TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081831
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023194859
出願日
2023-11-16
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
55/06 20060101AFI20250521BHJP(研削;研磨)
要約
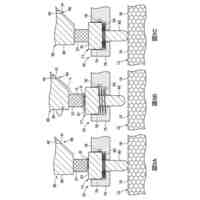
【課題】カバーの側板と仕切り板とを過度に接近させることなくカバーの側板の下面と仕切り板の上面との隙間を介した加工屑の飛散を抑制することが可能な加工装置を提供する。
【解決手段】カバーの側板の延在方向に沿い、かつ、その下端が仕切り板の上面に形成されている溝の底面よりも上かつ仕切り板の上面のうち溝以外の領域よりも下に位置する弾性部材を側板に設ける。そして、被加工物を加工する時に弾性部材の下端が仕切り板の上面に形成されている溝に供給された水に漬ける。
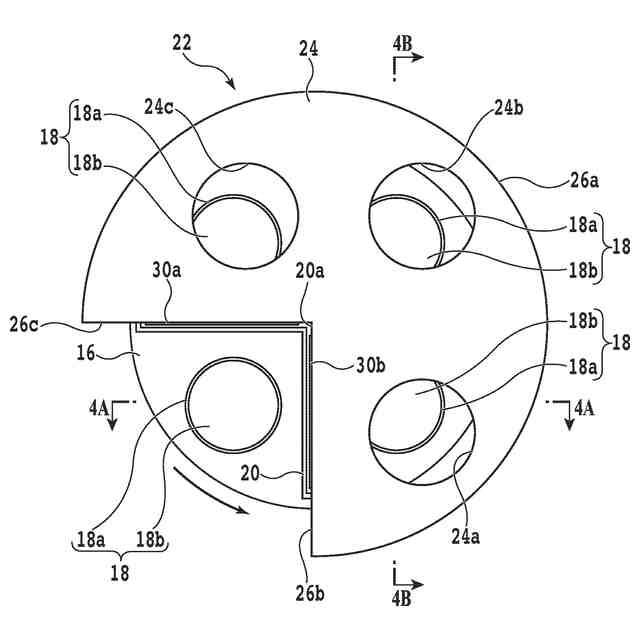
【選択図】図4
特許請求の範囲
【請求項1】
被加工物を加工するための加工装置であって、
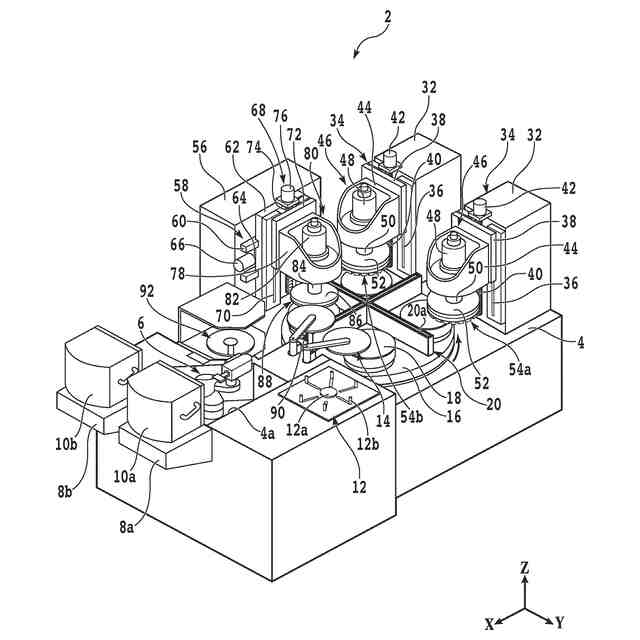
ターンテーブルと、
平面視において該ターンテーブルの中心からみて所定の角度間隔で位置付けられ、かつ、それぞれが該被加工物を保持可能な複数の保持テーブルと、
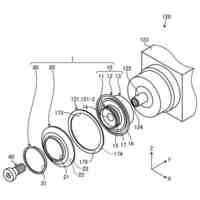
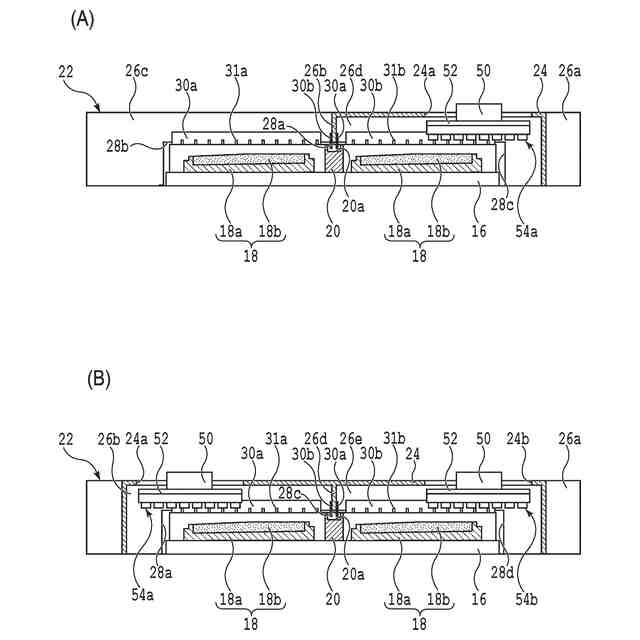
該ターンテーブルを部分的に覆い、かつ、該ターンテーブルを回転させた時にそれぞれが該被加工物を保持する該複数の保持テーブルが通過する搬送口が形成されている側板を有するカバーと、
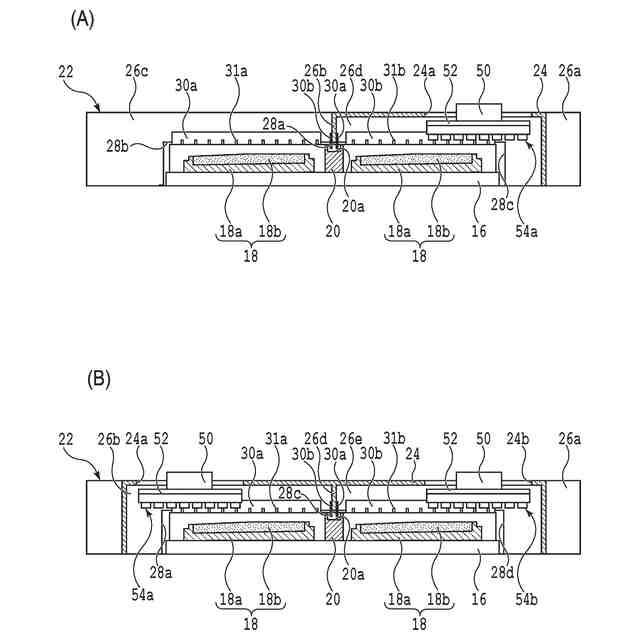
該複数の保持テーブルを区画するように該ターンテーブルに設けられ、かつ、その配設方向に沿って溝が形成されるとともに該搬送口に位置付けられた時に該カバーの該側板の下面と対向する上面を有する仕切り板と、
該仕切り板の該上面に形成されている該溝に水を供給可能な水供給ユニットと、
該複数の保持テーブルのうち該仕切り板を該搬送口に位置付けた時に該カバー及び該仕切り板によって区画される空間に位置付けられる保持テーブルに保持されている該被加工物を加工可能な加工ユニットと、を備え、
