TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069965
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023179924
出願日
2023-10-19
発明の名称
切削装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
H01L
21/301 20060101AFI20250424BHJP(基本的電気素子)
要約
【課題】溝の底面に付着した切削屑を効率良く除去できる切削装置を提供すること。
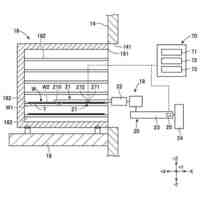
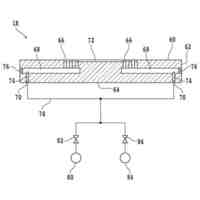
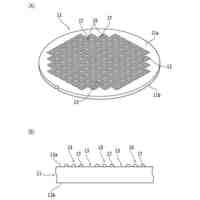
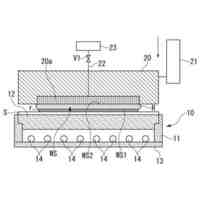
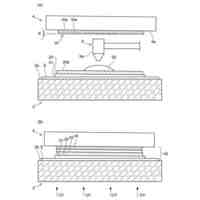
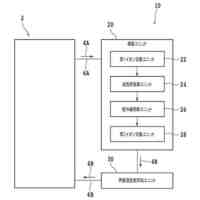
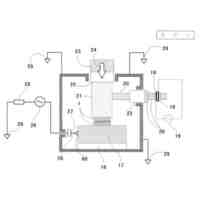
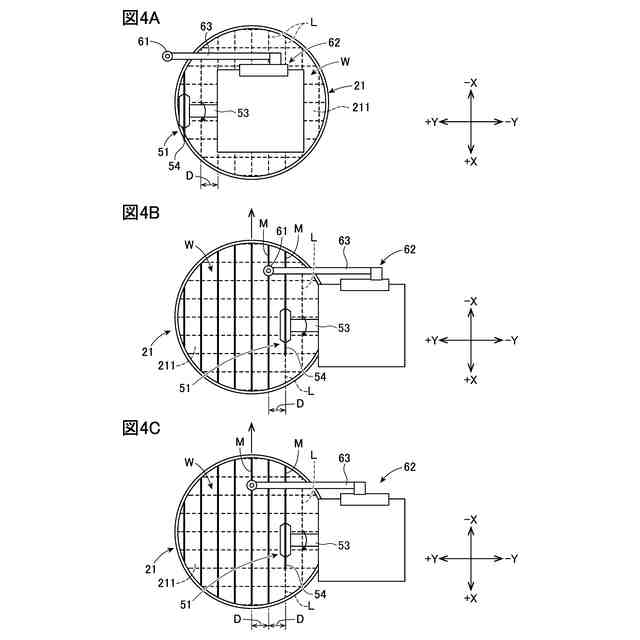
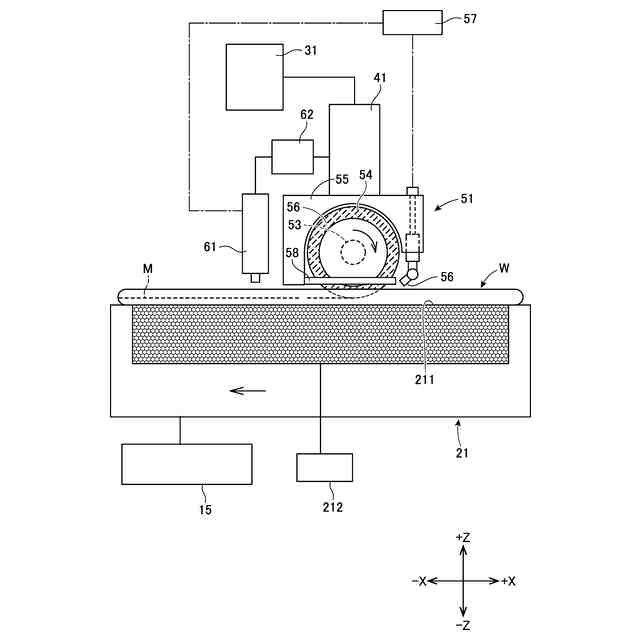
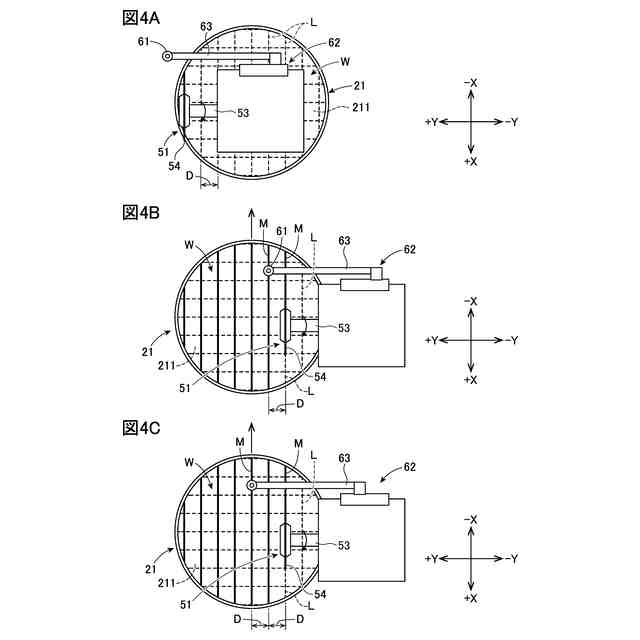
【解決手段】切削装置(1)は、チャックテーブル(21)に保持されたウェーハ(W)を切削ブレード(54)で切削してウェーハに溝(M)を形成する切削機構(51)と、切削機構をチャックテーブルの保持面(211)に平行であり、切削方向となるX軸方向に直交するY軸方向に移動させるY軸移動機構(31)と、溝の底面に向かって流体を噴射して洗浄する洗浄ノズル(61)と、Y軸方向に洗浄ノズルを移動させるノズル移動機構(62)とを備えている。ウェーハのストリート(L)とストリートとの間隔であるY軸方向のインデックス量(D)をインデックス量設定部(71)にて設定し、切削ブレードで切削加工しているストリートより少なくとも1つインデックス量分前の1本の溝の底面に洗浄ノズルから流体を噴射するようノズル移動機構を制御部(70)によって制御する。
