TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082111
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195368
出願日
2023-11-16
発明の名称
研削装置及び研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
47/25 20060101AFI20250521BHJP(研削;研磨)
要約
【課題】被加工物を研削する際に、目標とする被加工物の仕上げ厚みと、実際に研削された被加工物の厚みと、の間のずれを、従来よりも小さくできる研削装置を提供することである。
【解決手段】
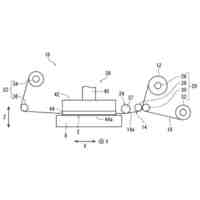
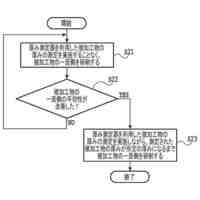
研削装置のコントローラは、被加工物と研削砥石との接触が検知された時点での保持面と研削砥石との移動方向に沿った距離に基づき、被加工物の実際の厚みを算出する手順と、算出された被加工物の実際の厚みと、被加工物の目標とする仕上げ厚みと、の差分を目標研削量として算出する手順と、目標研削量に対応する研削砥石の厚みの減少量を、被加工物の厚みの減少量に対する研削砥石の厚みの減少量の関係を表す情報に基づき、推定消耗量として算出する手順と、目標研削量に対して推定消耗量を加えて得られる量に基づき、チャックテーブルと、研削ユニットと、の相対的な移動にかかる移動量を設定する手順と、を実行する。
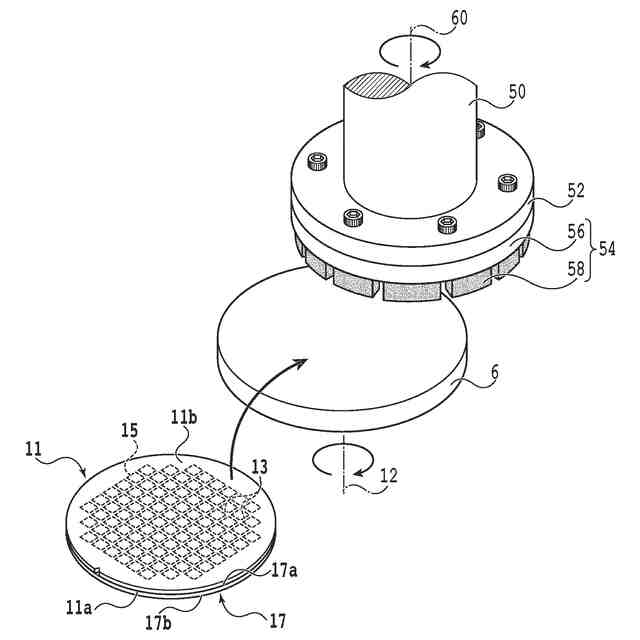
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を研削する研削装置であって、
該被加工物を保持する保持面を有するチャックテーブルと、
研削砥石を有する研削ホイールが装着されるスピンドルと、該スピンドルを回転させるモータと、を有する研削ユニットと、
該チャックテーブルと、該研削ユニットと、を該保持面に対して交差する移動方向に沿って相対的に移動させる移動機構と、
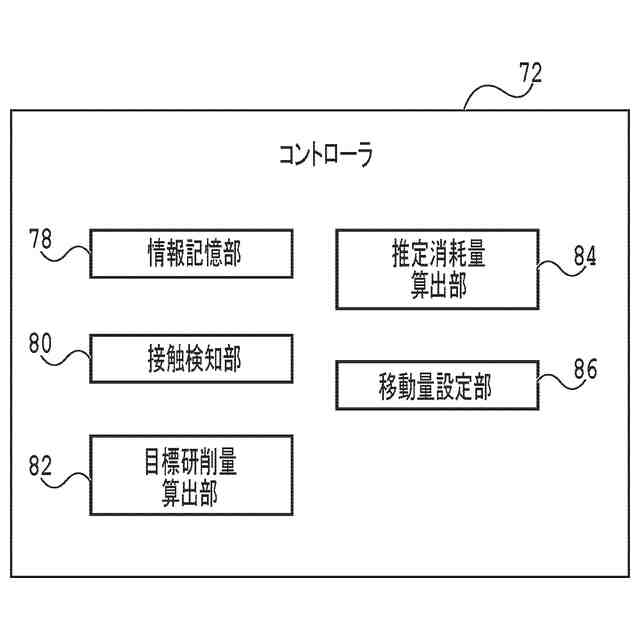
処理装置と記憶装置とを有し、該記憶装置に記憶されているプログラムに従い該研削ユニットと該移動機構との動作を制御できるコントローラと、を備え、
該コントローラは、該プログラムに従い、
該チャックテーブルにより該被加工物が保持され、該研削ホイールが回転している状態で、該チャックテーブルと、該研削ユニットと、を該移動機構により該移動方向に沿って相対的に移動させる手順と、
該移動機構により該チャックテーブルと該研削ユニットとの相対的な移動が開始された後に、該被加工物と該研削砥石との接触を検知する手順と、
該被加工物と該研削砥石との該接触が検知された時点での該保持面と該研削砥石との該移動方向に沿った距離に基づき、該被加工物の実際の厚みを算出する手順と、
