TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025000245
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2023100000
出願日
2023-06-19
発明の名称
加工具
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24D
3/00 20060101AFI20241224BHJP(研削;研磨)
要約
【課題】保護部材が砥石の気孔内部に侵入することなく表面を保護することができる加工具を提供すること。
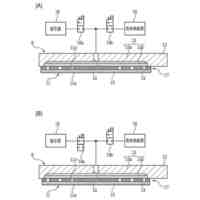
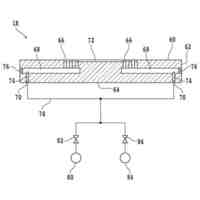
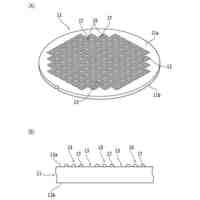
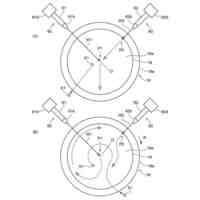
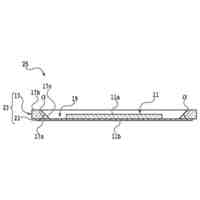
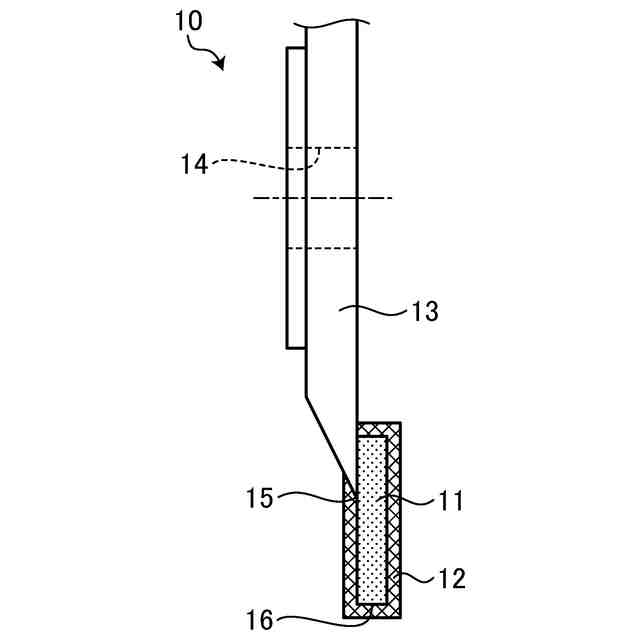
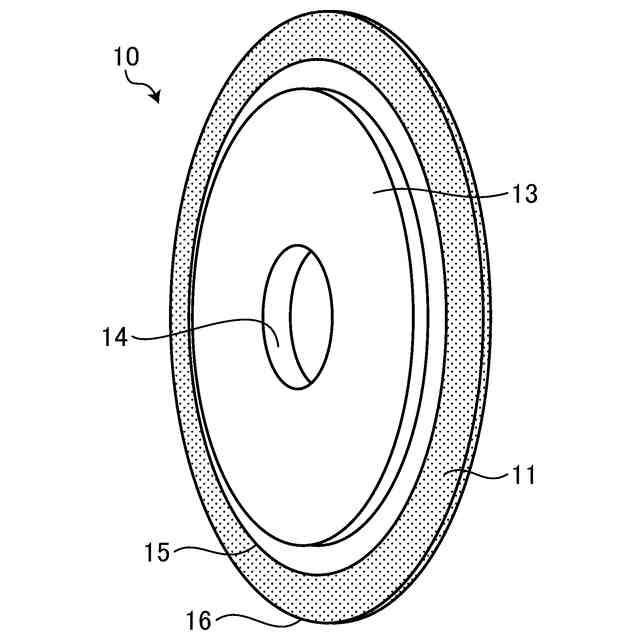
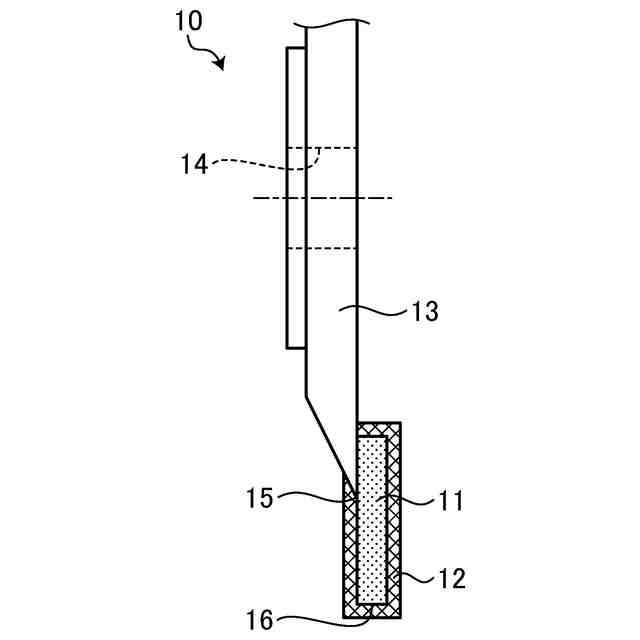
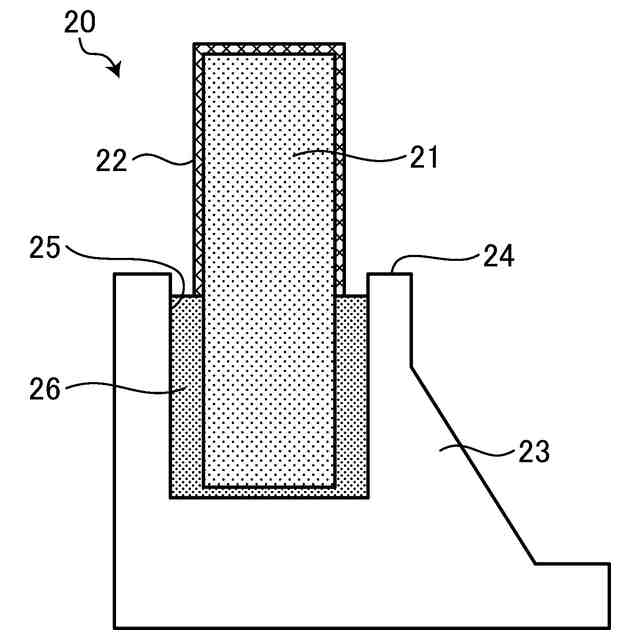
【解決手段】加工具は、被加工物を加工する加工具(例えば、切削ブレード10)であって、砥粒と結合材とを含んで形成される砥石(例えば、切削砥石11)と、砥石の表面を被覆する羽毛状ナノ粒子を含む保護部材12と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を加工する加工具であって、
砥粒と結合材とを含んで形成される砥石と、
該砥石の表面を被覆する羽毛状ナノ粒子を含む保護部材と、
を備える
ことを特徴とする、加工具。
続きを表示(約 420 文字)
【請求項2】
該羽毛状ナノ粒子は、
長手方向の長さが100nm以上300nm以下であり、
短手方向の長さが10nm以上50nm以下である
ことを特徴とする、請求項1に記載の加工具。
【請求項3】
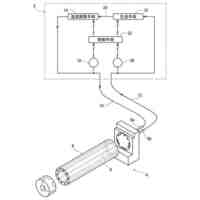
該加工具は、
