TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025092851
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208227
出願日
2023-12-11
発明の名称
検出方法及び加工装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20250616BHJP(基本的電気素子)
要約
【課題】ウェーハの局所的な厚さ異常を検出する。
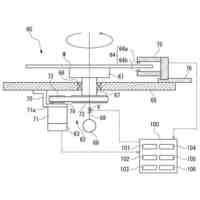
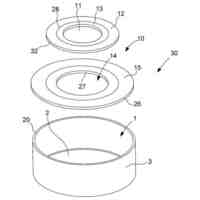
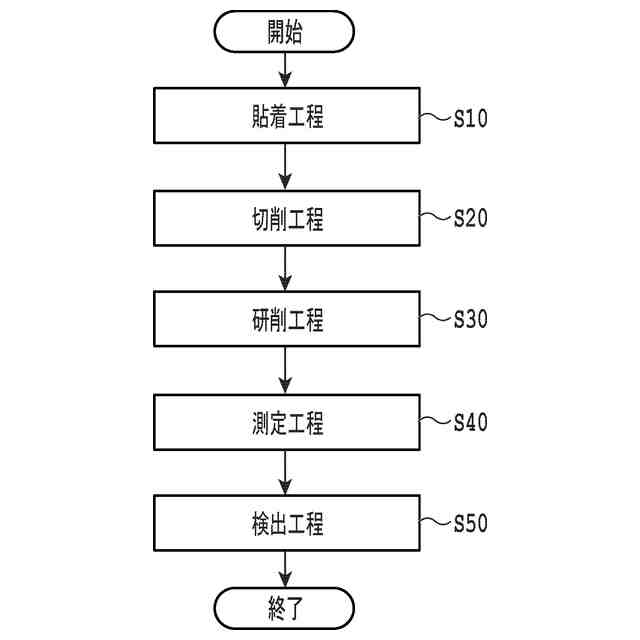
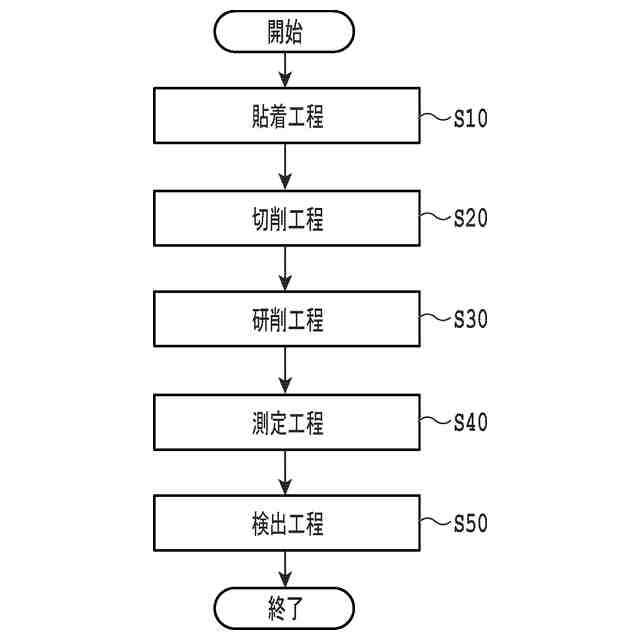
【解決手段】ウェーハの厚さ異常を検出する検出方法であって、ウェーハに接触することなくウェーハの厚さを測定する厚さ測定器のセンサヘッドと、第1保持面でウェーハを保持している第1保持テーブルと、を所定の平面内において相対的に移動させることにより、ウェーハの複数箇所においてウェーハの厚さを測定する測定工程と、測定工程での測定結果を使用して、ウェーハの厚さの異常を検出する検出工程と、を備える検出方法を提供する。
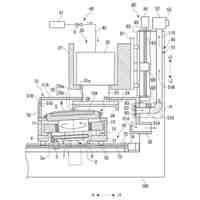
【選択図】図1
特許請求の範囲
【請求項1】
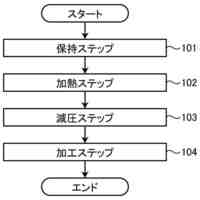
ウェーハの厚さ異常を検出する検出方法であって、
該ウェーハに接触することなく該ウェーハの厚さを測定する厚さ測定器のセンサヘッドと、第1保持面で該ウェーハを保持している第1保持テーブルと、を所定の平面内において相対的に移動させることにより、該ウェーハの複数箇所において該ウェーハの厚さを測定する測定工程と、
該測定工程での測定結果を使用して、該ウェーハの厚さの異常を検出する検出工程と、
を備えることを特徴とする検出方法。
続きを表示(約 2,300 文字)
【請求項2】
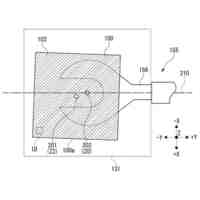
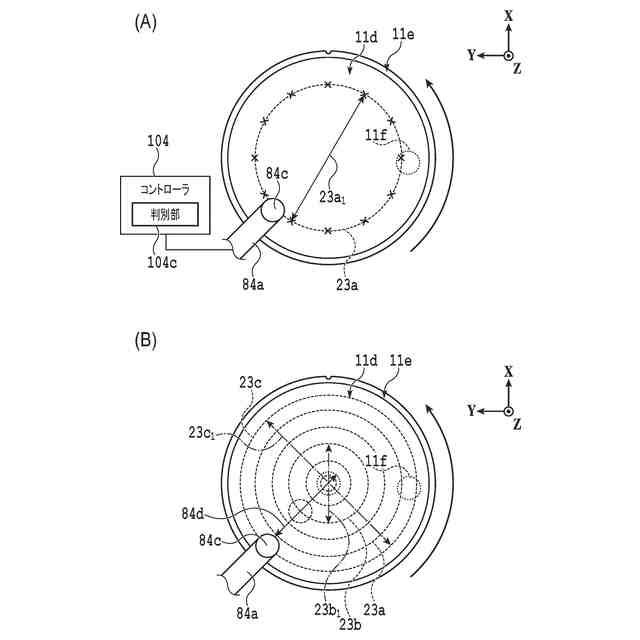
