TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141511
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053206
出願日
2023-03-29
発明の名称
保持パッド及びその製造方法
出願人
富士紡ホールディングス株式会社
代理人
個人
主分類
B24B
37/30 20120101AFI20241003BHJP(研削;研磨)
要約
【課題】本発明は、被研磨物に対する保持力を維持しながら、かつ被研磨物の着脱を容易にする保持パッドを提供する。
【解決手段】
被研磨物を保持するための保持層を備え、前記保持層は保持面を一体として備え、前記保持面には、複数の凸部がドット状に配置されている、保持パッド。
【選択図】図1
特許請求の範囲
【請求項1】
被研磨物を保持するための保持層を備える保持パッドであって、
前記保持層は保持面を一体として備え、
前記保持面には、複数の凸部がドット状に配置されている、保持パッド。
続きを表示(約 1,200 文字)
【請求項2】
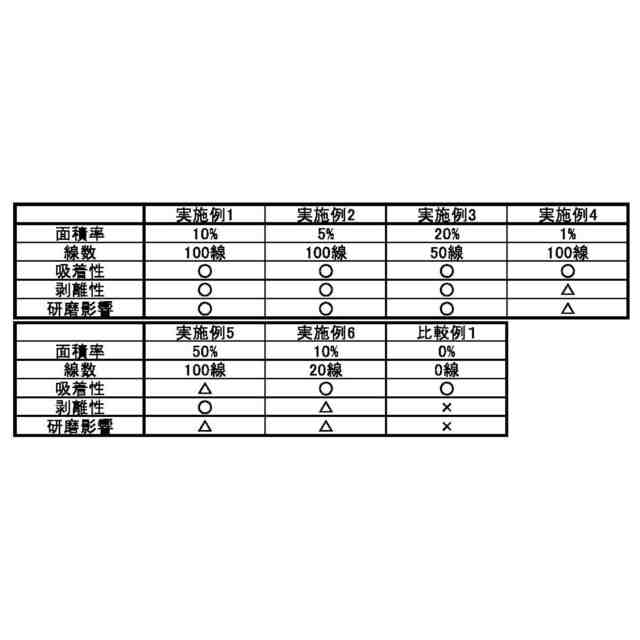
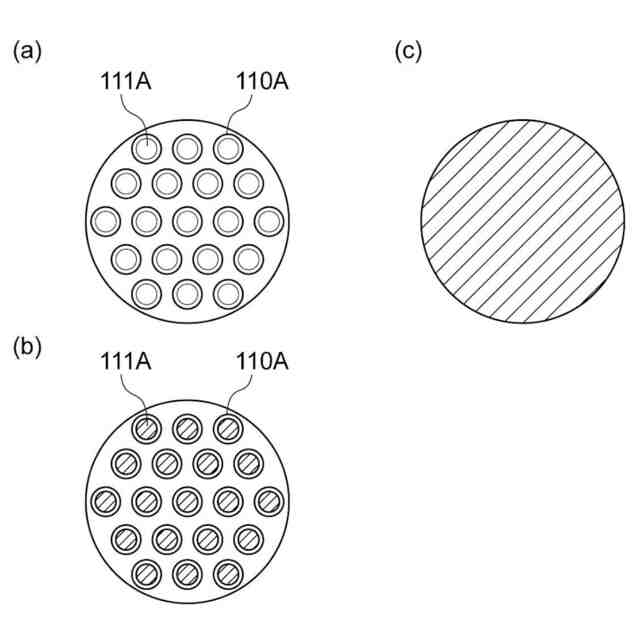
前記凸部において前記被研磨物に接触する接触部分の面積の合計が、前記保持面が平面であると仮定した場合の仮定保持面の面積に対し、3%以上、40%以下である、請求項1に記載の保持パッド。
【請求項3】
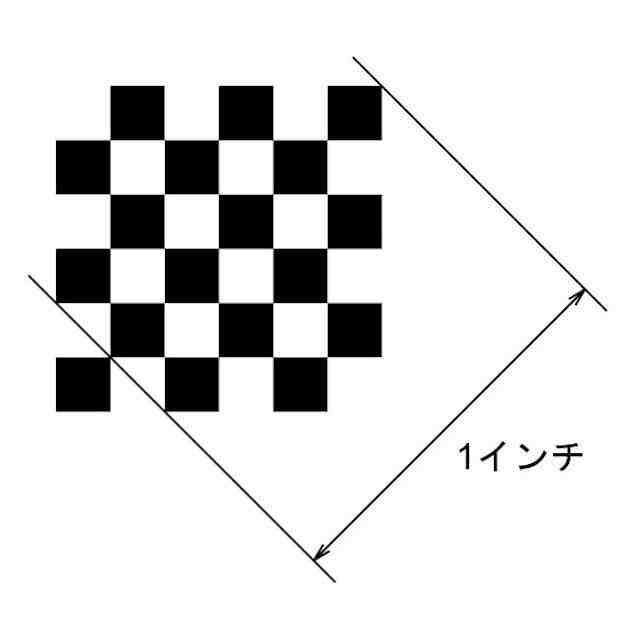
前記保持面において、前記凸部によって形成される線数が、40線以上、150線以下である、請求項1に記載の保持パッド。
【請求項4】
前記凸部の高さの平均が0.3mm以上、1.5mm以下である、請求項1に記載の保持パッド。
【請求項5】
前記凸部の形状は円錐台である、請求項1に記載の保持パッド。
【請求項6】
前記保持層は光硬化樹脂で構成されている、請求項1に記載の保持パッド。
【請求項7】
前記光硬化樹脂は、アクリル系の紫外線硬化樹脂である、請求項6に記載の保持パッド。
【請求項8】
請求項1に記載の保持パッドの保持面において外周部に枠状部材を備え、前記枠状部材はガラエポ又はSUSで構成されている、保持具。
【請求項9】
被研磨物を保持するための保持層を備え、前記保持層は保持面を一体として備え、前記保持面には、複数の凸部がドット状に配置されている保持パッドの製造方法であって、
型を用意する工程と、
前記型に、光硬化性樹脂を配置する工程と、
凸部が形成できるようなマスキングシートを前記光硬化性樹脂の上に配置する工程と、
前記マスキングシートの上から光を照射することにより、マスキングされていない光硬化性樹脂を硬化する工程と、
溶媒を用いて未硬化の光硬化性樹脂を洗い流すことにより、硬化済の光硬化性樹脂によって構成された保持層を得る工程とを含む、保持パッドの製造方法。