算出された該被加工物の実際の厚みと、該被加工物の目標とする仕上げ厚みと、の差分を目標研削量として算出する手順と、
該チャックテーブルにより保持された該被加工物を該研削ユニットにより研削する場合の該被加工物の厚みの減少量に対する該研削砥石の厚みの減少量の関係を表し該チャックテーブルと該研削ユニットとの相対的な移動が開始される前に該記憶装置に記憶される情報と、該目標研削量と、から、該目標研削量に対応する該研削砥石の厚みの減少量を推定消耗量として算出する手順と、
該目標研削量に対して該推定消耗量を加えて得られる量に基づき、該被加工物を該仕上げ厚みまで研削するために必要な該チャックテーブルと、該研削ユニットと、の該移動方向に沿った相対的な移動にかかる移動量を設定する手順と、
該被加工物と該研削砥石との該接触が検知されてから該保持面と該研削砥石とが該移動方向に沿って該移動量だけ接近した時点で、該チャックテーブルと、該研削ユニットと、の相対的な移動を停止する手順と、を実行する研削装置。
続きを表示(約 1,200 文字)
【請求項2】
該モータを流れる電流を検出する電流センサを更に備え、
該コントローラは、該電流センサで検出される該モータを流れる電流の変化により該接触を検知する請求項1記載の研削装置。
【請求項3】
該チャックテーブル又は該スピンドルにかかる荷重を検出する荷重センサを更に備え、
該コントローラは、該荷重センサで検出される該荷重の変化により該接触を検知する請求項1記載の研削装置。
【請求項4】
該チャックテーブルに保持された該被加工物の被研削面に研削液を供給する研削液供給ノズルと、
該被加工物の該被研削面に供給された該研削液の温度を検出する温度センサと、を更に備え、
該コントローラは、該温度センサで検出される該研削液の温度の変化により該接触を検知する請求項1記載の研削装置。
【請求項5】
被加工物を研削する研削方法であって、
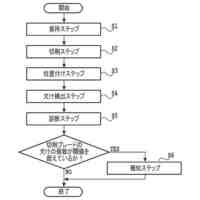
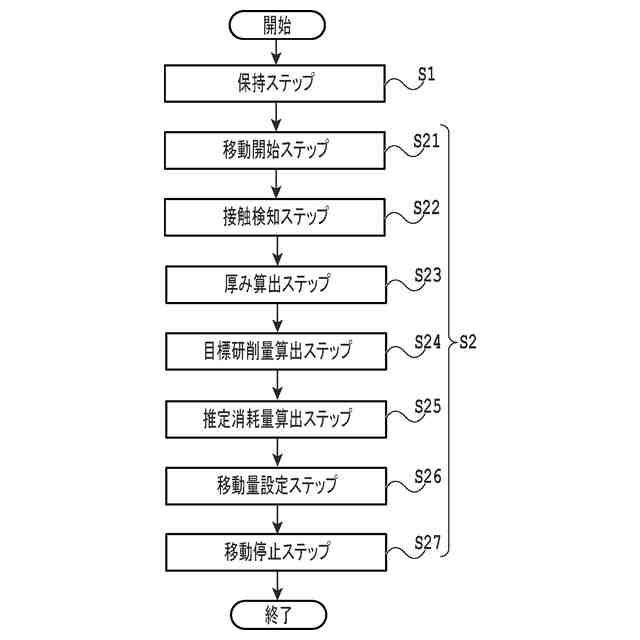
チャックテーブルの保持面により該被加工物を保持する保持ステップと、
研削砥石を有する研削ホイールが装着されるスピンドルと、該スピンドルを回転させるモータと、を有する研削ユニットにより、該チャックテーブルにより保持された該被加工物を研削する研削ステップと、有し、
該研削ステップは、
該チャックテーブルにより該被加工物が保持され、該研削ホイールが回転している状態で、該チャックテーブルと、該研削ユニットと、を該チャックテーブルの該保持面に対して交差する移動方向に沿って相対的に移動させるステップと、
該チャックテーブルと該研削ユニットとの相対的な移動が開始された後に、該被加工物と該研削砥石との接触を検知するステップと、
該被加工物と該研削砥石との該接触が検知された時点での該保持面と該研削砥石との該移動方向に沿った距離に基づき、該被加工物の実際の厚みを算出するステップと、
