TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080521
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193718
出願日
2023-11-14
発明の名称
研削装置、及び、被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
主分類
B24B
49/12 20060101AFI20250519BHJP(研削;研磨)
要約
【課題】研削加工の異常判定を行う技術に関し、誤判断により研削を停止しないようにする技術を提供する。
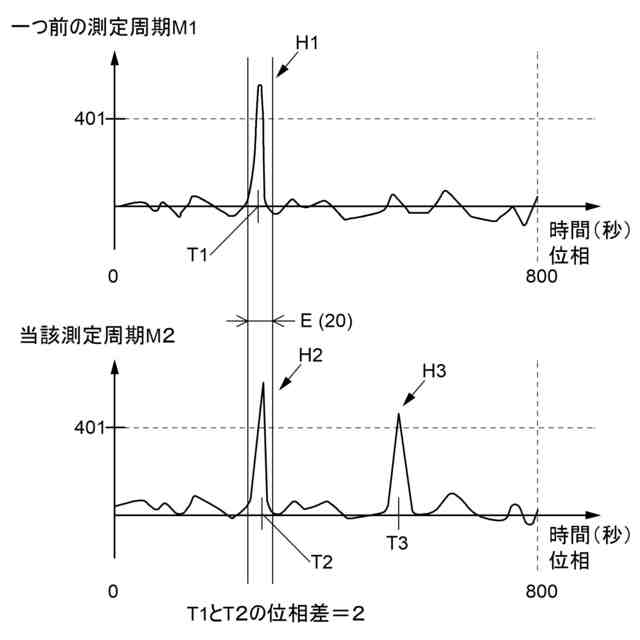
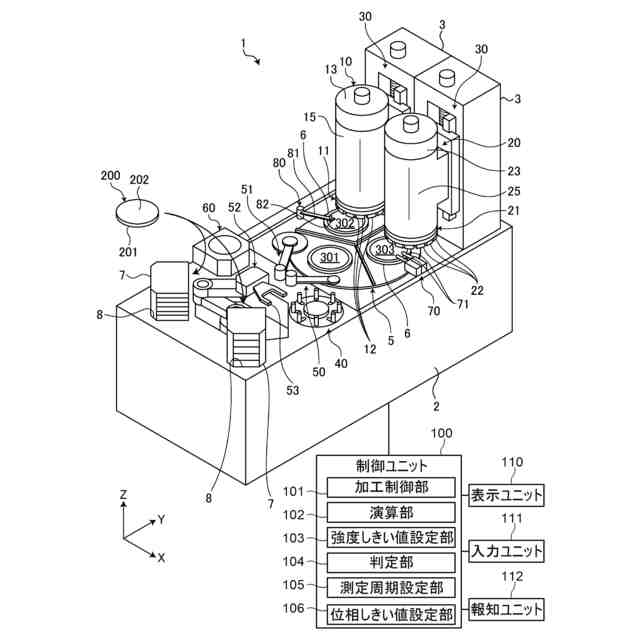
【解決手段】被加工物に向かって測定光を投光する投光部と、該被加工物で反射した反射光を受光する受光部とを有し、該反射光の光量を測定する反射光強度測定ユニットと、各構成要素を制御する制御ユニットと、を備え、該制御ユニットは、強度しきい値設定部と、測定周期設定部と、当該測定周期で異常値が発現した位相と、一つ前の測定周期で異常値が出現した位相とが、略同じ位相であるか否かを判定するための位相差しきい値を設定する位相差しきい値設定部と、を備え、当該測定周期の異常値の位相と、一つ前の測定周期の異常値の位相の位相差が、該位相差しきい値の範囲外にある場合には研削を継続し、該位相差しきい値の範囲内にある場合には研削を停止する、研削装置とする。
【選択図】図10
特許請求の範囲
【請求項1】
被加工物を研削する研削装置であって、
被加工物を保持するチャックテーブルと、
研削ホイールをスピンドルの先端に装着し、該チャックテーブルの保持面に対向配置し該チャックテーブルに保持された該被加工物を研削する研削ユニットと、
該研削ユニットと該チャックテーブルとを相対的に接近および離間させる研削送りユニットと、
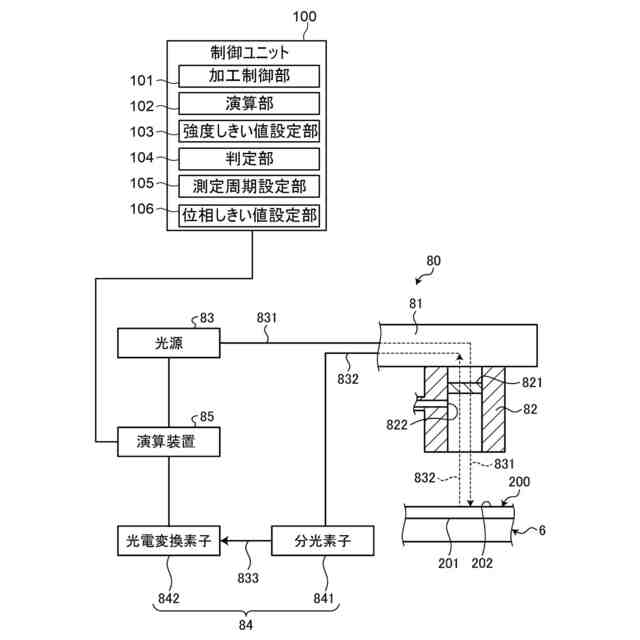
