TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097209
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213368
出願日
2023-12-18
発明の名称
測定方法、測定装置、及び被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/02 20060101AFI20250623BHJP(研削;研磨)
要約
【課題】ウェーハ等の被測定物に形成された段差部の上面の高さを測定する。
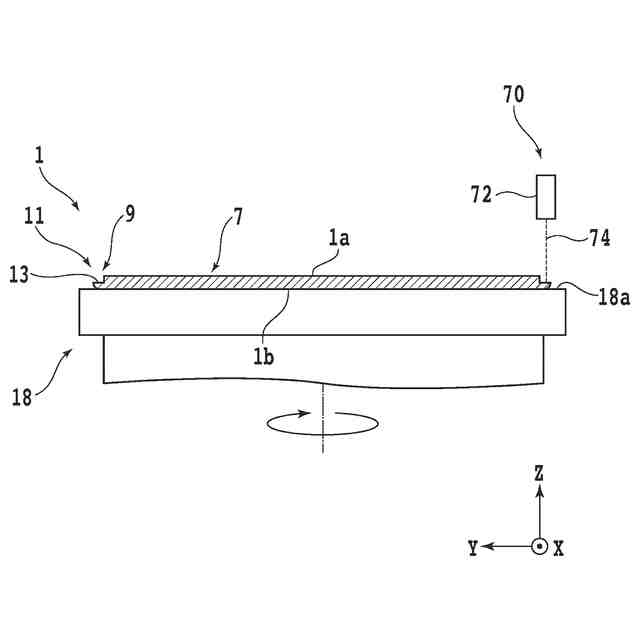
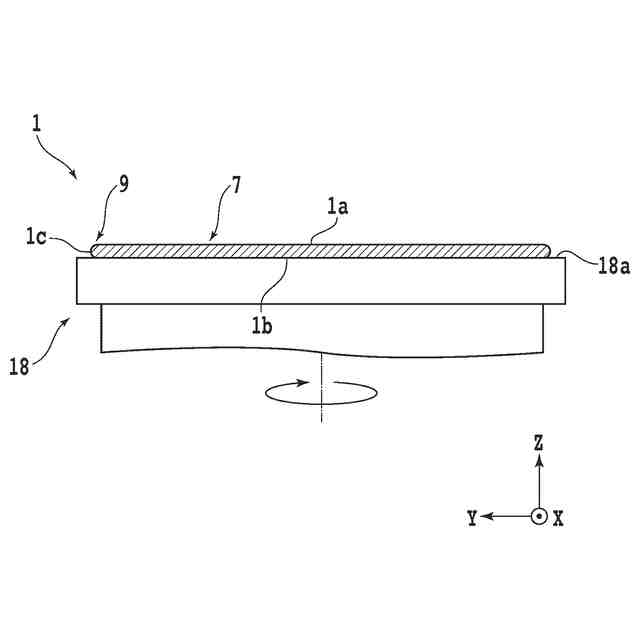
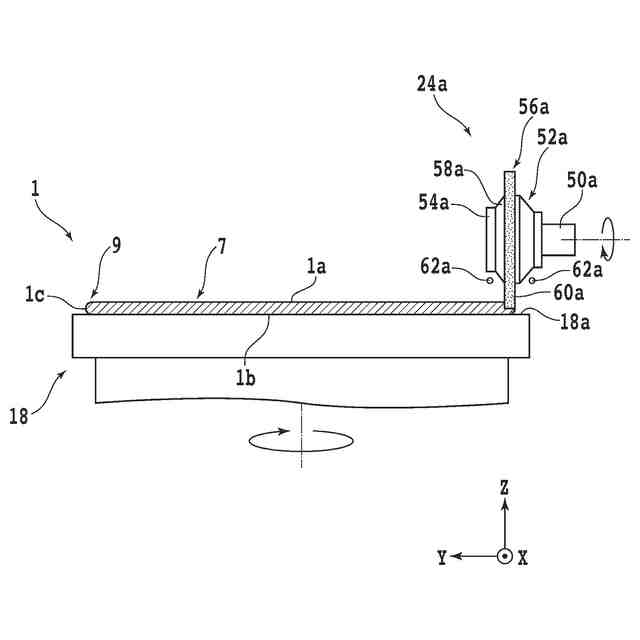
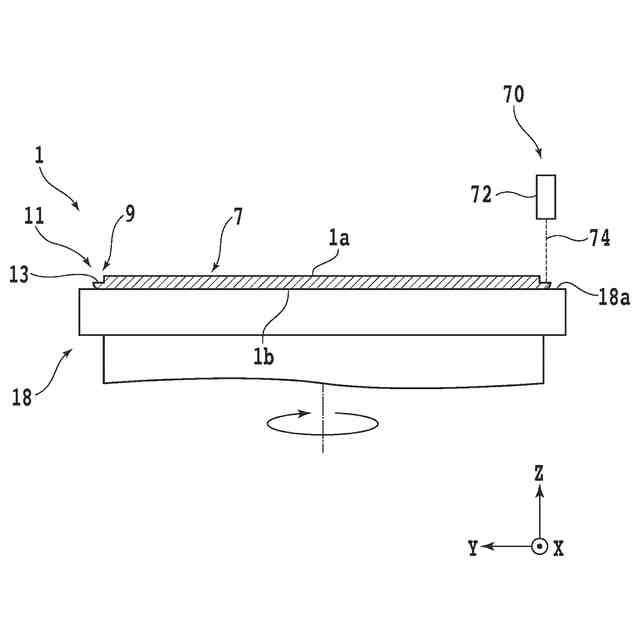
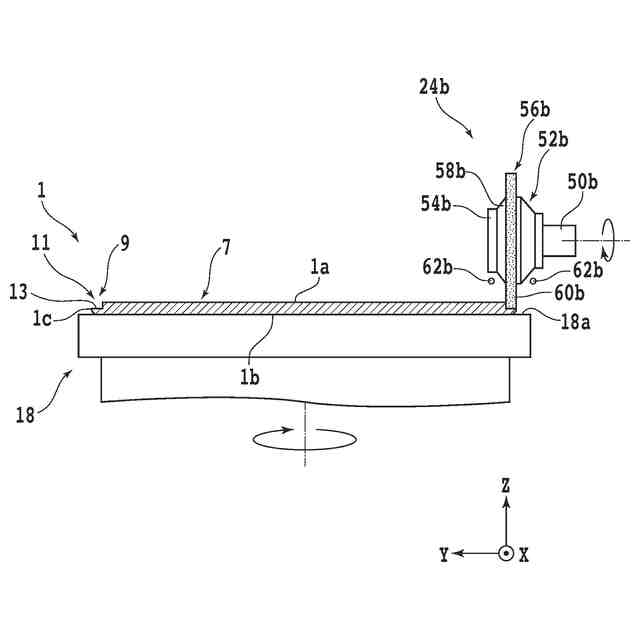
【解決手段】被測定物の表面側の外周に設けられた段差部の上面の高さを測定する測定方法であって、該段差部を上方に露出させるように該被測定物の裏面側を保持テーブルで保持する保持ステップと、該保持テーブルで保持された該被測定物の該段差部の上面の高さを測定する測定ユニットによって、該段差部の上面の高さを測定する測定ステップと、を備え、一度の測定で該測定ユニットが測定の対象とする該段差部の上面における測定領域の幅は、該段差部の幅よりも小さく、該測定ステップでは、該被測定物の該外周からの距離の異なる複数の測定位置で該段差部の上面の高さを測定する。
【選択図】図5
特許請求の範囲
【請求項1】
被測定物の表面側の外周に設けられた段差部の上面の高さを測定する測定方法であって、
該段差部を上方に露出させるように該被測定物の裏面側を保持テーブルで保持する保持ステップと、
該保持テーブルで保持された該被測定物の該段差部の上面の高さを測定する測定ユニットによって、該段差部の上面の高さを測定する測定ステップと、を備え、
一度の測定で該測定ユニットが測定の対象とする該段差部の上面における測定領域の幅は、該段差部の幅よりも小さく、
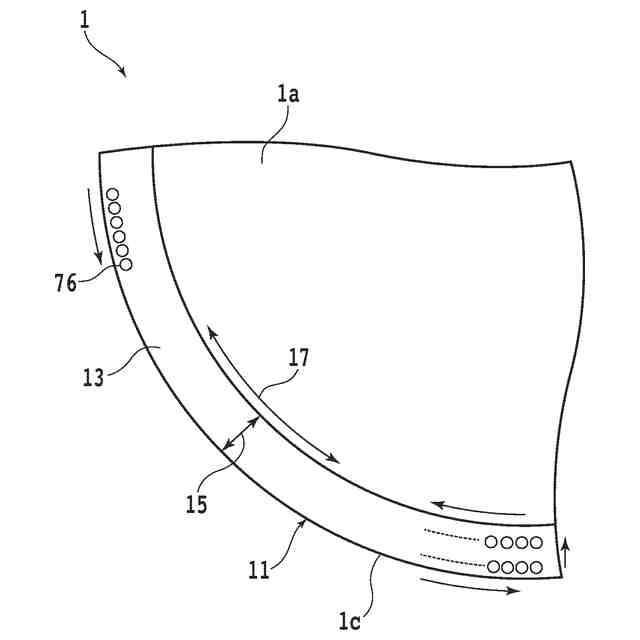