【選択図】図4
特許請求の範囲
【請求項1】
保持面によって格子状のストリートを有するウェーハを保持するチャックテーブルと、該チャックテーブルを切削ブレードの切削方向となるX軸方向に移動させるX軸移動機構と、該チャックテーブルに保持されたウェーハを該切削ブレードで切削してウェーハに溝を形成する切削機構と、該切削機構を該保持面に平行に該X軸方向に直交するY軸方向に移動させるY軸移動機構と、該溝の底面に向かって流体を噴射し該底面を洗浄する洗浄ノズルとを備える切削装置であって、
該Y軸方向に該洗浄ノズルを移動させるノズル移動機構と、該チャックテーブルに保持されたウェーハのストリートとストリートとの間隔である該Y軸方向のインデックス量を設定するインデックス量設定部と、
該インデックス量設定部の値と該ノズル移動機構とによって、該切削ブレードで切削加工しているストリートより、少なくとも1つ該インデックス量分前の1本の該溝の底面に流体を噴射するよう該洗浄ノズルを位置付ける制御を行う制御部と、を備える、切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハを切削ブレードで切削して溝を形成する切削装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1及び2は、板状ワークの表面から切削ブレードを所定の深さに切り込ませ、板状ワークを保持するチャックテーブルを移動させて板状ワークに溝を形成する切削装置を開示している。かかる溝の形成後は、溝を塞ぐように板状ワークの表面にテープを貼着してテープを介してウェーハとリングフレームとを一体化させ、板状ワークの裏面を研削することでチップに分割する加工が行われる。
【先行技術文献】
【特許文献】
【0003】
特開2016-157723号公報
特開2016-157722号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1及び2にて溝を形成する切削加工では、溝の底面に切削屑が付着する場合があり、切削屑がテープに付着して気泡が入るため、チップの厚みが薄くなるという問題がある。
【0005】