該被加工物に向かって測定光を投光する投光部と、該被加工物で反射した反射光を受光する受光部とを有し、該反射光の光量を測定する反射光強度測定ユニットと、
各構成要素を制御する制御ユニットと、を備え、
該制御ユニットは、
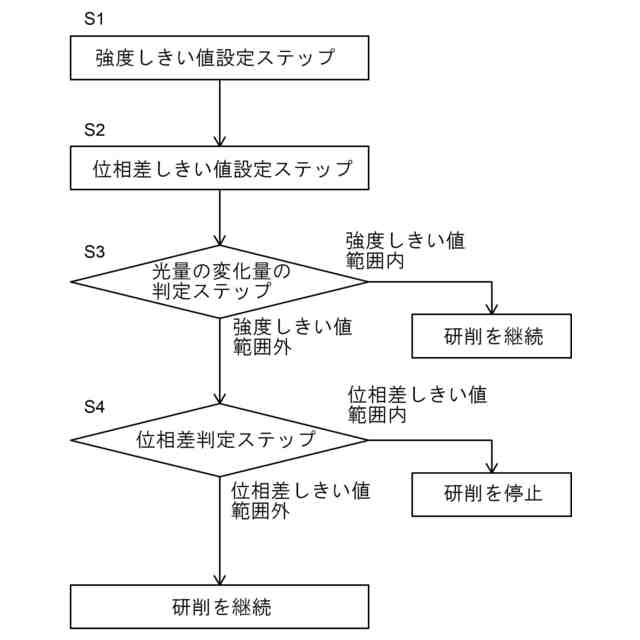
該反射光強度測定ユニットで測定される該反射光の光量の変化量が異常値であるか否かを判定するための強度しきい値を設定する強度しきい値設定部と、
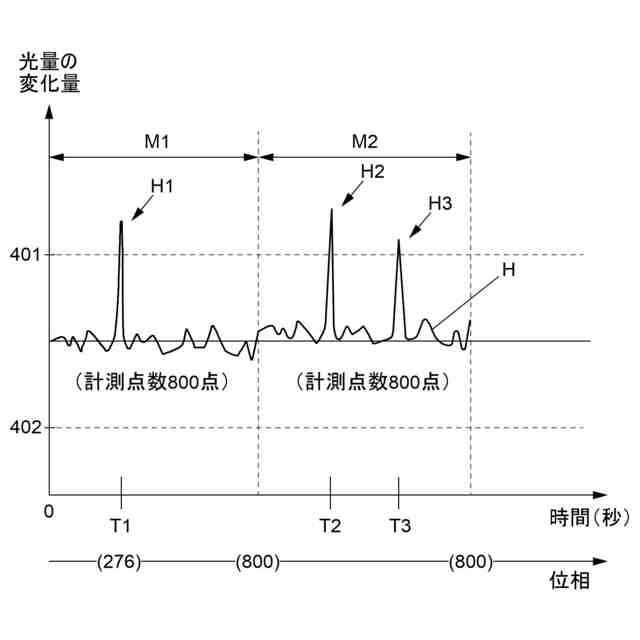
連続的に測定される該反射光の光量の変化量のデータに対して測定周期を設定する測定周期設定部と、
当該測定周期で異常値が発現した位相と、一つ前の測定周期で異常値が出現した位相とが、略同じ位相であるか否かを判定するための位相差しきい値を設定する位相差しきい値設定部と、を備え、
当該測定周期の異常値の位相と、一つ前の測定周期の異常値の位相の位相差が、
該位相差しきい値の範囲外にある場合には研削を継続し、
該位相差しきい値の範囲内にある場合には研削を停止する、研削装置。
続きを表示(約 640 文字)
【請求項2】
該チャックテーブルの回転数と、該反射光強度測定ユニットの測定点数と、に応じて該測定周期が設定される、
ことを特徴とする請求項1に記載の研削装置。
【請求項3】
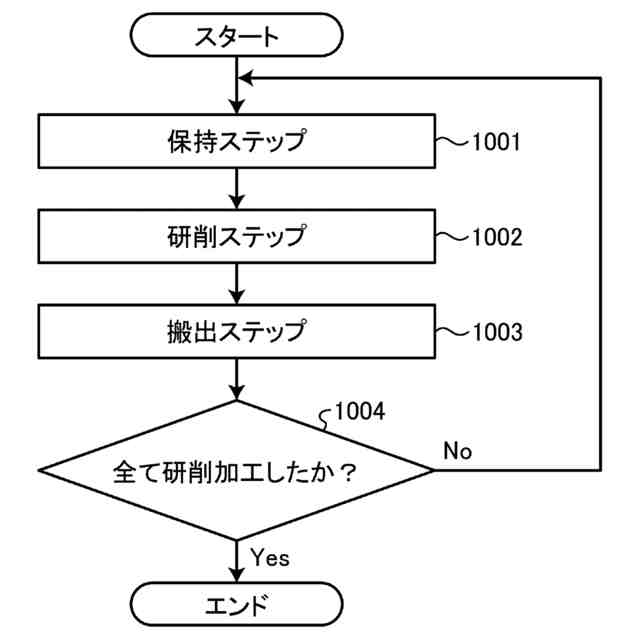
板状の被加工物を研削する研削方法であって、
該被加工物をチャックテーブルで保持する保持ステップと、
研削ホイールを先端に装着したスピンドルを含む研削ユニットと該チャックテーブルとのそれぞれを回転させた状態で相対的に接近させ、該被加工物に向かって測定光を投光する投光部と、該被加工物で反射した反射光を受光する受光部と、から構成される反射光強度測定ユニットにて反射光の強度の変化量を測定しながら該被加工物を研削する研削ステップと、
を備え、
該研削ステップでは、
連続的に測定される該反射光の光量の変化量のデータに対して測定周期を設定し、該測定周期ごとの該反射光の光量の変化量の異常値を比較し、