該測定ステップでは、該被測定物の該外周からの距離の異なる複数の測定位置で該段差部の上面の高さを測定することを特徴とする測定方法。
続きを表示(約 2,100 文字)
【請求項2】
該測定ステップでは、該保持テーブルと該測定ユニットとを該被測定物の中心から該外周に向かう方向及び該外周から該中心に向かう方向に相対的に揺動させながら、該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように相対的に移動させ、複数の測定位置で該段差部の上面の高さを測定することを特徴とする請求項1に記載の測定方法。
【請求項3】
該測定ステップは、
該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように相対的に移動させつつ複数の測定位置で該段差部の上面の高さを測定する第1周方向測定ステップと、
該第1周方向測定ステップの後、該保持テーブルと該測定ユニットとを該被測定物の中心から該外周に向かう方向、または、該外周から該中心に向かう方向に相対的に移動させる移動ステップと、
該移動ステップの後、該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように相対的に移動させつつ複数の測定位置で該段差部の上面の高さを測定する第2周方向測定ステップと、を有することを特徴とする請求項1に記載の測定方法。
【請求項4】
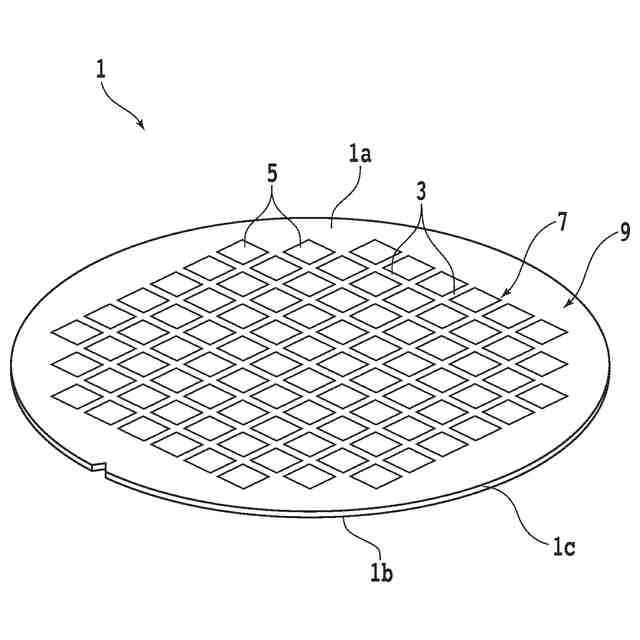
該被測定物は、円盤状のウェーハの一方の面と、支持基板の支持面と、を貼り合わせ部材で貼り合わせた一体物であり、
該測定ステップでは、該被測定物の該表面側にあたる該ウェーハの他方の面側に形成された該段差部の上面の高さを測定することを特徴とする請求項1に記載の測定方法。
【請求項5】
該段差部は、回転する切削ブレードを該被測定物の該外周に切り込ませることによって形成されたことを特徴とする請求項1から請求項4のいずれかに記載の測定方法。
【請求項6】
被加工物を加工する加工方法であって、
該被加工物の表面側を上方に露出させるように該被加工物の裏面側を保持テーブルで保持する保持ステップと、
回転可能なスピンドルの先端に装着された第1切削ブレードを用いて、該保持テーブルで保持された該被加工物の外周を切削することによって該被加工物に段差部を形成する第1切削ステップと、
該第1切削ステップの後で、該被加工物の該段差部の上面の高さを測定する測定ユニットによって、該段差部の上面の高さを測定する測定ステップと、を備え、