また、特許文献1は、切削加工中に板状ワークの上面に高圧水を噴射するノズルを備えている。しかし、特許文献1は、所定の幅で板状ワークの表面に高圧水を噴射しており、分割後のチップの大きさに対応してノズルから高圧水を噴射していない。このため、高圧水での溝の洗浄が不十分になり、また、ノズルからの高圧水の噴射量が多くなる、という問題がある。
【0006】
特許文献2は、切削加工中、切削ブレードで切削した直後の溝に高圧水を噴射するノズルを備えている。特許文献2では、切削ブレードの回転によって飛散する切削水の噴霧によって、ノズルから噴射した高圧水の勢いが妨げられ、洗浄効果が低下するという問題がある。
【0007】
本発明はかかる点に鑑みてなされたものであり、溝の底面に付着した切削屑を効率良く除去することができる切削装置を提供することを目的の一つとする。
【課題を解決するための手段】
【0008】
本発明の一態様の切削装置は、保持面によって格子状のストリートを有するウェーハを保持するチャックテーブルと、該チャックテーブルを切削ブレードの切削方向となるX軸方向に移動させるX軸移動機構と、該チャックテーブルに保持されたウェーハを該切削ブレードで切削してウェーハに溝を形成する切削機構と、該切削機構を該保持面に平行に該X軸方向に直交するY軸方向に移動させるY軸移動機構と、該溝の底面に向かって流体を噴射し該底面を洗浄する洗浄ノズルとを備える切削装置であって、該Y軸方向に該洗浄ノズルを移動させるノズル移動機構と、該チャックテーブルに保持されたウェーハのストリートとストリートとの間隔である該Y軸方向のインデックス量を設定するインデックス量設定部と、該インデックス量設定部の値と該ノズル移動機構とによって、該切削ブレードで切削加工しているストリートより、少なくとも1つ該インデックス量分前の1本の該溝の底面に流体を噴射するよう該洗浄ノズルを位置付ける制御を行う制御部と、を備える。
【発明の効果】
【0009】
本発明によれば、切削加工中のストリートよりインデックス量で1つ分以上前の溝に対して洗浄ノズルから流体を噴射するので、切削ブレードの回転によって飛散する切削水により洗浄力が低下することを防止することができる。更には、流体の噴射量が多くなることを抑制することができる。これにより、溝の底面に付着した切削屑を効率良く除去することができる。
【図面の簡単な説明】
【0010】