当該測定周期の異常値が発生した位相と、一つ前の測定周期の異常値が発生した位相の位相差が、
該位相差しきい値の範囲外にある場合には研削を継続し、
該位相差しきい値の範囲内にある場合には研削を停止する、被加工物を研削する研削方法。
【請求項4】
該チャックテーブルの回転数と、該反射光強度測定ユニットの測定点数と、に応じて該測定周期が設定される、
ことを特徴とする請求項3に記載の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を研削する研削装置、及び、研削方法に関するものであり、より詳しくは、研削加工の異常判定を行う技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
IC(integrated circuit)、LSI(Large Scale Integration)等の数多くのデバイスが表面に形成され、且つ個々のデバイスが分割予定ライン(ストリート)によって区画された半導体ウェーハは、研削装置によって裏面が研削されて所定の厚みに加工された後、ダイシング装置によって分割予定ラインを切削して個々のデバイスに分割され、分割されたデバイスは携帯電話、パソコン等の電気機器に利用される。
【0003】
ウェーハを研削している際には、研削砥石に目詰まりが生じたり、研削砥石を構成する砥粒を含む塊が研削砥石から脱落したり、研削水の掛かり具合が変化したりする事象が生じる。このような事象が生じると、ウェーハに予測し得ない負荷がかかり、肉眼では確認できない微細な割れがウェーハの内部又は外部に生じるという加工異常を来してしまう。
【0004】
この点に関し、例えば特許文献1に開示される研削装置では、研削ホイールが装着されたスピンドルを駆動するモータに供給される電力を負荷電流値として測定し、加工異常を検出している。
【先行技術文献】
【特許文献】
【0005】