一度の測定で該測定ユニットが測定の対象とする該段差部の上面における測定領域の幅は、該段差部の幅よりも小さく、
該測定ステップでは、該被加工物の該外周からの距離の異なる複数の測定位置で該段差部の上面の高さを測定し、該段差部の上面の高さに関する情報を取得することを特徴とする加工方法。
【請求項7】
該測定ステップの後で、該第1切削ブレード、または、含まれる砥粒の径が該第1切削ブレードに含まれる砥粒の径より小さい第2切削ブレードによって、該被加工物の該段差部をさらに切削する第2切削ステップをさらに備え、
該第2切削ステップでは、該測定ステップで取得された該情報に基づいて、該第1切削ブレード、または、該第2切削ブレードの切り込み量が決定されることを特徴とする請求項6に記載の加工方法。
【請求項8】
被測定物の表面側の外周に設けられた段差部の上面の高さを測定する測定装置であって、
保持面を有し、該段差部を上方に露出させるように該保持面に載せられた該被測定物の裏面側を保持する保持テーブルと、
該保持テーブルで保持された該被測定物の該段差部の上面の高さを測定する測定ユニットと、
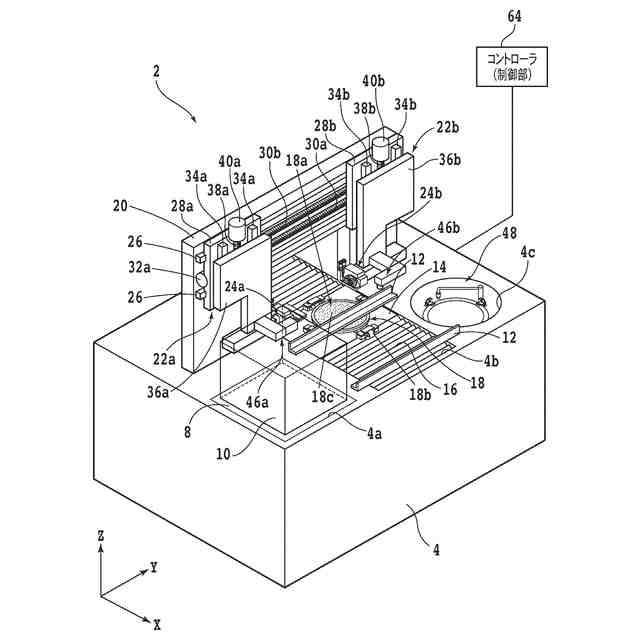
該保持テーブルと該測定ユニットとを相対的に移動させる移動ユニットと、を備え、
一度の測定で該測定ユニットが測定の対象とする該段差部の上面における測定領域の幅は、該段差部の幅よりも小さく、
該移動ユニットを制御して該保持テーブルと、該測定ユニットと、を相対的に移動させて、該被測定物の該外周からの距離の異なる複数の測定位置で該段差部の上面の高さを該測定ユニットで測定することを特徴とする測定装置。
【請求項9】
該移動ユニットを制御して該保持テーブルと該測定ユニットとを該被測定物の中心から該外周に向かう方向及び該外周から該中心に向かう方向に相対的に揺動させるとともに該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように相対的に移動させて、複数の測定位置で該段差部の上面の高さを測定することを特徴とする請求項8に記載の測定装置。
【請求項10】