【請求項10】
被研磨物を保持するための保持層を備え、前記保持層は保持面を一体として備え、前記保持面の反対側に別部材として基材を備え、前記保持面には、複数の凸部がドット状に配置されている、保持パッドの製造方法であって、
型を用意する工程と、
前記型に基材を配置する工程と、
前記基材の上に、光硬化性樹脂を配置する工程と、
前記光硬化性樹脂に対して基材側から光を照射することにより、前記基材と前記光硬化性樹脂を接着させる工程と、
前記光硬化性樹脂に対して基材の反対側において、凸部が形成できるようなマスキングシートを配置する工程と、
前記マスキングシートの上から光を照射することにより、マスキングされていない光硬化性樹脂を硬化する工程と、
溶媒を用いて、未硬化の光硬化性樹脂を洗い流すことにより、基材に接着し、かつ硬化済の光硬化性樹脂によって構成された基材付保持層を得る工程とを含む、保持パッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被研磨物を保持する保持パッド及びその製造方法に関する。詳細には、本発明は、半導体ウエハ等を研磨する際に被研磨物を好適に保持することができる保持パッド及びその製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
光学材料、半導体ウエハ、半導体デバイス、ハードディスク用基板、シリコーンウエハ、サファイヤガラスの表面を平坦化するための研磨法として、化学機械研磨(chemical mechanical polishing,CMP)法が一般的に用いられている。
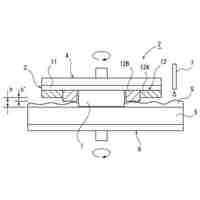
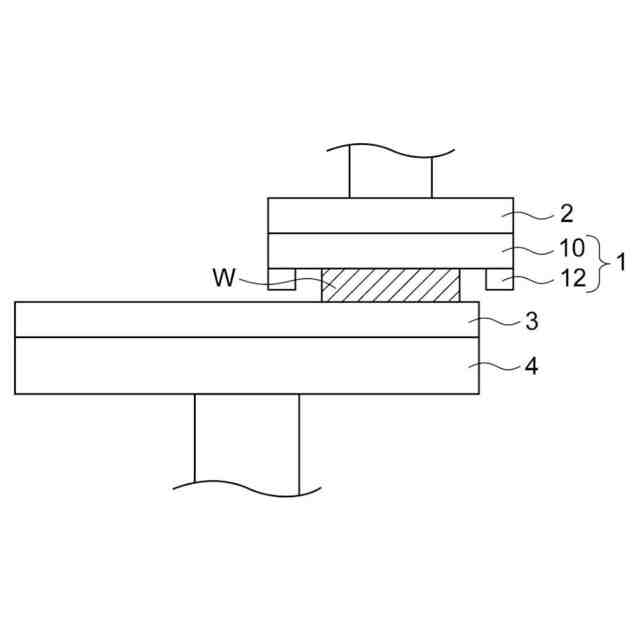
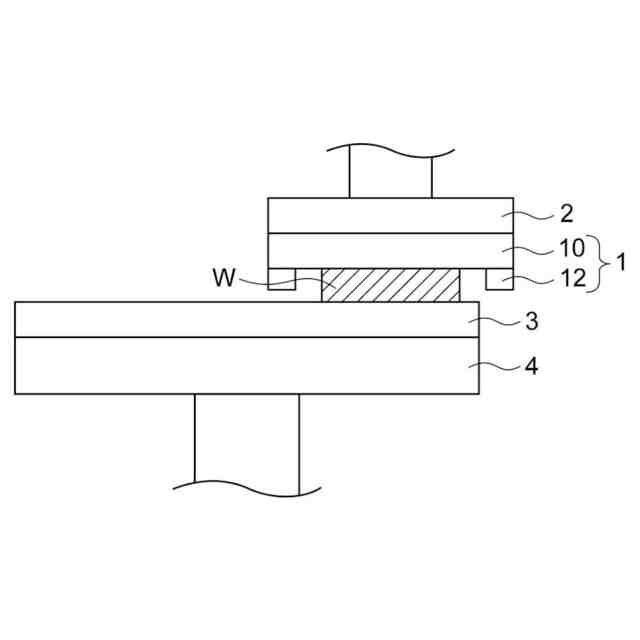
CMP法について、図1を用いて説明する。図1はCMP法を実施する研磨装置の断面図であり、研磨定盤4に備えられている研磨パッド3と、保持定盤2に備えられている保持パッド10とで被研磨物Wを挟み込み、押圧された状態で回転駆動され、被研磨物Wを研磨する。なお、保持パッド10は、枠状部材12を備え、研磨を効率よく実施できるようにしている。
研磨の際には、研磨パッド3と被研磨物Wとの間には、スラリーが供給される。スラリーは溝又は孔を介して研磨面に供給され、排出される。スラリーは、水と各種化学成分や硬質の微細な砥粒の混合物(分散液)であり、その中の化学成分や砥粒が流されながら、被研磨物Wとの相対運動により、研磨効果を増大させるものである(特許文献1参照)。
【0003】
研磨加工中に被研磨物がズレたり脱落しないよう、保持パッドには被研磨物を保持する保持力(吸着力)が求められる。しかし、被研磨物の保持性を高めると、研磨後の被研磨物の剥離に時間がかかる場合があり、また、剥離過程で被研磨物を破損する恐れがある。そのため、適切な吸着力を持つ保持パッドが求められる。