特開2011-143516号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に示された研削装置における負荷電流値の検出では、加工異常が発生してから負荷電流値に変化が出るまでのタイムラグが大きい。また、スピンドルの回転方向に対する負荷を検出しているためウェーハの研削良否を直接的に監視できていない、という問題がある。
【0007】
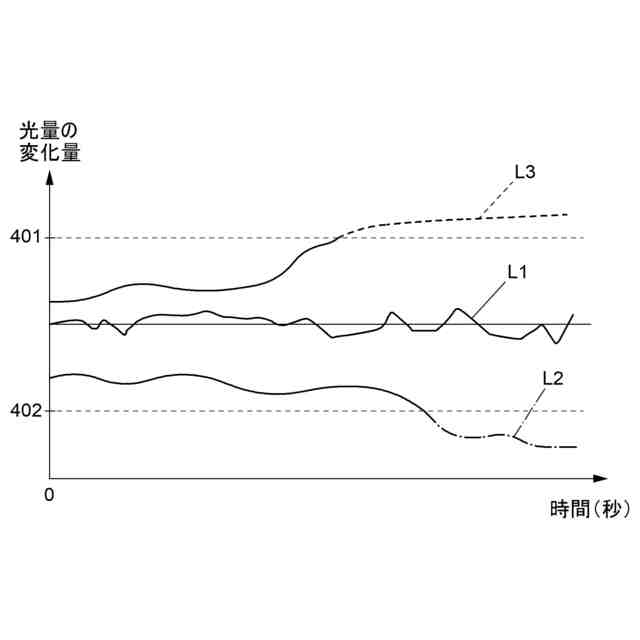
そこで、ウェーハの研削中において、ウェーハに直接測定光を投光し、その反射光の光量の変化量を測定することで、異常判定する方法を検討した。すなわち、異常判定用のしきい値を予め設定しておき、測定された反射光の光量の変化量がしきい値を超えた際に、何らかの異常が発生したものと判定する方法である。
【0008】
この方法によれば、異常を検出した際に、タイムラグが少なく、直ちに装置を停止して加工を中止することができる。これにより、その後の研削を続けることによるウェーハの損傷の拡大を防ぎ、被加工物を割ることなく回収できる確率を高めることができ、原因解明も容易になる。また、異常発生時の研削ホイール等の装置側の悪影響を抑制できるため、砥石の目立てや研削ホイールの交換といった復旧作業工数を低減できることになる。
【0009】
しかしながら、ウェーハの研削中には、研削屑や砥粒が生じるものであり、これらが研削砥石に噛み込むことによって、ウェーハの研削表面にスクラッチ(引っかき傷)が生じることが知られており、このスクラッチ箇所の反射光の光量の変化量を測定してしまうと、異常を検知してしまう恐れがある。
【0010】
そして、局所的なスクラッチ箇所について直ちに異常判定をし、その都度装置を停止してしまうことでスループットが低下してしまう恐れがある。また、スクラッチはその後の研削の過程で除去されるように一時的に生じる場合もあり、結果的に正常に加工できているにも関わらず研削を停止してしまうようなことになる。そして、このような一時的に生じるスクラッチに基づいた異常判定でウェーハを廃棄してしまうようなことがあると、製品の歩留まりを低下させてしまう恐れがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