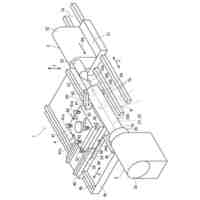
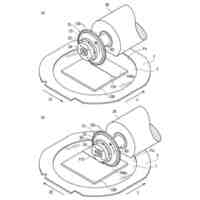
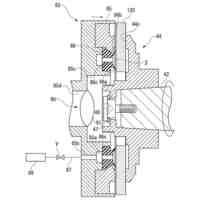
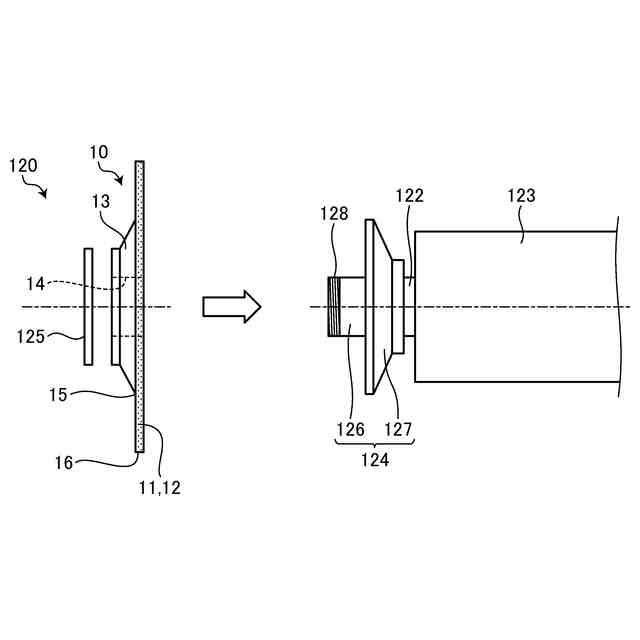
スピンドルに装着する開口部を軸中心に有するとともに、該開口部を囲繞して形成された円環状の円形基台と、
該円形基台の外周より径方向外側に外周が突出して配設される円環状の該砥石と、
を備える切削ブレードである
ことを特徴とする、請求項1または請求項2に記載の加工具。
【請求項4】
該加工具は、
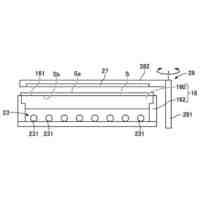
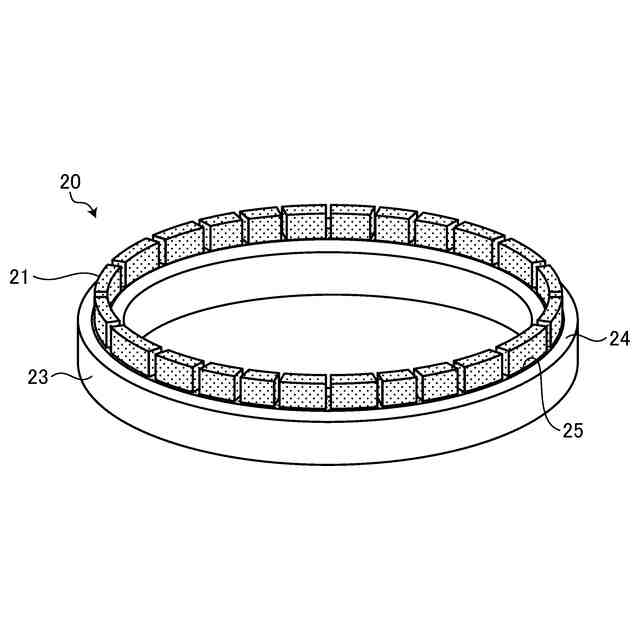
円環状の溝部が端面に形成された円環状のホイール基台と、
一端側が該溝部に埋設され、他端側が該端面から突出して配設される該砥石と、
を備える研削ホイールである
ことを特徴とする、請求項1または請求項2に記載の加工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工具に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
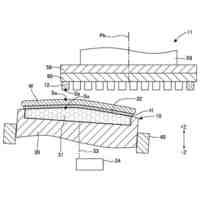
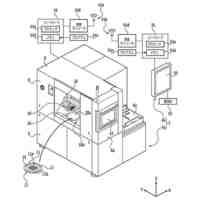
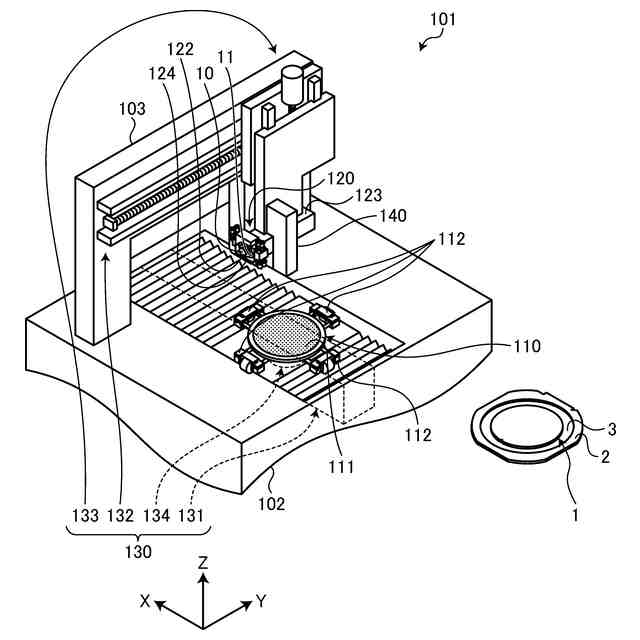
半導体デバイスの製造プロセスでは、例えば、ウェーハの表面にIC(Integrated Circuit)やLSI(Large Scale Integration)等の回路素子を複数形成した後、裏面を研削装置で研削して所定の厚みへと薄化し、薄化したウェーハを切削装置で切削することで個々の半導体デバイスを製造している。ここで使用される切削装置や研削装置等では、スピンドルに装着された切削ブレードや研削ホイールを加工具として、チャックテーブルに保持されたウェーハの加工を行う。
【0003】
