TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075577
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186857
出願日
2023-10-31
発明の名称
端面修正砥石、フランジ端面修正方法及び切削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
45/00 20060101AFI20250508BHJP(研削;研磨)
要約
【課題】フランジの端面を短時間で修正すること。
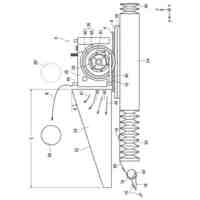
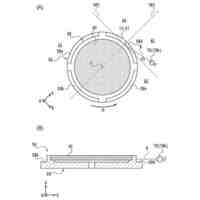
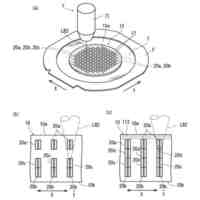
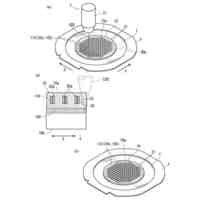
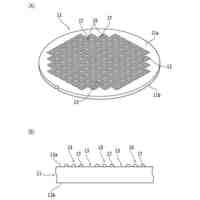
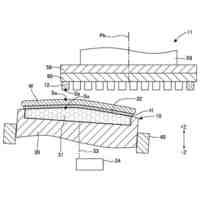
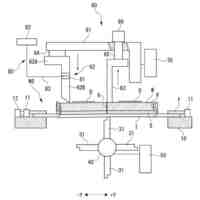
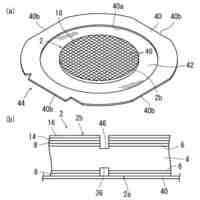
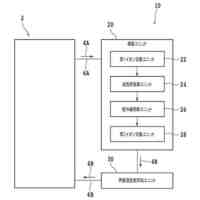
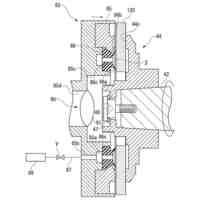
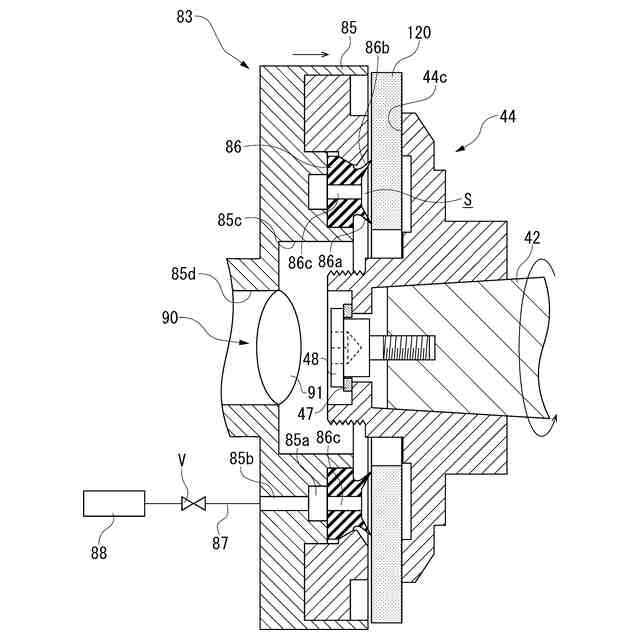
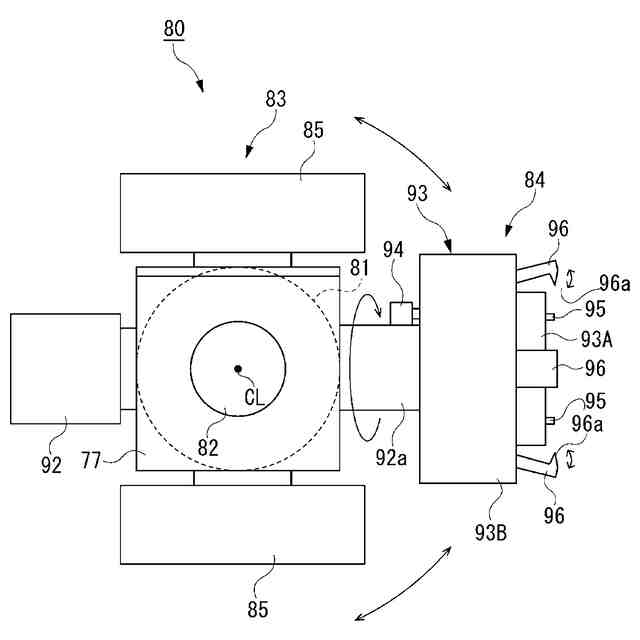
【解決手段】端面修正砥石120は、砥粒121とゴム結合剤122とでリング状に成形され、砥粒121の粒径は0.5μm~200μm、体積比は10%より大きく60%未満(ゴム結合剤122の体積比は40%より大きく90%未満)に設定される。そして、端面修正砥石120を、回転する固定フランジ44の当接面44cに当てて該当接面44cを平坦に修正する。また、切削装置1に設けられた交換装置80は、吸引面で切削ブレード43を吸引保持するブレード保持治具83と、該ブレード保持具83を移動させる移動機構(昇降機構71と水平移動機構72)を備え、制御部110は、ブレード保持治具83に端面修正砥石120を吸引保持させることと、スピンドル42を回転させることと、端面修正砥石120を固定フランジ44の当接面44cに押し当てることとを制御する。
【選択図】図13
特許請求の範囲
【請求項1】
ワークを切削加工する加工具をスピンドルの先端に装着するフランジの端面を修正する端面修正砥石であって、
