TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064438
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174210
出願日
2023-10-06
発明の名称
切削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
53/00 20060101AFI20250410BHJP(研削;研磨)
要約
【課題】切削ブレードのドレッシングやセットアップを行っているときにもチャックテーブルに対するウェーハの搬入と搬出を可能にして切削時間を短縮すること。
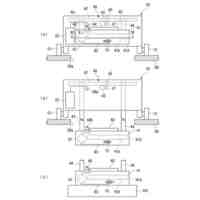
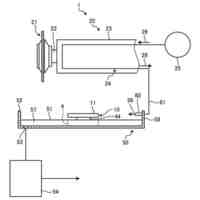
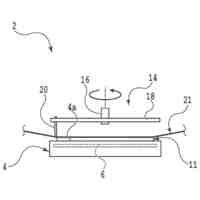
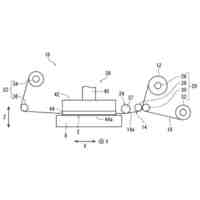
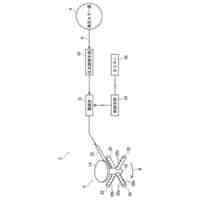
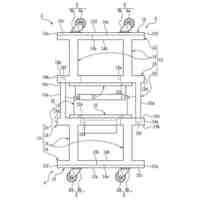
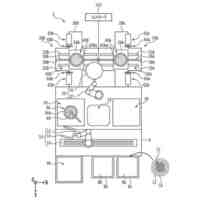
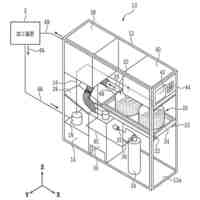
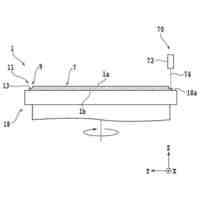
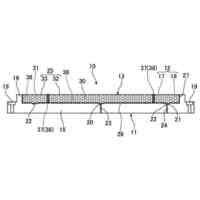
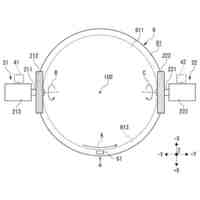
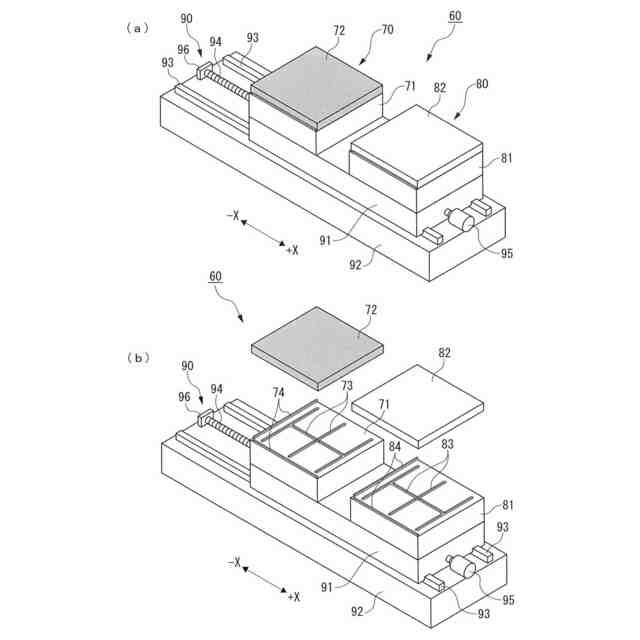
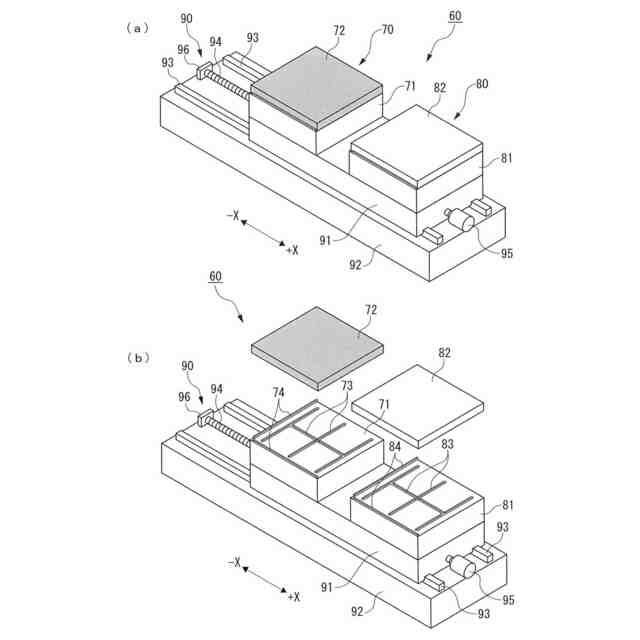
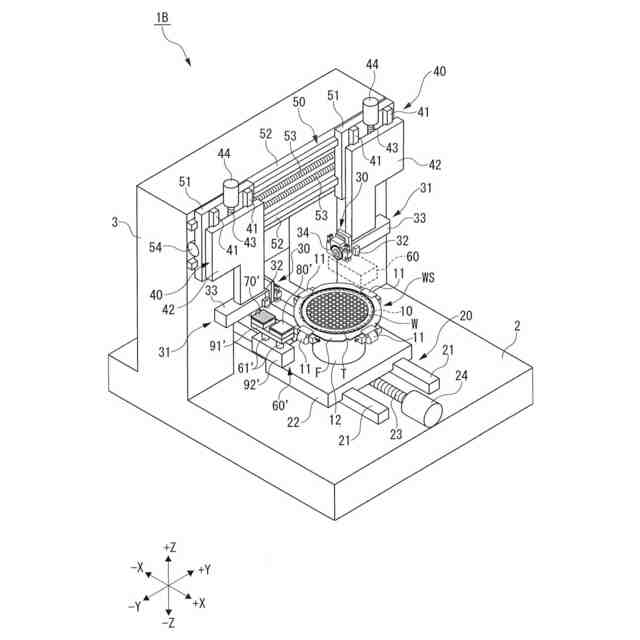
【解決手段】チャックテーブル10と、該チャックテーブル10に保持されたウェーハWを切削ブレード34で切削する切削ユニット30と、切削ブレード34の切削送り方向となるX軸方向にチャックテーブル10を移動させるX軸移動機構20と、X軸方向に直交するY軸方向に切削ユニット30を移動させるY軸移動機構50と、垂直なZ軸方向に切削ユニット30を移動させるZ軸移動機構40を備える切削装置1は、切削ブレード34をドレッシングする板状のドレス砥石72を配置したドレッシングユニット70と切削ブレード34の先端を検知するセットアップユニット80を基台91上にX軸方向に並べて配置するとともに、基台91をX軸方向に移動させる第2X軸移動機構90を備える。
【選択図】図3
特許請求の範囲
【請求項1】
保持面によってウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを、スピンドルの先端に装着した切削ブレードで切削加工する切削ユニットと、前記保持面に平行で前記切削ブレードの切削送り方向となるX軸方向に前記チャックテーブルを移動させるX軸移動機構と、前記保持面に平行でX軸方向に直交する方向のY軸方向に前記切削ユニットを移動させるY軸移動機構と、前記保持面に垂直な方向のZ軸方向に前記切削ユニットを移動させるZ軸移動機構と、を備え、前記切削ブレードでウェーハを切削する切削装置であって、
前記切削ブレードをドレッシングする板状のドレス砥石を配置したドレッシングユニットと、
前記切削ブレードの先端を検知するセットアップユニットと、
前記ドレッシングユニットと前記セットアップユニットとをX軸方向に並べて配置する基台と、
該基台をX軸方向に移動させる第2X軸移動機構と、
を含んで構成されるブレード調整ユニットを備えることを特徴とする切削装置。