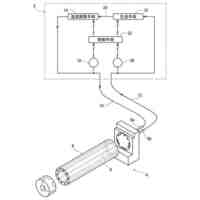
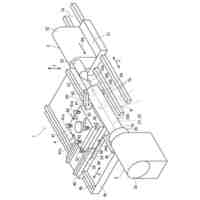
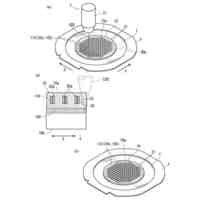
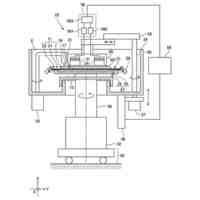
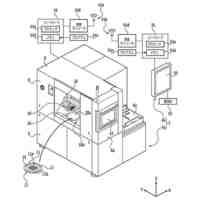
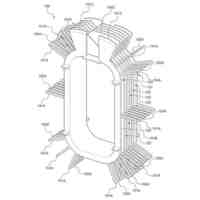
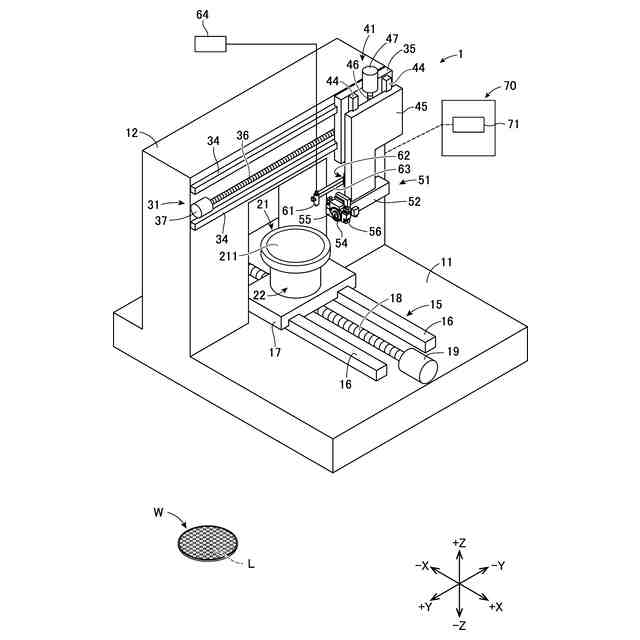
実施の形態の切削装置の斜視図である。
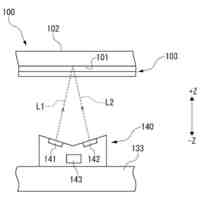
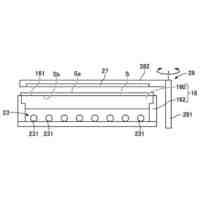
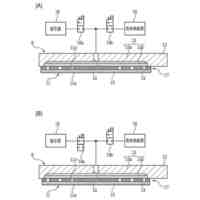
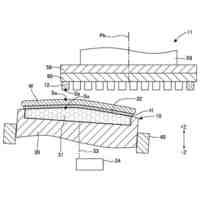
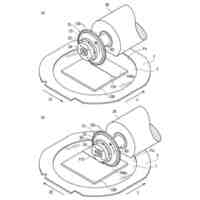
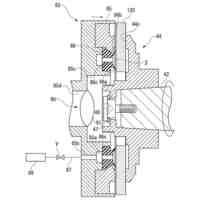
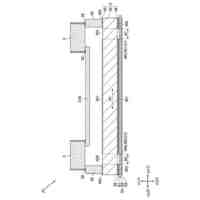
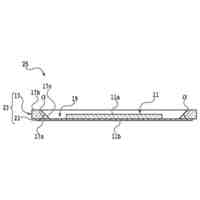
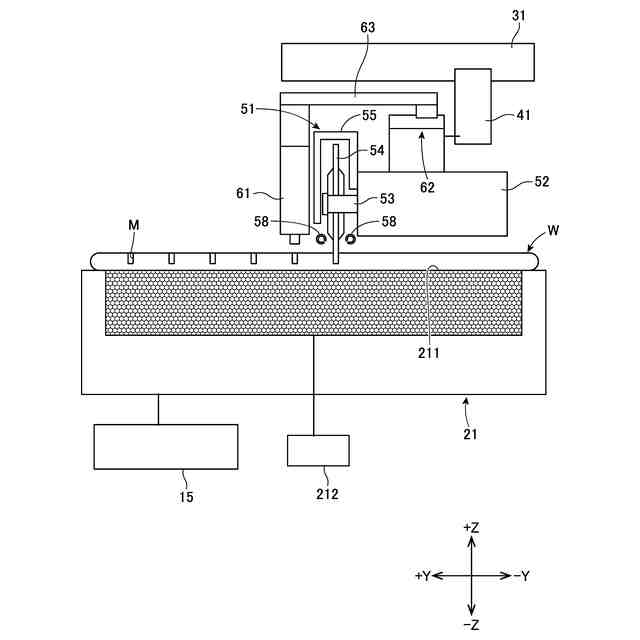
実施の形態の切削装置における切削加工中の説明用側面図である。
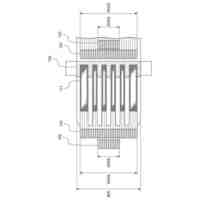
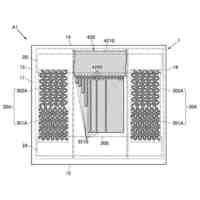
実施の形態の切削装置における切削加工中の説明用正面図である。
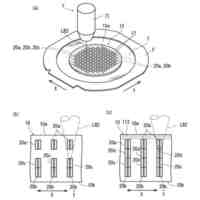
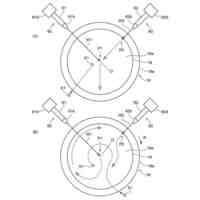
図4Aは、溝の切削加工中の説明用平面図であり、図4B及び図4Cは、溝の切削加工及び洗浄中の図4Aと同様の平面図である。
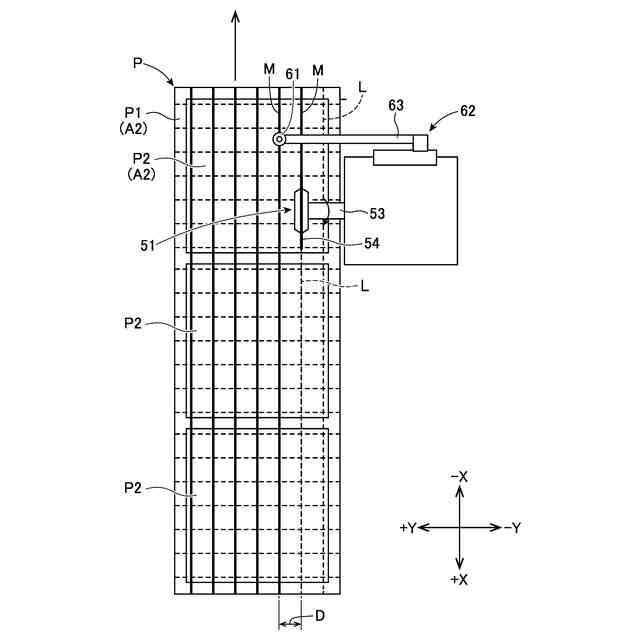