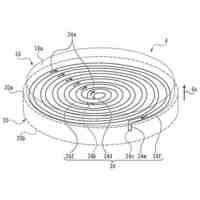
砥粒とゴム結合剤とでリング状に成形され、
前記砥粒は、粒径が0.5μm~200μmで、前記体積比が10%より大きく60%未満であり、
前記ゴム結合剤は、体積比が40%より大きく90%未満であることを特徴とする端面修正砥石。
続きを表示(約 430 文字)
【請求項2】
請求項1記載の端面修正砥石を、回転する前記フランジの端面に当てて該端面を平坦に修正することを特徴とするフランジ端面修正方法。
【請求項3】
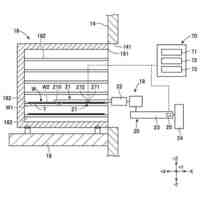
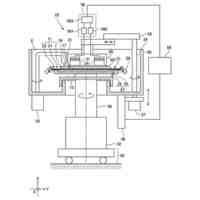
ワークを保持する保持機構と、該保持機構に保持されたワークを切削ブレードで切削する切削機構と、該切削機構に対して前記切削ブレードを着脱する交換装置と、制御部とを備える切削装置であって、
前記切削機構は、スピンドルの先端に装着されるフランジと、前記スピンドルを回転させるスピンドルモータとを備え、
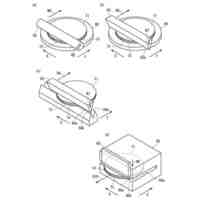
前記交換装置は、吸引面で前記切削ブレードの一方の面を吸引保持するブレード保持治具と、該ブレード保持具を移動させる移動機構とを備え、
前記制御部は、前記ブレード保持治具に請求項1記載の端面修正砥石の一方の面を吸引保持させることと、前記スピンドルを回転させることと、前記端面修正砥石の他方の面を前記フランジの端面に押し当てることとを制御することを特徴とする切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スピンドルの先端で切削ブレードを挟持するフランジの端面を修正するための端面修正砥石とこれを用いたフランジ端面修正方法及び切削ブレードを自動的に交換する交換装置を備える切削装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
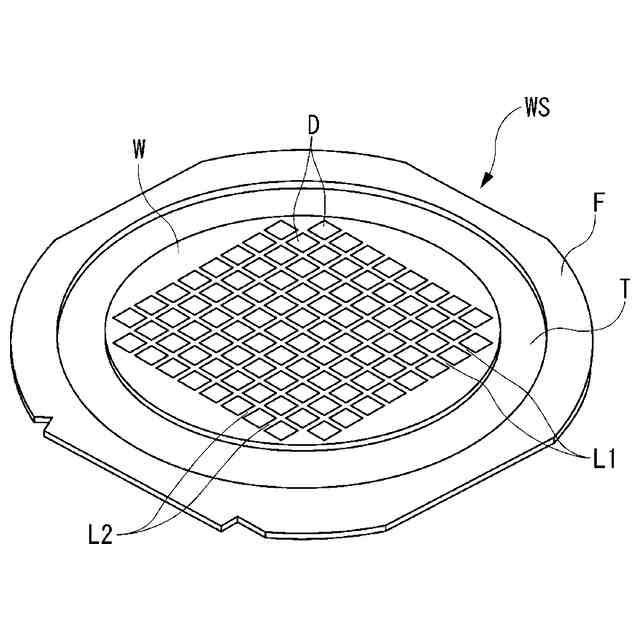
半導体デバイスの製造工程においては、円板状の半導体ウェーハ(以下、単に「ウェーハ」と称する)の表面が格子状に配列されたストリートと称される分割予定ラインによって多数の矩形領域に区画され、各矩形領域にICやLSIなどのデバイスがそれぞれ形成される。そして、このように多数のデバイスが形成されたウェーハをダイサーと称される切削装置の切削ブレードで分割予定ラインに沿って切削することによって、複数の半導体チップが得られる。
【0003】
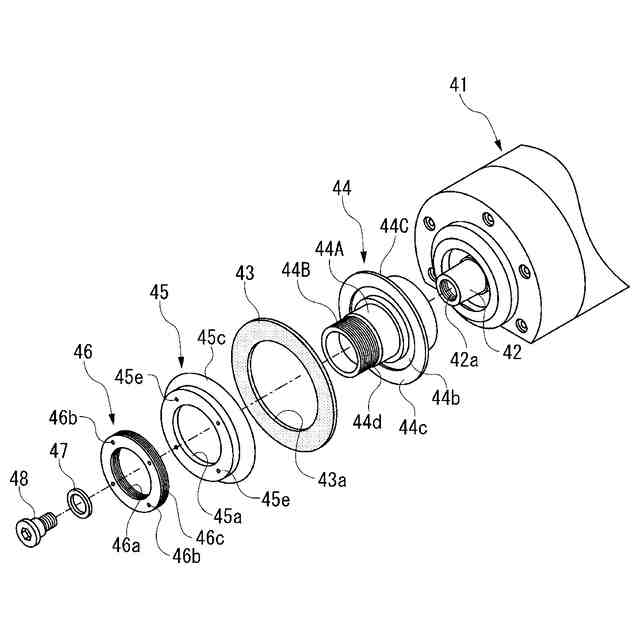
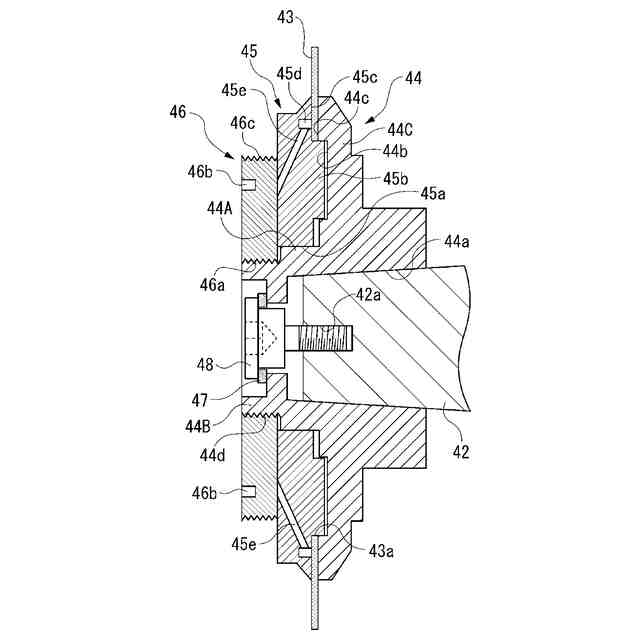
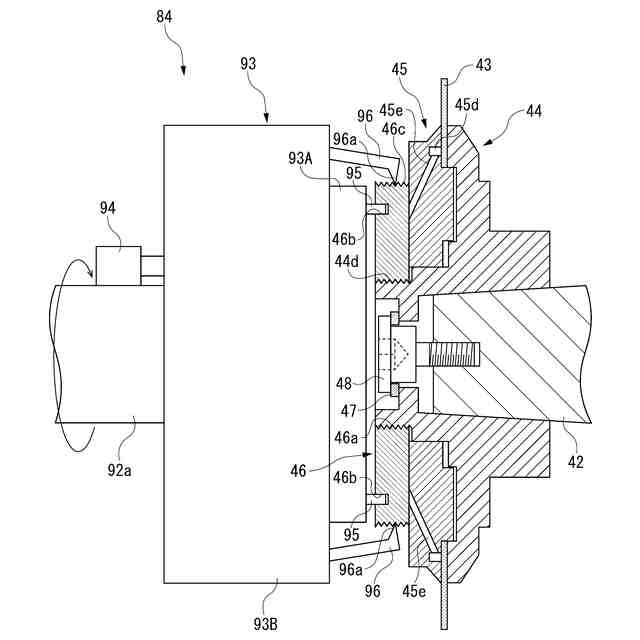