算出された該被加工物の実際の厚みと、該被加工物の目標とする仕上げ厚みと、の差分を目標研削量として算出するステップと、
該チャックテーブルにより保持された該被加工物を該研削ユニットにより研削する場合の該被加工物の厚みの減少量に対する該研削砥石の厚みの減少量の関係を表す情報と、該目標研削量と、から、該目標研削量に対応する該研削砥石の厚みの減少量を推定消耗量として算出するステップと、
該目標研削量に対して該推定消耗量を加えて得られる量に基づき、該被加工物を該仕上げ厚みまで研削するために必要な該チャックテーブルと、該研削ユニットと、の該移動方向に沿った相対的な移動にかかる移動量を設定するステップと、
該被加工物と該研削砥石との該接触が検知されてから該保持面と該研削砥石とが該移動方向に沿って該移動量だけ接近した時点で、該チャックテーブルと、該研削ユニットと、の相対的な移動を停止するステップと、を含む研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置及び研削方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
携帯電話機やPC(Personal Computer)等の電子機器に利用されるデバイスチップの製造工程では、まず、シリコン等でなるウェーハの表面側に、IC(Integrated Circuit)等の複数個のデバイスが形成される。そして、このウェーハの裏面側が研削装置等により研削され、ウェーハが所定の厚みに加工された後、ウェーハは、切削装置等により切削され、デバイスをそれぞれ含む個々のデバイスチップへと分割される。
【0003】
ウェーハに代表される被加工物の研削に用いられる研削装置は、一般的に、被加工物を保持するためのチャックテーブルと、チャックテーブルに保持された被加工物を研削するための研削ホイールが装着された研削ユニットと、を備える(例えば、特許文献1参照)。研削ホイールには、被加工物に接触することで被加工物を研削する研削砥石が設けられている。
【0004】
この研削装置を用いて被加工物を研削する際には、被加工物を保持したチャックテーブルを回転させ、かつ、研削ホイールを回転させた状態で、例えば、チャックテーブルの上方から研削ユニットをチャックテーブルに接近させる。これにより、研削砥石が上方から被加工物に接触し、被加工物は研削砥石により研削される。
【0005】
また、研削前の被加工物の仕様上の厚みと、被加工物の目標とする仕上げ厚みと、の差を研削量とし、この研削量に合わせて研削ユニットの移動量(下降量)が調整される研削装置が知られている(例えば、特許文献2参照)。この研削装置では、研削ユニットを制御するコントローラ(制御ユニット)により研削砥石の消耗量が算出され、算出された消耗量に基づいて研削ユニットの移動量が補正される。
【先行技術文献】
【特許文献】
【0006】
特開2000-288881号公報
