TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077105
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189047
出願日
2023-11-06
発明の名称
機能水供給装置
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
B23Q
11/10 20060101AFI20250512BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消費電力を低減できる機能水供給装置を提供する。
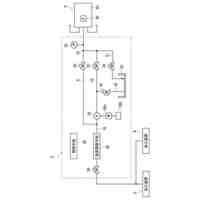
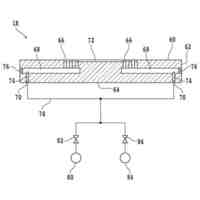
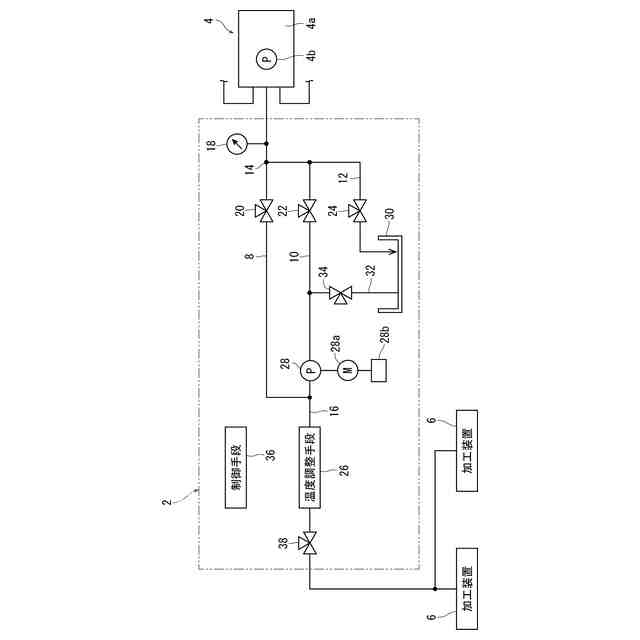
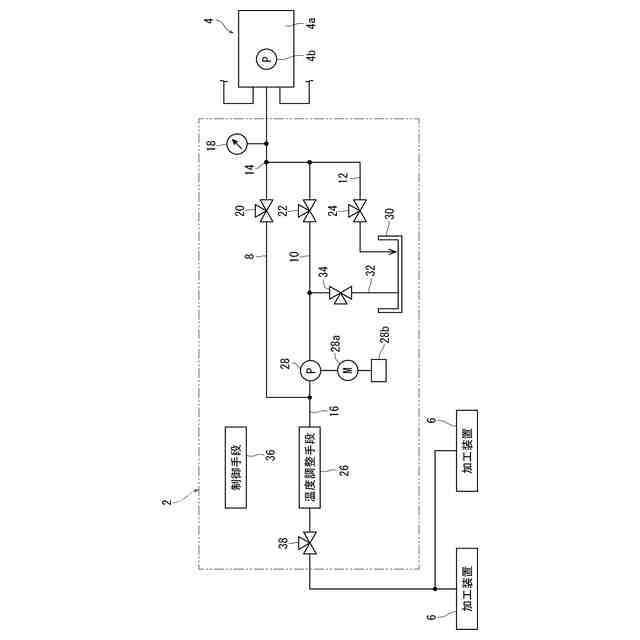
【解決手段】機能水供給装置2は、第一のポンプ4bで送り出された機能水を少なくとも第一の経路8、第二の経路10、第三の経路12に分岐する分岐部14と、第一の経路8と第二の経路10と第三の経路12とを合流させる合流経路16と、第一のポンプ4bと分岐部14との間に配設された圧力センサー18と、第一の経路8に配設された第一の開閉弁20と、第二の経路10に配設された第二の開閉弁22と、第三の経路12に配設された第三の開閉弁24と、合流経路16に配設され機能水の温度を調整する温度調整手段26と、第二の経路10に配設され第二の開閉弁22を通過した機能水を温度調整手段26に送り出す第二のポンプ28と、第三の経路12に配設され第三の開閉弁24を通過した機能水を貯えるタンク30と、タンク30に貯えられた機能水を第二の開閉弁22と第二のポンプ28との間に連通させる第四の開閉弁34と、制御手段36と、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
水源から第一のポンプで送り出された機能水を加工装置に供給する機能水供給装置であって、
該第一のポンプで送り出された機能水を少なくとも第一の経路、第二の経路、第三の経路に分岐する分岐部と、
該第一の経路と該第二の経路と該第三の経路とを合流させる合流経路と、
該第一のポンプと該分岐部との間に配設された圧力センサーと、
該第一の経路に配設された第一の開閉弁と、
該第二の経路に配設された第二の開閉弁と、
該第三の経路に配設された第三の開閉弁と、
該合流経路に配設され機能水の温度を調整する温度調整手段と、
該第二の経路に配設され該第二の開閉弁を通過した機能水を該温度調整手段に送り出す第二のポンプと、
該第三の経路に配設され該第三の開閉弁を通過した機能水を貯えるタンクと、
該タンクに貯えられた機能水を該第二の開閉弁と該第二のポンプとの間に連通させる第四の開閉弁と、
制御手段と、
を含む機能水供給装置。
続きを表示(約 680 文字)
【請求項2】
該制御手段は、
該圧力センサーの値が加工装置に機能水を供給できる十分な圧力値であると判断した場合、該第一の開閉弁を開にし、該第二の開閉弁と該第三の開閉弁とを閉にするとともに該第二のポンプを非稼働にして該第一の経路を機能させて機能水を加工装置に供給する請求項1記載の機能水供給装置。
【請求項3】
加工装置に供給する機能水の流量を調整する流量調整弁が該合流経路に配設され、適量の機能水を加工装置に供給する、請求項2記載の機能水供給装置。
【請求項4】
該制御手段は、