ところで、切削装置においては、特にワッシャ型の切削ブレードは、固定具である2つのフランジ(固定フランジと押さえフランジ)によって挟持されてスピンドルの先端部に固定される。具体的には、基台が無いワッシャ型の切削ブレードは、固定フランジと押さえフランジによって挟持されてスピンドルの先端に取り付けられるが、固定フランジは、スピンドルの先端にボルトによって固定され、押さえフランジは、固定フランジに螺合する固定ナットによって切削ブレードを挟み固定フランジに固定される。
【0004】
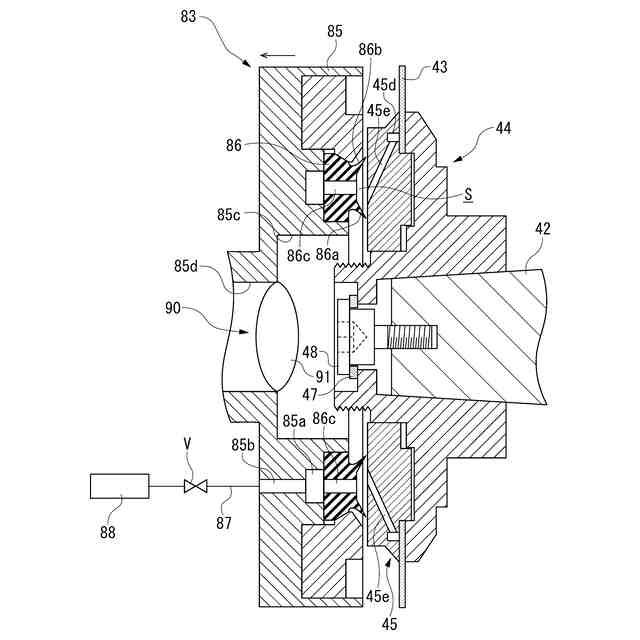
ここで、切削ブレードの交換時には、固定フランジをスピンドルに固定した状態で、固定ナットを緩めて該固定ナットと押さえフランジを固定フランジから取り外すことによって、切削ブレードを新しいものと交換するが、特許文献1には、切削ブレードを自動的に交換するための交換装置を備える切削装置が提案されている。
【0005】
ところで、ワッシャ型の切削ブレードを挟持する固定フランジと押さえフランジの切削ブレードとの接触面には、切削の進行と共に凹凸が生じ、この凹凸のために、新たに取り付けた切削ブレードの外周部がスピンドルの軸方向に対して振れ、カーフ(切削溝)の幅が大きくなるという問題が発生する。
【0006】
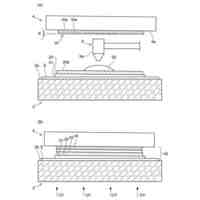
そこで、特許文献2~4には、フランジの切削ブレードとの接触面(当接面)を端面修正砥石によって平坦に修正し、フランジの切削ブレードに接触する当接面に生じた凹凸を除去する方法が提案されている。
【先行技術文献】
【特許文献】
【0007】
特開2021-167034号公報
特開2009-297855号公報
特開2017-221994号公報
特開2022-174549号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献2~4において提案されたフランジの端面修正方法においては、端面修正用砥石と回転するフランジとをフランジの径方向に相対的に往復移動させてフランジの端面(切削ブレードとの接触面)を修正するようにしているため、時間が掛かるという問題がある。
【0009】
本発明は、上記問題に鑑みてなされたもので、その目的は、加工具を挟持するフランジの端面を短時間で修正することができる端面修正砥石、フランジ端面修正方法及び切削装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成する請求項1記載の端面修正砥石は、ワークを切削加工する加工具をスピンドルの先端に装着するフランジの端面を修正する砥石であって、砥粒とゴム結合剤とでリング状に成形され、前記砥粒は、粒径が0.5μm~200μmで、体積比が10%より大きく60%未満であり、前記ゴム結合剤は、体積比が40%より大きく90%未満であることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
貼着方法
1か月前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
洗浄装置
17日前
株式会社ディスコ
加工方法
20日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
チップの製造方法
6日前
株式会社ディスコ
保護部材形成装置
2日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
ウエーハの分割方法
16日前
株式会社ディスコ
保護部材の固定方法
5日前
株式会社ディスコ
ウェーハの研削方法
2日前
株式会社ディスコ
保護部材の形成方法
16日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
加工装置、及び、加工方法
20日前
株式会社ディスコ
調整方法、及び、研削装置
20日前
株式会社ディスコ
バリ除去装置、バリ除去方法
2日前
株式会社ディスコ
チャックテーブル及び加工装置
2日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
26日前
株式会社ディスコ
システム、制御方法、及び、プログラム
16日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
6日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
24日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
17日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
3日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
3日前
株式会社ディスコ
保護膜形成方法
24日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
5日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
5日前
トヨタ自動車株式会社
外径測定方法
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
6日前
株式会社リブラ
ブラスト加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