該測定工程は、該所定の平面内において該センサヘッドの位置を固定した状態で該ウェーハを保持した該第1保持テーブルを回転させながら、第1の径を有する第1の円周上において該ウェーハの厚さを測定することを含むことを特徴とする請求項1に記載の検出方法。
【請求項3】
該測定工程は、該所定の平面内において該センサヘッドの位置を固定した状態で該ウェーハを保持した該第1保持テーブルを回転させながら、該第1の径よりも小さな第2の径を有する第2の円周上と、該第1の径よりも大きな第3の径を有する第3の円周上と、において該ウェーハの厚さを測定することを含むことを特徴とする請求項2に記載の検出方法。
【請求項4】
該検出工程では、該測定工程で測定された該ウェーハの厚さの最大値と、該ウェーハの厚さの最小値と、の差分を、所定の閾値と比較することで、該ウェーハの厚さの異常を検出することを特徴とする請求項1に記載の検出方法。
【請求項5】
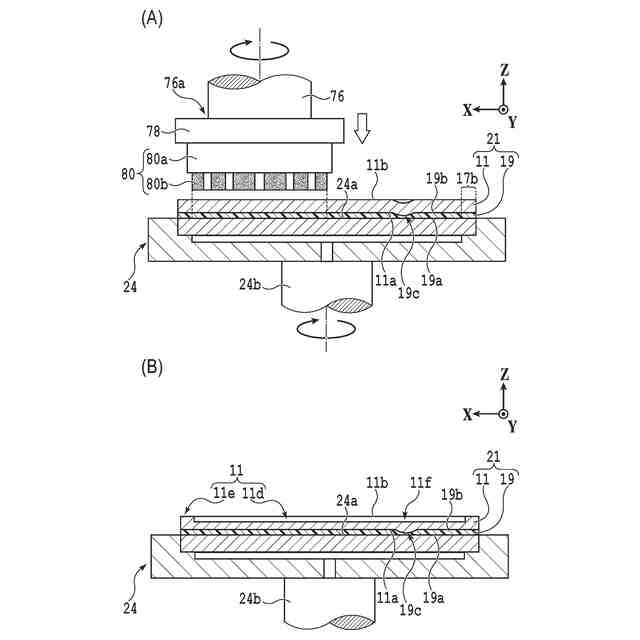
該ウェーハの第1面を該第1保持テーブルで保持し、該ウェーハの厚さ方向において該第1面とは反対側に位置する該ウェーハの第2面を研削ホイールで研削する研削工程を更に備え、該測定工程の前に該研削工程を開始することを特徴とする請求項1から4のいずれかに記載の検出方法。
【請求項6】
該検出工程では、該測定工程で測定された該ウェーハの厚さの最大値と、該ウェーハの厚さの最小値と、の差分を、該研削工程後における該ウェーハの厚さのうねりの値よりも大きな所定の閾値と比較することで、該ウェーハの厚さの異常を検出することを特徴とする請求項5に記載の検出方法。
【請求項7】
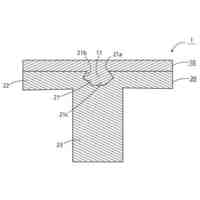
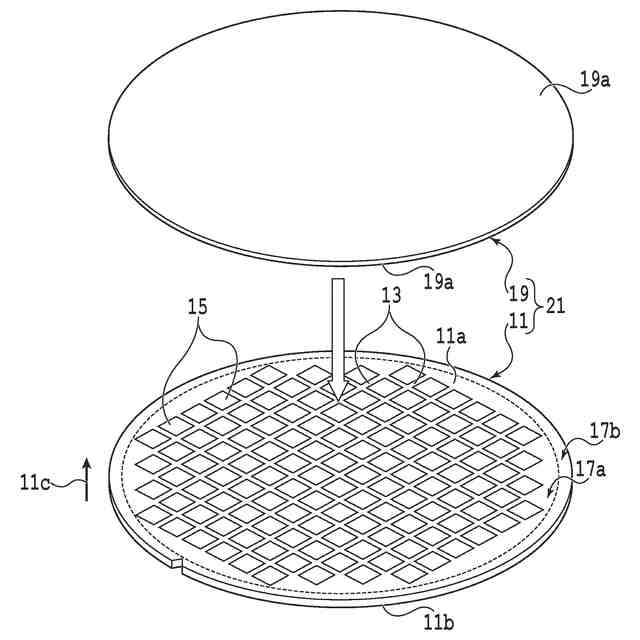
該研削工程では、該ウェーハの該第2面を研削することにより、該第2面から該ウェーハの厚さ方向において該第1面には達しない深さを有する円形凹部と、該円形凹部の外周部を囲むリング状補強部と、を形成することを特徴とする請求項5に記載の検出方法。
【請求項8】
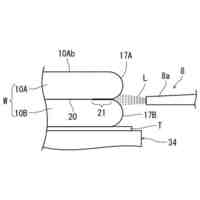
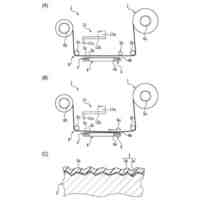
該研削工程の前に、
該ウェーハの該第1面を覆う様に、該第1面に保護テープを貼着する貼着工程と、