該圧力センサーの値が加工装置に機能水を供給できる十分な圧力値を維持できると判断した場合、該第三の開閉弁を開にして該タンクに機能水を貯える請求項2記載の機能水供給装置。
【請求項5】
該制御手段は、
該圧力センサーの値が加工装置に機能水を供給できる十分な圧力値でないと判断した場合、該第二の開閉弁を開にし、該第一の開閉弁と該第三の開閉弁と該第四の開閉弁とを閉にして該第二のポンプを稼働させて該第二の経路によって機能水を加工装置に供給する請求項1記載の機能水供給装置。
【請求項6】
該制御手段は、
該圧力センサーの値が加工装置に機能水を供給できる十分な圧力値でないとともに不安定な場合、該第一の開閉弁と該第二の開閉弁を閉にし、該第三の開閉弁と該第四の開閉弁とを開にして該第二のポンプを稼働させて該第三の経路によって機能水を加工装置に供給する請求項1記載の機能水供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、水源から第一のポンプで送り出された機能水を加工装置に供給する機能水供給装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
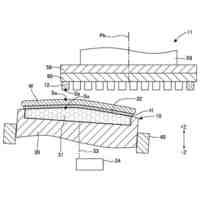
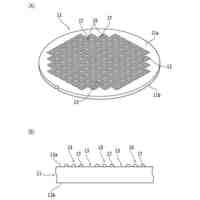
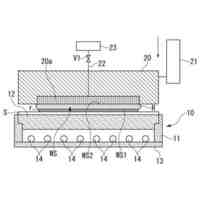
IC、LSIなどの複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、研削装置によって裏面が研削されて所定の厚みに加工された後、ダイシング装置によって個々のデバイスチップに分割され、分割された各デバイスチップは携帯電話、パソコンなどの電気機器に利用される。
【0003】
研削装置は、ウエーハを保持するチャックテーブルと、チャックテーブルに保持されたウエーハを研削する研削砥石を環状に備えた研削ホイールを回転可能に装着した研削手段と、研削ホイールに研削水(純水)を供給する研削水供給手段と、ウエーハを洗浄する洗浄手段と、から概ね構成されており、ウエーハを高精度に研削することができる(たとえば、特許文献1参照)。
【0004】
ダイシング装置は、ウエーハを保持するチャックテーブルと、チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に装着した切削手段と、切削ブレードに切削水(純水)を供給する切削水供給手段と、ウエーハを洗浄する洗浄手段と、から概ね構成されており、ウエーハを高精度に個々のデバイスチップに分割することができる(たとえば、特許文献2参照)。
【0005】
また、研削装置およびダイシング装置で使用する研削水、切削水、洗浄水、研削手段および切削手段を一定の温度に調整する冷却水を含む機能水は、機能水設備(水源)から第一のポンプによって機能水供給装置に送られる。この機能水供給装置は、第一のポンプで送り出された機能水を貯えるタンクと、機能水の温度を調整する温度調整手段と、タンクに貯えられた純水を温度調整手段に送り出す第二のポンプとを含む。そして、機能水供給装置は、所望の温度に調整した機能水を研削装置、ダイシング装置などの加工装置に供給する。
【先行技術文献】
【特許文献】
【0006】
特開2009-158768号公報
特開2019-145583号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、第一のポンプと第二のポンプを使用する構成となっており、第一・第二のポンプの消費電力、第一・第二のポンプの発熱が機能水を加熱し温度調整手段の過度な稼働による消費電力、を増大させるという問題がある。