例えば、特許文献2及び3では、多孔質ポリウレタンシートのスキン層の表面に、部分的に穴や溝を形成した保護層を配置することで吸着力を調整している。
しかし、特許文献2及び3の方法では保護層が剥離すると吸着力にばらつきが出て被研磨物の脱落の要因となりうる。また、多孔質ポリウレタンシート等を形成してから、その表面に保護層を配置するため、製造工程が煩雑になってしまう。
【先行技術文献】
【特許文献】
【0004】
特開2020-28930
特開2012-71366
特開2012-71399
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、被研磨物に対する保持力を維持しながら、かつ被研磨物の着脱を容易にする保持パッド及びその製造方法を提供する。
【課題を解決するための手段】
【0006】
本発明者は検討した結果、保持層の保持面に、複数の凸部がドット状に配置されていることにより、保護層のような別の部材を必要とすることがなく、適切な吸着力を調整でき、被研磨物の剥離を容易にする保持パッドを見出した。本発明は、以下を包含する。
[1] 被研磨物を保持するための保持層を備える保持パッドであって、
前記保持層は保持面を一体として備え、
前記保持面には、複数の凸部がドット状に配置されている、保持パッド。
[2] 前記凸部において前記被研磨物に接触する接触部分の面積の合計が、前記保持面が平面であると仮定した場合の仮定保持面の面積に対し、3%以上、40%以下である、[1]に記載の保持パッド。
[3] 前記保持面において、前記凸部によって形成される線数が、40線以上、150線以下である、[1]に記載の保持パッド。
[4] 前記凸部の高さの平均が0.3mm以上、1.5mm以下である、[1]に記載の保持パッド。
[5] 前記凸部の形状は円錐台である、[1]に記載の保持パッド。
[6] 前記保持層は光硬化樹脂で構成されている、[1]に記載の保持パッド。
[7] 前記光硬化樹脂は、アクリル系の紫外線硬化樹脂である、[6]に記載の保持パッド。
[8] [1]に記載の保持パッドの保持面において外周部に枠状部材を備え、前記枠状部材はガラエポ又はSUSで構成されている、保持具。
[9] 被研磨物を保持するための保持層を備え、前記保持層は保持面を一体として備え、前記保持面には、複数の凸部がドット状に配置されている保持パッドの製造方法であって、
型を用意する工程と、
前記型に、光硬化性樹脂を配置する工程と、
凸部が形成できるようなマスキングシートを前記光硬化性樹脂の上に配置する工程と、
前記マスキングシートの上から光を照射することにより、マスキングされていない光硬化性樹脂を硬化する工程と、