該移動ユニットを制御して該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように移動させながら該測定ユニットで該段差部の上面の高さを測定し、次に該移動ユニットを制御して該保持テーブルと該測定ユニットとを該被測定物の中心から該外周に向かう方向または該外周から該中心に向かう方向に相対的に移動させ、次に該移動ユニットを制御して該保持テーブルと該測定ユニットとを該被測定物の該外周に沿うように移動させながら該段差部の上面の高さを測定することを特徴とする請求項8に記載の測定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面側の外周に段差部が設けられた被測定物において、段差部の上面の高さを測定する測定方法、及び測定装置と、被加工物を加工して被加工物の外周に段差部を設け段差部の上面の高さを測定する加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
デバイスチップの製造工程では、互いに交差する複数の分割予定ライン(ストリート)によって区画された複数の領域にそれぞれ、IC(Integrated Circuit)、LSI(Large Scale Integration)等のデバイスが形成された円盤状のウェーハが用いられる。このウェーハを分割予定ラインに沿って分割することにより、デバイスをそれぞれ備える複数のデバイスチップが得られる。デバイスチップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に搭載される。
【0003】
近年、電子機器の小型化の傾向が著しく、デバイスチップにも薄型化の要求が高まっている。そこで、ウェーハを分割する前に研削装置で裏面側から研削して所定の仕上げ厚さまで薄化し、薄化されたウェーハを分割する。この場合、最終的に薄型のデバイスチップが得られる。
【0004】
ウェーハの外周部には、角部が除去された面取り部が形成されている。そして、ウェーハを薄化したときに面取り部の一部が除去されると、ナイフエッジ状の尖った形状が現れ、ウェーハが損傷を受けやすい状態となる。そこで、ウェーハを研削する前に、ウェーハの外周部を表面側から仕上げ厚さを超える深さまで切削装置で切削して面取り部を部分的に除去するエッジトリミング加工が実施される(特許文献1、特許文献2参照)。エッジトリミング加工を実施すると、ウェーハの表面側に外周に沿って段差部が形成される。
【先行技術文献】
【特許文献】
【0005】
特開2000-173961号公報