特開2022-079044号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように研削ユニットの移動量を研削砥石の消耗量に基づいて補正する場合、例えば、被加工物の仕様上の研削量(目標研削量)に予め特定された研削砥石の消耗率を乗ずることにより、研削中における研削砥石の消耗量の推定値(推定消耗量)が算出される。そして、被加工物を研削する際には、研削ユニットの移動量が推定消耗量分だけ増加するように補正される。これにより、実際の被加工物の研削量が目標研削量に近づき、研削後の被加工物の厚みばらつきが低減される。
【0008】
しかしながら、研削装置によって研削される被加工物では、研削前の被加工物の仕様上の厚みと、研削前の被加工物の実際の厚みと、にずれが存在することもある。この場合、目標研削量と実際の研削量との間に誤差が生じ、目標研削量から算出される推定消耗量と実際の研削砥石の消耗量との間にも誤差が生じ得る。その結果、研削ユニットの移動量の補正が実際の研削砥石の消耗量に対応せず、研削後の被加工物の実際の厚みと、目標とする仕上げ厚みと、の間の差を十分に低減できないおそれがある。
【0009】
よって、本発明の目的は、研削後の被加工物の実際の厚みと、被加工物の目標とする仕上げ厚みと、の間のずれを、従来の研削装置に比べて小さくすることができる新たな研削装置及び研削方法を提供することである。
【課題を解決するための手段】
【0010】
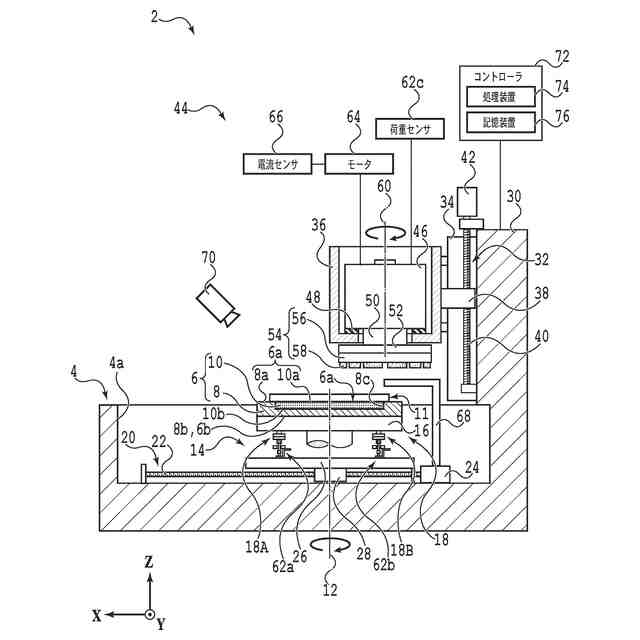
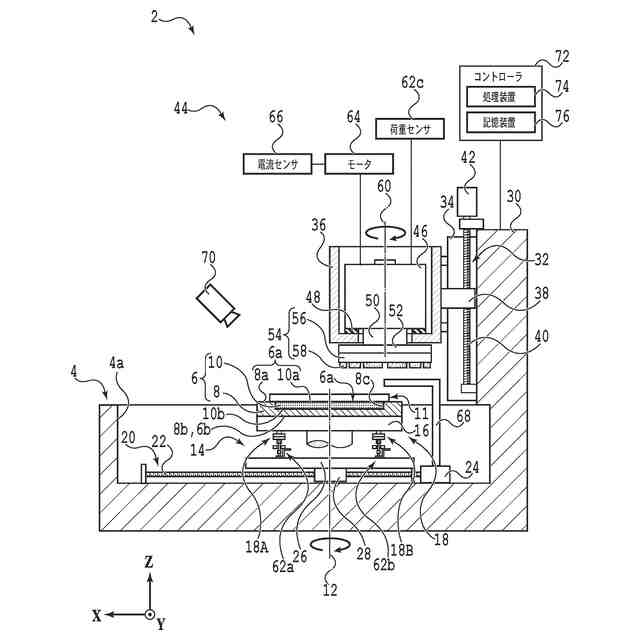
本発明の一側面によれば、被加工物を研削する研削装置であって、該被加工物を保持する保持面を有するチャックテーブルと、研削砥石を有する研削ホイールが装着されるスピンドルと、該スピンドルを回転させるモータと、を有する研削ユニットと、該チャックテーブルと、該研削ユニットと、を該保持面に対して交差する移動方向に沿って相対的に移動させる移動機構と、処理装置と記憶装置とを有し、該記憶装置に記憶されているプログラムに従い該研削ユニットと該移動機構との動作を制御できるコントローラと、を備え、該コントローラは、該プログラムに従い、該チャックテーブルにより該被加工物が保持され、該研削ホイールが回転している状態で、該チャックテーブルと、該研削ユニットと、を該移動機構により該移動方向に沿って相対的に移動させる手順と、該移動機構により該チャックテーブルと該研削ユニットとの相対的な移動が開始された後に、該被加工物と該研削砥石との接触を検知する手順と、該被加工物と該研削砥石との該接触が検知された時点での該保持面と該研削砥石との該移動方向に沿った距離に基づき、該被加工物の実際の厚みを算出する手順と、算出された該被加工物の実際の厚みと、該被加工物の目標とする仕上げ厚みと、の差分を目標研削量として算出する手順と、該チャックテーブルにより保持された該被加工物を該研削ユニットにより研削する場合の該被加工物の厚みの減少量に対する該研削砥石の厚みの減少量の関係を