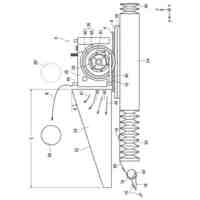
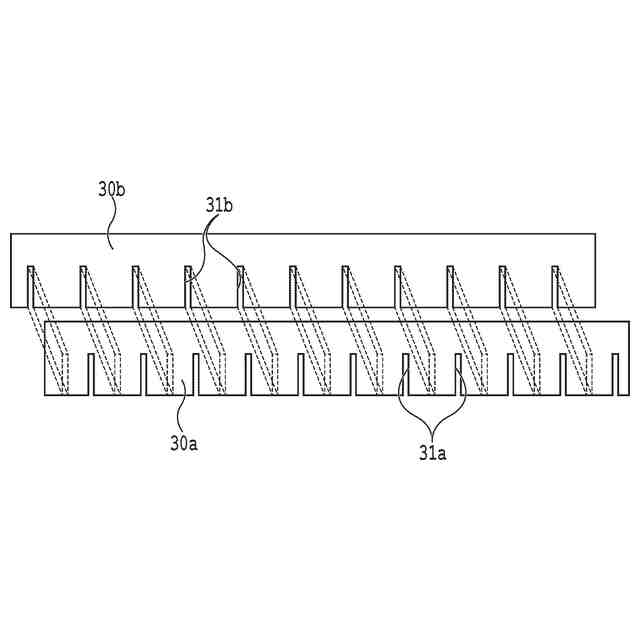
該カバーの該側板には、該側板の延在方向に沿い、かつ、その下端が該仕切り板の該上面に形成されている該溝の底面よりも上かつ該仕切り板の該上面のうち該溝以外の領域よりも下に位置する弾性部材が設けられ、
該被加工物を加工する時に該弾性部材の該下端が該仕切り板の該上面に形成されている該溝に供給された水に漬けられる加工装置。
続きを表示(約 370 文字)
【請求項2】
該弾性部材は、該側板からみて該ターンテーブルの回転方向において前側に位置し、
該弾性部材には、それぞれが該弾性部材の該下端に到る複数の第1スリットが形成され、
該カバーの該側板には、該側板の該延在方向に沿い、かつ、その下端が該仕切り板の該上面に形成されている該溝の底面よりも上かつ該仕切り板の該上面のうち該溝以外の領域よりも下に位置する第2弾性部材が設けられ、
該第2弾性部材は、該側板からみて該ターンテーブルの該回転方向において後側に位置し、
該第2弾性部材には、それぞれが該第2弾性部材の該下端に到る複数の第2スリットが形成され、
該複数の第1スリットと該複数の第2スリットとは、該ターンテーブルの該回転方向において重ならないように形成されている請求項1に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を加工するための加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
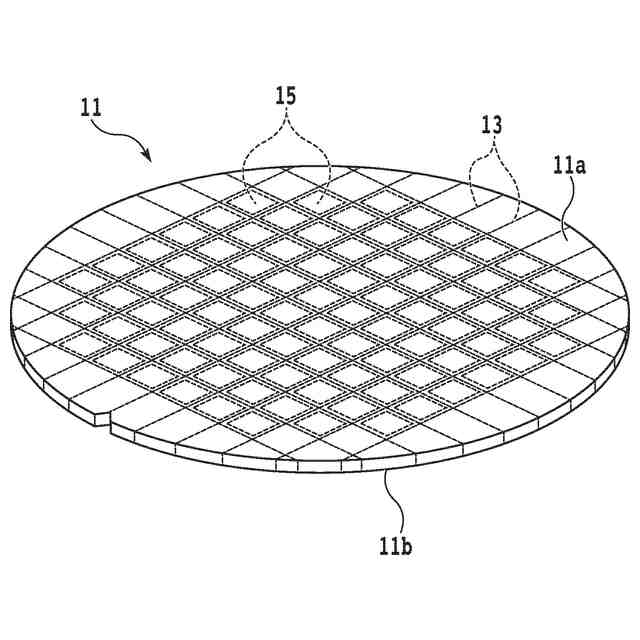
IC(Integrated Circuit)等のデバイスのチップは、携帯電話及びパーソナルコンピュータ等の各種電子機器において不可欠の構成要素である。このようなチップは、例えば、表面側に複数のデバイスが形成されたウェーハ等の被加工物を薄化してから、複数のデバイスの境界に沿って被加工物を分割することによって製造される。
【0003】
被加工物の薄化は、例えば、研削装置において被加工物の裏面側を研削することによって行われる。この研削装置は、一般的に、被加工物を保持可能な保持テーブルと、研削ホイールが先端部に装着されているスピンドルを有する研削ユニットと、を備える。そして、被加工物の裏面側の研削は、被加工物の表面側を保持する保持テーブルとスピンドルとの双方を回転させながら被加工物の裏面側に研削ホイールを接触させることによって行われる。
