006】
よって、本発明の目的は、研削ホイールの消耗をより高い精度で検出できる研削装置、検出方法及び研削ホイールを提供することである。
【課題を解決するための手段】
【0007】
本発明の一側面によれば、被加工物を研削するための研削装置であって、該被加工物を保持する保持テーブルと、環状の第1面を有するホイール基台及び該ホイール基台の該第1面側に配置された研削砥石を有する研削ホイール、該研削ホイールの該第1面とは反対側を端部に装着するスピンドル並びに該スピンドルを回転させるモータを含む研削機構と、該研削機構に関する情報を報知する報知モジュールと、処理装置及び記憶装置を含み、該記憶装置に記憶されているプログラムに従い該処理装置が動作することで該研削機構及び該報知モジュールを制御するコントローラと、を備え、該ホイール基台の該第1面側には、該研削砥石と比べて該第1面から先端までの距離が小さい部材が配置されており、該コントローラは、該プログラムに従い、該モータで該スピンドルを回転させ該研削砥石を該被加工物に接触させることにより該被加工物を研削する処理と、該被加工物を研削する際に、該スピンドルの回転にかかる負荷の大きさを監視する処理と、該負荷の大きさが基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理と、を実行する研削装置が提供される。
【0008】
好ましくは、該コントローラは、該プログラムに従い、該被加工物を研削する際に、該負荷の大きさとして該モータを流れる電流の値を監視する処理を行い、該電流の値が基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理を行う。
【0009】
好ましくは、該部材は、該被加工物を研削する際の負荷が該研削砥石と比べて大きくなるように構成される。該部材は、該研削砥石の基端側に埋没する態様又は該研削砥石の基端側に重なる態様で該ホイール基台に配置されてもよい。
【0010】
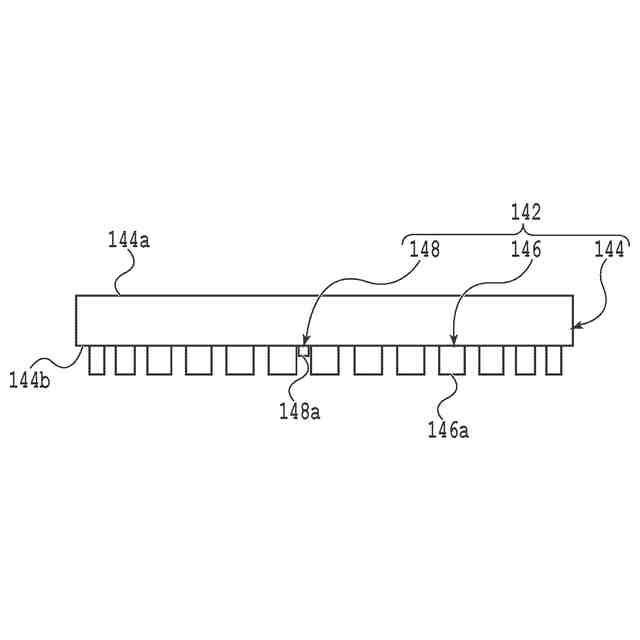
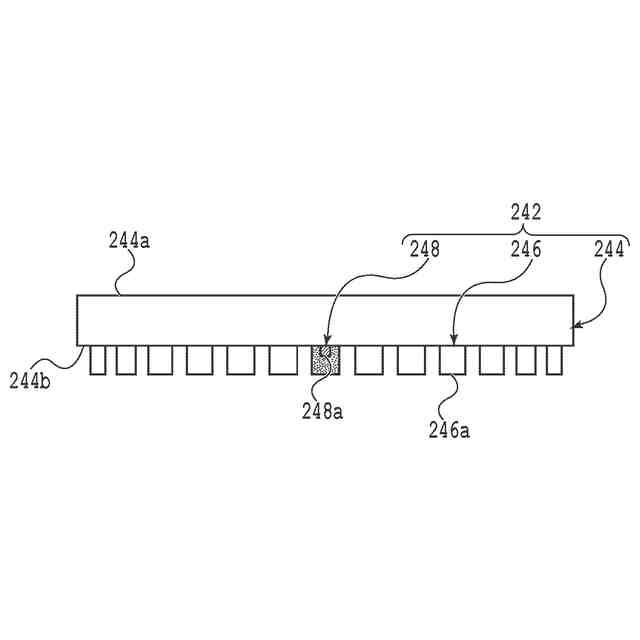
本発明の別の一側面によれば、被加工物を研削するための研削装置であって、該被加工物を保持する保持テーブルと、環状の第1面を有するホイール基台及び該ホイール基台の該第1面側に配置された研削砥石を有する研削ホイール、該研削ホイールの該第1面とは反対側を端部に装着するスピンドル並びに該スピンドルを回転させるモータを含む研削機構と、該研削機構に関する情報を報知する報知モジュールと、処理装置及び記憶装置を含み、該記憶装置に記憶されているプログラムに従い該処理装置が動作することで該研削機構及び該報知モジュールを制御するコントローラと、を備え、該研削砥石の先端の面には、該先端からの深さが該第1面から該先端までの距離に比べて浅い溝が開口しており、該コントローラは、該プログラムに従い、該モータで該スピンドルを回転させ該研削砥石を該被加工物に接触させることにより該被加工物を研削する処理と、該被加工物を研削する際に、該スピンドルの回転にかかる負荷の大きさを監視する処理と、該負荷の大きさが基準となる範囲から外れた場合に、その旨を該報知モジュールに報知させる処理と、を実行する研削装置が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
搬送装置
4日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
搬送装置
8日前
株式会社ディスコ
調整方法
10日前
株式会社ディスコ
処理システム
3日前
株式会社ディスコ
温度制御装置
8日前
株式会社ディスコ
機能水供給装置
12日前
株式会社ディスコ
基板の製造方法
12日前
株式会社ディスコ
テープマウンタ
1日前
株式会社ディスコ
板状物の搬送方法
10日前
株式会社ディスコ
保護部材形成装置
15日前
株式会社ディスコ
位置合わせ時治具
11日前
株式会社ディスコ
チャックテーブル
12日前
株式会社ディスコ
チップの製造方法
19日前
株式会社ディスコ
保護部材の固定方法
18日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
ウェーハの研削方法
15日前
株式会社ディスコ
研削装置及び研削方法
3日前
株式会社ディスコ
積層ウエーハの加工方法
12日前
株式会社ディスコ
チャックテーブルの洗浄方法
11日前
株式会社ディスコ
バリ除去装置、バリ除去方法
15日前
株式会社ディスコ
チャックテーブル及び加工装置
15日前
株式会社ディスコ
鋸ブレードのドレッシング方法
8日前
株式会社ディスコ
研削装置、及び、被加工物の研削方法
5日前
株式会社ディスコ
研削装置、検出方法及び研削ホイール
3日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
19日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
16日前
株式会社ディスコ
レーザー加工装置の検査方法及びレーザー加工方法
10日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
16日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
18日前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