切削ブレードや研削ホイール等の加工具は、砥粒を結合材で固定し気孔を含む砥石を備え、砥石の加工点(先端)を消耗させながら加工を行って常に砥石のコンディションを維持させる。このような砥石は消耗品であり、所定量消耗した場合には、新しいものに交換することが必要となるが、加工具の交換時に、加工装置の周辺ユニットに接触して破損させる可能性がある。これに対応し、特許文献1には、液状の樹脂を砥石の表面に塗布し、その後硬化されることによって砥石を被覆する保護部材とした切削ブレードが開示されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2009-095888号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
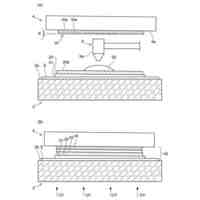
ところで、砥石は、砥粒を結合材で固定されたものであり、多数の気孔が存在するため、液状の樹脂を塗布する際に砥石の表面だけでなく内部の気孔に侵入して気孔を埋めてしまうという課題があった。気孔に樹脂が埋まってしまうことで、コンタミの排出性低下や、加工点への水回り不良(冷却不良)を引き起こす可能性がある。
【0006】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、保護部材が砥石の気孔内部に侵入することなく表面を保護することができる加工具を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明の加工具は、被加工物を加工する加工具であって、砥粒と結合材とを含んで形成される砥石と、該砥石の表面を被覆する羽毛状ナノ粒子を含む保護部材と、を備えることを特徴とする。
【0008】
また、本発明の加工具において、該羽毛状ナノ粒子は、長手方向の長さが100nm以上300nm以下であり、短手方向の長さが10nm以上50nm以下であることが好ましい。
【0009】
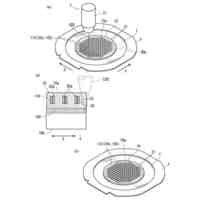
また、該加工具は、スピンドルに装着する開口部を軸中心に有するとともに、該開口部を囲繞して形成された円環状の円形基台と、該円形基台の外周より径方向外側に外周が突出して配設される円環状の該砥石と、を備える切削ブレードであってもよい。
【0010】
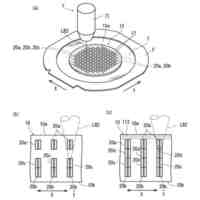
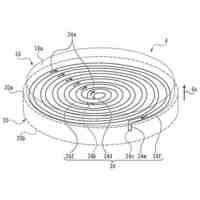
また、該加工具は、円環状の溝部が端面に形成された円環状のホイール基台と、一端側が該溝部に埋設され、他端側が該端面から突出して配設される該砥石と、を備える研削ホイールであってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送装置