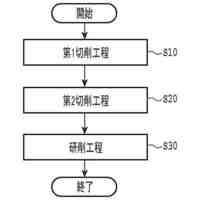
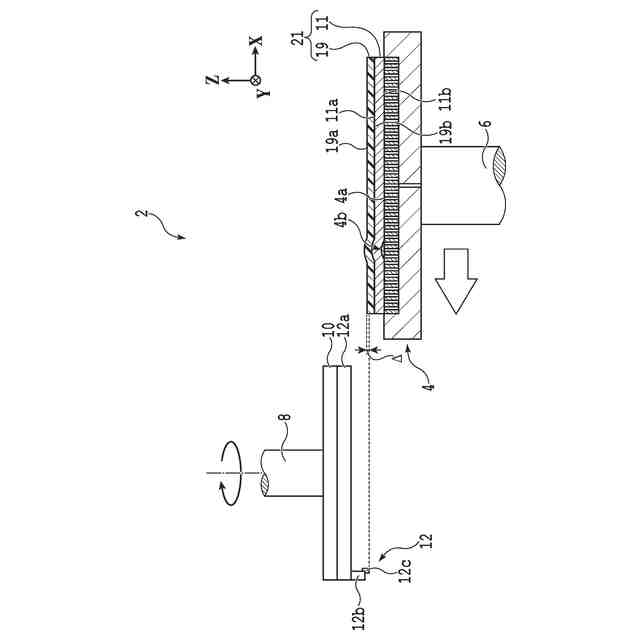
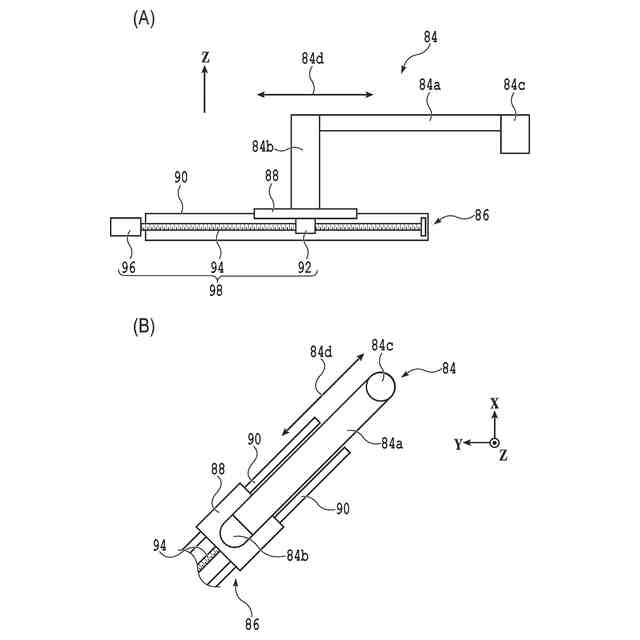
切削刃を有するバイト工具をスピンドルの周りに回転させると共に該切削刃を所定の高さに固定した状態で、該保護テープが露出する様に該ウェーハを第2保持面で保持した第2保持テーブルを該スピンドルに対して所定方向に沿って直線的に移動させることにより、該バイト工具で該保護テープを切削して、該保護テープを平坦化する切削工程と、
を更に備えることを特徴とする請求項5に記載の検出方法。
【請求項9】
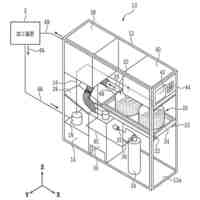
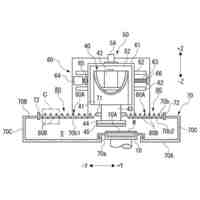
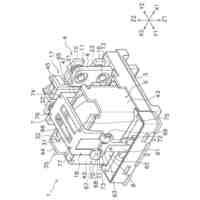
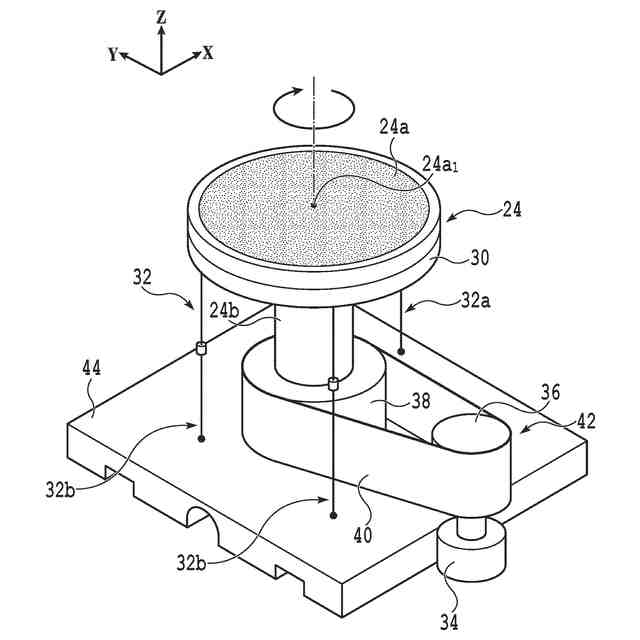
ウェーハを保持する保持面を有する保持テーブルと、
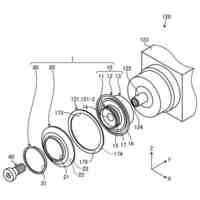
該保持面の中心部に配置された該保持テーブルの回転軸を回転させる第1モータを含む回転駆動機構と、
第2モータを有し、該保持テーブルを第1方向に沿って移動させる第1移動機構と、
スピンドルを有し、該保持面で保持された該ウェーハを、該スピンドルの下端部に装着される加工工具で加工可能な加工ユニットと、
センサヘッドを有し、該ウェーハに接触することなく該ウェーハの厚さを測定するための厚さ測定器と、
第3モータを有し、該第1方向と交差する第2方向に沿って該保持テーブルに対して相対的に該センサヘッドを移動させる第2移動機構と、第4モータを有し、該第1方向及び該第2方向で規定される所定の平面内において該保持テーブルに対して相対的に該センサヘッドを旋回させる第3移動機構と、の一方又は両方と、
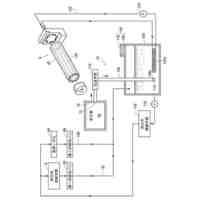
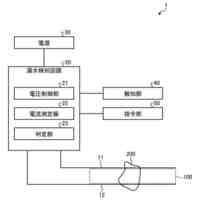
プロセッサ及びメモリを有し、該回転駆動機構、該加工ユニット、該厚さ測定器、該第1移動機構、該第2移動機構、及び、該第3移動機構を制御するコントローラと、