続きを表示(約 520 文字)
【請求項2】
一対の前記切削ユニットと、一対の前記Y軸移動機構及び前記Z軸移動機構を、前記チャックテーブルを挟んでY軸方向に相対向させて配置して構成される切削装置であって、
一対の前記切削ユニットに対応する一対の前記ブレード調整ユニットを、前記チャックテーブルを挟んでY軸方向に相対向させて配置したことを特徴とする請求項1記載の切削装置。
【請求項3】
一対の前記切削ユニットと、一対の前記Y軸移動機構及び前記Z軸移動機構を、前記チャックテーブルを挟んでY軸方向に相対向させて配置して構成される切削装置であって、
前記一方の切削ブレードを調整するための前記ブレード調整ユニットを一方の前記切削ユニットの近傍に配置し、他方の切削ブレードをドレッシング及びセットアップするための第2ブレード調整ユニットを前記X軸移動機構に配置し、
前記第2ブレード調整ユニットは、
前記切削ブレードをドレッシングする板状のドレス砥石を配置したドレッシングユニットと、前記切削ブレードの先端を検知するセットアップユニットと、をX軸方向に並べて配置して構成されることを特徴とする請求項1記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高速回転する切削ブレードによってウェーハなどの被切削物を切削するための切削装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えば、半導体チップの製造工程においては、円板状の半導体ウェーハ(以下、単に「ウェーハ」と称する)の表面が格子状に配列されたストリートと称される分割予定ラインによって多数の矩形領域に区画され、各矩形領域にICやLSIなどのデバイスがそれぞれ形成されている。そして、このように多数のデバイスが形成されたウェーハをダイサーと称される切削装置の切削ブレードで分割予定ラインに沿って切削することによって、複数の半導体チップが得られる。
【0003】
ところで、切削装置において切削ブレードによるウェーハの切削を継続すると、該切削ブレードが摩耗してその外形形状が変化し、或いは切削ブレードに目詰まりや目つぶれが発生し、正常な切削を行うことができなくなる。このため、切削ブレードの先端を定期的にドレッシングするようにしている。そして、このようなドレッシングを行うことによって、切削ブレードの先端部が摩耗して該切削ブレードの先端位置が変化するため、ドレッシング後に切削ブレードの先端位置を高精度に検知するセットアップを行うようにしている(例えば、特許文献1,2参照)。
【0004】
特に、特許文献1において提案された切削装置においては、切削ブレードに対してドレッシングを行うドレッシングユニットとセットアップを行うセットアップユニットとを一体化しているため、ドレッシングの直後にセットアップを実施することができ、これらのドレッシングとセットアップに要する時間を短縮することができる。
【0005】
ところが、特許文献1において提案された切削装置においては、ドレッシングボードの上方から該ドレッシングボードに切削ブレードを切り込ませるチョッパカットによってドレッシングを行うようにしているため、例えば、厚みの厚い切削ブレードの先端形状を修正することができないという問題がある。
【0006】
そこで、特許文献3には、ドレッシングボードを回転させながらドレッシングを行うことによって、切削ブレードの先端を平坦に仕上げる方法が提案されている。しかしながら、この方法では、切削ブレードの側面のドレッシングが不十分であるため、切削によってウェーハに形成された切削溝にチッピング(欠け)が発生するという問題がある。
【0007】