表し該チャックテーブルと該研削ユニットとの相対的な移動が開始される前に該記憶装置に記憶される情報と、該目標研削量と、から、該目標研削量に対応する該研削砥石の厚みの減少量を推定消耗量として算出する手順と、該目標研削量に対して該推定消耗量を加えて得られる量に基づき、該被加工物を該仕上げ厚みまで研削するために必要な該チャックテーブルと、該研削ユニットと、の該移動方向に沿った相対的な移動にかかる移動量を設定する手順と、該被加工物と該研削砥石との接触が検知されてから、該保持面と該研削砥石とが該移動方向に沿って該移動量だけ接近した時点で、該チャックテーブルと、該研削ユニットと、の相対的な移動を停止する手順と、を実行する研削装置が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
処理装置
2日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
チップの製造方法
2日前
株式会社ディスコ
レーザー加工方法
2日前
株式会社ディスコ
保護テープ貼着方法
4日前
株式会社ディスコ
フィルターユニット
4日前
株式会社ディスコ
ウェーハの加工方法
9日前
株式会社ディスコ
LEDチップ配設方法
2日前
株式会社ディスコ
清掃装置および清掃方法
5日前
株式会社ディスコ
研削ホイール及び研削方法
2日前
株式会社ディスコ
分離起点形成方法及び分離方法
3日前
株式会社ディスコ
加工装置及び被加工物の加工方法
5日前
株式会社ディスコ
測定方法、測定装置、及び被加工物の加工方法
5日前
株式会社ディスコ
研削装置、被加工物の研削方法及びプログラム
5日前
株式会社ディスコ
切削ブレードの診断方法、切削方法及び加工装置
2日前
株式会社ディスコ
貼り合わせウェーハのエッジトリミング方法及びエッジトリミング装置
4日前
個人
両軸回転ヤスリ
5か月前
個人
研磨体
24日前
株式会社タカトリ
研削装置
5か月前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
19日前
トヨタ自動車株式会社
外径測定方法
5か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
シンクス株式会社
ボード切断装置
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
不二空機株式会社
可搬型動力工具
19日前
オークマ株式会社
円筒研削盤
9日前
株式会社ディスコ
砥石
17日前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
株式会社IHI
ブラストガン
4か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
NTN株式会社
加工装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