を備え、
該コントローラは、該メモリに記憶されたプログラムを該プロセッサで実行することにより該ウェーハの厚さの異常を判別する判別部を含み、
該判別部は、該回転軸の回転中心の周りにおける所定の円周上の複数の箇所で該ウェーハの厚さを測定して得られた測定結果に基づいて、該ウェーハの厚さの異常を判別することを特徴とする加工装置。
【請求項10】
ウェーハを保持する保持面を有する保持テーブルと、
該保持面の中心部に配置された該保持テーブルの回転軸を回転させる第1モータを含む回転駆動機構と、
第2モータを有し、該保持テーブルを第1方向に沿って移動させる第1移動機構と、
スピンドルを有し、該保持面で保持された該ウェーハを、該スピンドルの下端部に装着される加工工具で加工可能な加工ユニットと、
該保持面の中心の移動経路の直上に配置されたセンサヘッドを有し、該ウェーハに接触することなく該ウェーハの厚さを測定するための厚さ測定器と、
プロセッサ及びメモリを有し、該回転駆動機構、該加工ユニット、該厚さ測定器、及び、該第1移動機構を制御するコントローラと、
を備え、
該コントローラは、該メモリに記憶されたプログラムを該プロセッサで実行することにより該ウェーハの厚さの異常を判別する判別部を含み、
該判別部は、該回転軸の回転中心の周りにおける所定の円周上の複数の箇所で該ウェーハの厚さを測定して得られた測定結果に基づいて、該ウェーハの厚さの異常を判別することを特徴とする加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの厚さ異常を検出する検出方法、及び、保持テーブルと、スピンドルを有し保持テーブルの保持面で保持されたウェーハをスピンドルの下端部に装着される加工工具で加工可能な加工ユニットと、を備える加工装置、に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
チャックテーブルで保持されたウェーハの裏面を研削ホイールで研削することにより薄化する際には、裏面とは反対側にある表面に形成されているデバイスが損傷しない様に、表面に保護テープを貼着することにより表面を保護することがある(例えば、特許文献1参照)。
【0003】