切削加工対象を変更した変形例の図4Aと同様の平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送装置
3日前
株式会社ディスコ
調整方法
5日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
温度制御装置
3日前
株式会社ディスコ
機能水供給装置
7日前
株式会社ディスコ
基板の製造方法
7日前
株式会社ディスコ
保護部材形成装置
10日前
株式会社ディスコ
チップの製造方法
14日前
株式会社ディスコ
板状物の搬送方法
5日前
株式会社ディスコ
位置合わせ時治具
6日前
株式会社ディスコ
チャックテーブル
7日前
株式会社ディスコ
保護部材の固定方法
13日前
株式会社ディスコ
ウエーハの加工方法
11日前
株式会社ディスコ
ウエーハの加工方法
11日前
株式会社ディスコ
保護部材の形成方法
24日前
株式会社ディスコ
ウェーハの研削方法
10日前
株式会社ディスコ
積層ウエーハの加工方法
7日前
株式会社ディスコ
バリ除去装置、バリ除去方法
10日前
株式会社ディスコ
チャックテーブルの洗浄方法
6日前
株式会社ディスコ
鋸ブレードのドレッシング方法
3日前
株式会社ディスコ
チャックテーブル及び加工装置
10日前
株式会社ディスコ
システム、制御方法、及び、プログラム
24日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
14日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
11日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
11日前
株式会社ディスコ
レーザー加工装置の検査方法及びレーザー加工方法
5日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
13日前
個人
超音波接合
1か月前
APB株式会社
二次電池
11日前
甲神電機株式会社
変流器
17日前
株式会社東光高岳
変圧器
4日前
株式会社東光高岳
変圧器
4日前
ローム株式会社
半導体装置
13日前
ローム株式会社
チップ部品
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