上記問題を解決するため、特許文献4には、チャックテーブルの横にドレッシングボードを配置し、該ドレッシングボードをチャックテーブルと共に切削送り方向であるX軸方向に移動させ、ドレッシングボードに切削ブレードを切り込ませてからドレッシングボードをX軸方向に移動させることによって、切削ブレードの先端と側面をドレッシングする方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2016-112674号公報
特開2022-180024号公報
特開2014-054713号公報
特開2023-031472号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献4において提案された方法では、ドレッシングボードをチャックテーブルと共にX軸方向に移動させながら切削ブレードのドレッシングを行うようにしているため、切削ブレードのドレッシング中に移動しているチャックテーブルに対してウェーハを搬入及び搬出することができず、切削時間が長くなって効率が悪いという問題がある。
【0010】
本発明は、上記問題に鑑みてなされたもので、その目的は、切削ブレードのドレッシングやセットアップを行っているときにもチャックテーブルに対するウェーハの搬入と搬出を可能にして切削時間を短縮することができる切削装置を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送車
11日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
処理装置
4日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工水供給装置
12日前
株式会社ディスコ
機能水供給装置
11日前
株式会社ディスコ
保持面形成方法
18日前
株式会社ディスコ
チップの製造方法
13日前
株式会社ディスコ
漏水検知システム
今日
株式会社ディスコ
レーザー加工方法
4日前
株式会社ディスコ
チップの製造方法
4日前
株式会社ディスコ
フィルターユニット
6日前
株式会社ディスコ
ウェーハの加工方法
11日前
株式会社ディスコ
保護テープ貼着方法
6日前
株式会社ディスコ
検出方法及び加工装置
14日前
株式会社ディスコ
LEDチップ配設方法
4日前
株式会社ディスコ
接合ウエーハの加工方法
12日前
株式会社ディスコ
清掃装置および清掃方法
7日前
株式会社ディスコ
研削ホイール及び研削方法
4日前
株式会社ディスコ
搬送用具及び部品の交換方法
14日前
株式会社ディスコ
分離起点形成方法及び分離方法
5日前
株式会社ディスコ
加工装置及び被加工物の加工方法
7日前
株式会社ディスコ
フィルタユニット及び廃液処理装置
今日
株式会社ディスコ
加工水用の添加剤及び被加工物の加工方法
18日前
株式会社ディスコ
切削ブレード、及び切削ブレードの製造方法
13日前
株式会社ディスコ
研削装置、被加工物の研削方法及びプログラム
7日前
株式会社ディスコ
測定方法、測定装置、及び被加工物の加工方法
7日前
株式会社ディスコ
切削ブレードの診断方法、切削方法及び加工装置
4日前
株式会社ディスコ
チャックテーブル及びチャックテーブルの製造方法
12日前
株式会社ディスコ
貼り合わせウェーハのエッジトリミング方法及びエッジトリミング装置
6日前
個人
研磨体
26日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
21日前
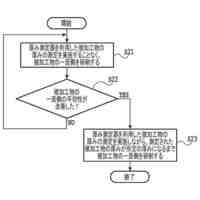
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
シンクス株式会社
ボード切断装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