ウェーハの表面に保護テープを貼着しても、保護テープの外表面は必ずしも平坦にはならず、デバイスの凹凸が保護テープの外表面に反映されることがある。この場合、保護テープの外表面における凹凸が研削後のウェーハに反映されない様に、ウェーハの研削前に、保護テープをサーフェースプレーナ(バイト切削装置とも称される)で切削して平坦化することがある(例えば、特許文献2参照)。
【0004】
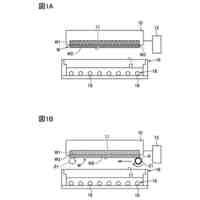
サーフェースプレーナは、チャックテーブルと、スピンドルと、を備え、スピンドルの下端部には、バイト工具が装着される。バイト工具で保護テープを切削する際には、まず、保護テープが上方に露出し、且つ、チャックテーブルの保持面とウェーハとが接する態様で、ウェーハをチャックテーブルで吸引保持する。
【0005】
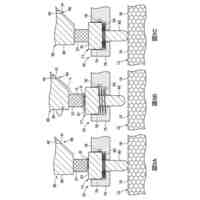
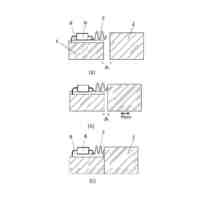
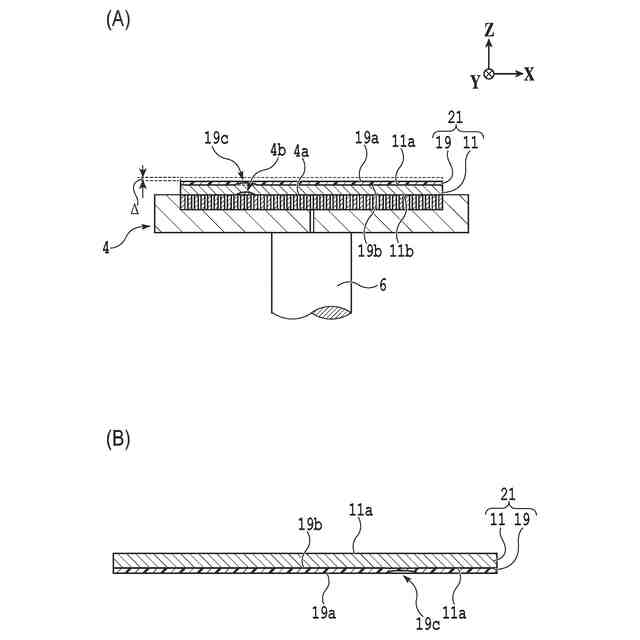
このとき、例えば、(i)切削屑等のパーティクル、(ii)保持面の形状を修正するためのセルフグラインド時に発生したバリ、が保持面に存在することにより、保護テープが局所的に盛り上がることがある。この状態で保護テープの外表面を切削により平坦化すると、切削後には、保護テープの盛り上り箇所において保護テープが局所的に薄くなる。
【0006】
同様に、保持面に局所的な窪みがある場合、ウェーハ及び保護テープは、保持面の形状に倣う様に吸引保持されるので、切削後には、保持面が窪んでいた箇所において保護テープが局所的に厚くなる。
【0007】
この様に、切削により保護テープの外表面を平坦化したにも関わらず、局所的な保護テープの厚さ異常が発生した場合、続く研削工程では、ウェーハの裏面が露出する様に保護テープの外表面を吸引保持した状態でウェーハを研削するので、局所的な保護テープの厚さ異常箇所において、ウェーハにも局所的な厚さ異常が形成される。
【0008】
また、保護テープに局所的な厚さ異常が無い場合であっても、研削装置のチャックテーブルの保持面に局所的な凹凸が形成されている場合には、研削により薄化されたウェーハには局所的な厚さ異常が形成されることとなる。
【0009】
更に、保護テープをウェーハに貼着することなく、ウェーハと保持面とが直接接する態様で研削装置のチャックテーブルでウェーハを吸引保持する場合、研削装置のチャックテーブルの保持面に局所的な凹凸が形成されている場合には、研削により薄化されたウェーハには、同様に、局所的な厚さ異常が形成される。