特開2010-245167号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
切刃は、砥粒と、砥粒を分散固定する結合材と、から構成され、切刃の外周において結合材から砥粒が露出している。複数のウェーハを次々に切削すると切刃の結合材が消耗し、一部の砥粒が外周に大きく突出するようになり、突出した砥粒が接触した部分においてウェーハが深く削られるようになる。すると、エッジトリミングで形成された段差部の上面には、砥粒の突出状況を反映した高さのばらつきが生じるようになる。すなわち、段差部の表面が低品質となる。
【0007】
また、切削ブレードの切刃の消耗は特に切刃の角部で進行しやすく、エッジトリミングをくり返すうちに切刃の角部が徐々に丸められる。角部が丸められた切刃でさらにエッジトリミングを実施すると、段差部が曲面となり、特に段差部の内周部において十分な深さまでウェーハが除去されなくなる。
【0008】
このように、切削装置で複数のウェーハに対してエッジトリミング加工を繰り返し実施すると、切削ブレードの切刃に様々な問題が生じる。そこで、エッジトリミング加工を実施した後、ウェーハに形成された段差部の各所の高さを測定し、測定結果から切刃の状態を確認したいとの要望がある。
【0009】
本発明はかかる問題に鑑みてなされたものであり、エッジトリミング加工によりウェーハ等の被測定物に形成された段差部の上面の高さを測定する測定方法、測定装置を提供することを目的とする。または、被加工物を加工して該被加工物の外周に段差部を設け該段差部の上面の高さを測定する加工方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、被測定物の表面側の外周に設けられた段差部の上面の高さを測定する測定方法であって、該段差部を上方に露出させるように該被測定物の裏面側を保持テーブルで保持する保持ステップと、該保持テーブルで保持された該被測定物の該段差部の上面の高さを測定する測定ユニットによって、該段差部の上面の高さを測定する測定ステップと、を備え、一度の測定で該測定ユニットが測定の対象とする該段差部の上面における測定領域の幅は、該段差部の幅よりも小さく、該測定ステップでは、該被測定物の該外周からの距離の異なる複数の測定位置で該段差部の上面の高さを測定することを特徴とする測定方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