2日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
調整方法
4日前
株式会社ディスコ
温度制御装置
2日前
株式会社ディスコ
基板の製造方法
6日前
株式会社ディスコ
機能水供給装置
6日前
株式会社ディスコ
板状物の搬送方法
4日前
株式会社ディスコ
位置合わせ時治具
5日前
株式会社ディスコ
チャックテーブル
6日前
株式会社ディスコ
保護部材形成装置
9日前
株式会社ディスコ
チップの製造方法
13日前
株式会社ディスコ
保護部材の固定方法
12日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
ウェーハの研削方法
9日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
積層ウエーハの加工方法
6日前
株式会社ディスコ
チャックテーブルの洗浄方法
5日前
株式会社ディスコ
バリ除去装置、バリ除去方法
9日前
株式会社ディスコ
チャックテーブル及び加工装置
9日前
株式会社ディスコ
鋸ブレードのドレッシング方法
2日前
株式会社ディスコ
システム、制御方法、及び、プログラム
23日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
13日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
10日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
10日前
株式会社ディスコ
レーザー加工装置の検査方法及びレーザー加工方法
4日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
12日前
個人
両軸回転ヤスリ
4か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
12日前
トヨタ自動車株式会社
外径測定方法
4か月前
株式会社リブラ
ブラスト加工装置
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
13日前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