【0010】
ウェーハにおける局所的な厚さ異常は、ウェーハがデバイス単位に個片化されることで形成されたデバイスチップに悪影響を及ぼすことがあると共に、研削工程後の製造工程において加工不良につながる可能性がある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
研削装置
1日前
株式会社ディスコ
処理装置
22日前
株式会社ディスコ
固定機構
7日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
処理システム
22日前
株式会社ディスコ
検査ユニット
6日前
株式会社ディスコ
板状物の処理方法
21日前
株式会社ディスコ
漏水検知システム
23日前
株式会社ディスコ
ウェーハの製造方法
21日前
株式会社ディスコ
被加工物の加工方法
1日前
株式会社ディスコ
被加工物の加工方法
8日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
被加工物の加工方法
5日前
株式会社ディスコ
ワーク搬送装置および加工装置
1日前
株式会社ディスコ
切削ブレードの刃先位置検出方法
22日前
株式会社ディスコ
フィルタユニット及び廃液処理装置
23日前
株式会社ディスコ
伸縮カバー及びこれを備えた加工装置
2日前
株式会社ディスコ
テープの貼着方法及び被加工物の切削方法
1日前
APB株式会社
二次電池
1か月前
日東精工株式会社
端子部品
1か月前
株式会社潤工社
同軸ケーブル
20日前
レナタ・アーゲー
電池
1か月前
株式会社ExH
電流開閉装置
22日前
個人
鉄心用材料とその製造方法
27日前
株式会社クオルテック
空気電池
1か月前
エイブリック株式会社
半導体装置
22日前
株式会社メルビル
ステージ
29日前
個人
マルチバンドコイルアンテナ
7日前
株式会社GSユアサ
蓄電装置
27日前
株式会社GSユアサ
蓄電装置
27日前
株式会社大阪ソーダ
複合固体電解質
1日前
株式会社GSユアサ
蓄電素子
1日前
オムロン株式会社
電磁継電器
23日前
株式会社GSユアサ
蓄電装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