【0004】
さらに、被加工物を研削する際には、被加工物の薄化を主目的とする粗研削を行ってから表面粗さの改善を主目的とする仕上げ研削が行われることがある。また、研削装置においては、多数の被加工物に対する研削が連続して行われることもある。このような研削を円滑に行うために、研削装置には、平面視において、その中心からみて所定の角度間隔(例えば、120°)で複数(例えば、3つ)の保持テーブルが位置付けられるターンテーブルが設けられることがある(例えば、特許文献1参照)。
【0005】
具体的には、この研削装置は、ターンテーブルを回転させることによって、被加工物の搬入及び搬出が可能な位置(搬入出位置)、被加工物の粗研削が可能な位置(粗研削位置)及び被加工物の仕上げ研削が可能な位置(仕上げ研位置)に各保持テーブルを順に位置付けることができるように構成される。そして、この研削装置においては、例えば、以下の順序で多数の被加工物のそれぞれに対する粗研削及び仕上げ研削が行われる。
【0006】
まず、その裏面側が露出されるように被加工物(第1被加工物)を搬入出位置に位置付けられている保持テーブル(第1保持テーブル)に搬入してから第1保持テーブルに第1被加工物の表面側を保持させる。次いで、ターンテーブルを回転させることによって第1保持テーブルを粗研削位置に位置付けるとともに第1保持テーブルとは別の保持テーブル(第2保持テーブル)を搬入出位置に位置付ける。
【0007】
次いで、第1被加工物の粗研削を行うとともに、その裏面側が露出されるように被加工物(第2被加工物)を第2保持テーブルに搬入してから第2保持テーブルに第2被加工物の表面側を保持させる。次いで、ターンテーブルをさらに回転させることによって第1保持テーブル及び第2保持テーブルを仕上げ研削位置及び粗研削位置にそれぞれ位置付けるとともに第1保持テーブル及び第2保持テーブルとは別の保持テーブル(第3保持テーブル)を搬入出位置に位置付ける。
【0008】
次いで、第1被加工物の仕上げ研削及び第2被加工物の粗研削をそれぞれ行うとともに、その裏面側が露出されるように被加工物(第3被加工物)を第3保持テーブルに搬入してから第3保持テーブルに第3被加工物の表面側を保持させる。次いで、ターンテーブルをさらに回転させることによって第1保持テーブル、第2保持テーブル及び第3保持テーブルを搬入出位置、仕上げ研削位置及び粗研削位置にそれぞれ位置付ける。