【0008】
本発明の課題は、消費電力を低減できる機能水供給装置を提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、上記課題を解決する以下の機能水供給装置が提供される。すなわち、
「水源から第一のポンプで送り出された機能水を加工装置に供給する機能水供給装置であって、
該第一のポンプで送り出された機能水を少なくとも第一の経路、第二の経路、第三の経路に分岐する分岐部と、
該第一の経路と該第二の経路と該第三の経路とを合流させる合流経路と、
該第一のポンプと該分岐部との間に配設された圧力センサーと、
該第一の経路に配設された第一の開閉弁と、
該第二の経路に配設された第二の開閉弁と、
該第三の経路に配設された第三の開閉弁と、
該合流経路に配設され機能水の温度を調整する温度調整手段と、
該第二の経路に配設され該第二の開閉弁を通過した機能水を該温度調整手段に送り出す第二のポンプと、
該第三の経路に配設され該第三の開閉弁を通過した機能水を貯えるタンクと、
該タンクに貯えられた機能水を該第二の開閉弁と該第二のポンプとの間に連通させる第四の開閉弁と、
制御手段と、
を含む機能水供給装置」が提供される。
【0010】
好ましくは、該制御手段は、該圧力センサーの値が加工装置に機能水を供給できる十分な圧力値であると判断した場合、該第一の開閉弁を開にし、該第二の開閉弁と該第三の開閉弁とを閉にするとともに該第二のポンプを非稼働にして該第一の経路を機能させて機能水を加工装置に供給する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
17日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
機能水供給装置
今日
株式会社ディスコ
基板の製造方法
今日
株式会社ディスコ
保護部材形成装置
3日前
株式会社ディスコ
チップの製造方法
7日前
株式会社ディスコ
チャックテーブル
今日
株式会社ディスコ
ウェーハの研削方法
3日前
株式会社ディスコ
ウエーハの加工方法
4日前
株式会社ディスコ
保護部材の固定方法
6日前
株式会社ディスコ
保護部材の形成方法
17日前
株式会社ディスコ
ウエーハの加工方法
4日前
株式会社ディスコ
積層ウエーハの加工方法
今日
株式会社ディスコ
バリ除去装置、バリ除去方法
3日前
株式会社ディスコ
チャックテーブル及び加工装置
3日前
株式会社ディスコ
システム、制御方法、及び、プログラム
17日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
7日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
4日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
4日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
6日前
個人
タップ
11日前
個人
加工機
5日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
4日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社ダイヘン
多層盛り溶接方法
19日前
株式会社アンド
半田付け方法
4日前
日進工具株式会社
エンドミル
21日前
エフ・ピー・ツール株式会社
リーマ
21日前
株式会社アンド
半田付け方法
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