【0009】
次いで、第1保持テーブルによる第1被加工物の保持を解消してから第1保持テーブルから第1被加工物を搬出するとともに、第2被加工物の仕上げ研削及び第3被加工物の粗研削をそれぞれ行う。さらに、上述した内容を繰り返すことによって、研削装置において、多数の被加工物のそれぞれに対する粗研削及び仕上げ研削が行われる。
【0010】
上述したように被加工物を研削すると、加工屑が生じる。そして、この加工屑が研削後の被加工物に付着すると、この被加工物から製造されるチップの品質が悪化するおそれがある。また、この加工屑が研削前の被加工物に付着すると、この被加工物を研削する際に被加工物が破損するおそれがある。また、この加工屑が研削装置に混入すると、この研削装置の動作不良の原因になるおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
26日前
個人
研磨体
2か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
2か月前
不二空機株式会社
可搬型動力工具
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
株式会社ニッチュー
ブラスト装置
1か月前
シンクス株式会社
ボード切断装置
2か月前
株式会社ディスコ
砥石
2か月前
トヨタ自動車株式会社
回転砥石の製造方法
19日前
オークマ株式会社
円筒研削盤
1か月前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
18日前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
25日前
株式会社荏原製作所
研磨装置
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
セイコーインスツル株式会社
研削盤
2か月前
株式会社シロハチ
回転機械およびこれを用いた装置
3か月前
株式会社IHI
加工方法
3か月前
株式会社不二越
スルーフィード式の加工装置
2か月前
株式会社ディスコ
固定機構
1か月前
株式会社ディスコ
切削装置
3か月前
株式会社ディスコ
処理装置
1か月前
株式会社ディスコ
処理装置
1か月前
株式会社ディスコ
切削装置
22日前
株式会社カクダイ岐阜工場
研磨機用腕支持装置
3か月前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