溶媒を用いて未硬化の光硬化性樹脂を洗い流すことにより、硬化済の光硬化性樹脂によって構成された保持層を得る工程とを含む、保持パッドの製造方法。
[10] 被研磨物を保持するための保持層を備え、前記保持層は保持面を一体として備え、前記保持面と反対側に別部材として基材を備え、前記保持面には、複数の凸部がドット状に配置されている、保持パッドの製造方法であって、
型を用意する工程と、
前記型に基材を配置する工程と、
前記基材の上に、光硬化性樹脂を配置する工程と、
前記光硬化性樹脂に対して基材側から光を照射することにより、前記基材と前記光硬化性樹脂を接着させる工程と、
前記光硬化性樹脂に対して基材の反対側において、凸部が形成できるようなマスキングシートを配置する工程と、
前記マスキングシートの上から光を照射することにより、マスキングされていない光硬化性樹脂を硬化する工程と、
溶媒を用いて未硬化の光硬化性樹脂を洗い流すことにより、基材に接着し、かつ、硬化済の光硬化性樹脂によって構成された基材付保持層を得る工程とを含む、保持パッドの製造方法。
【発明の効果】
【0007】
被研磨物を保持するための保持層を備え、保持層は保持面を一体として備え、前記保持面には、複数の凸部がドット状に配置されている保持パッドは、保護層のような別の部材を必要とすることがなく、適切に吸着力を調整でき、被研磨物との剥離を容易にする保持パッドである。
【図面の簡単な説明】
【0008】
図1は、研磨の模式図である。
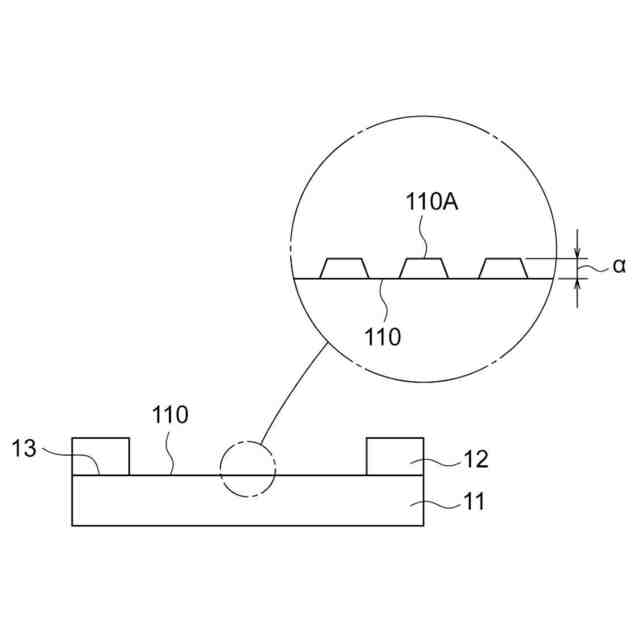
図2は、保持層11の保持面の拡大図である。
図3(a)は、保持層11の保持面である。図3(b)は、保持面の凸部の接触部分を斜線にした図である。図3(c)は、仮定保持面を示す。
図4は、線度を説明するための図面である。
【発明を実施するための形態】
【0009】
以下、発明を実施するための形態について説明するが、本発明は、発明を実施するための形態に限定されるものではない。
【0010】
<<保持パッド>>
保持パッド10は、図1に示すように、保持定盤2の下面に設けられ、研磨対象となる被研磨物Wを保持面110に吸着して保持する。また、保持パッド10と、保持層11の保持面110の外周部に備えられた枠状部材12とにより保持具1が構成されている。
外周部とは、保持面が回転し、回転の中心に近い部分を内周部とした場合、保持面の、回転の中心から離れた周の内側部分を意味する。
保持パッド10は、保持層11の他に、基材、両面テープ(図示されていない)等を備えているが、保持層11のみで構成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
バレル研磨用メディア材
2日前
キヤノン電子株式会社
加工工具、及び、加工装置
9日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
研削ホイール
2日前
ノリタケ株式会社
円筒工作物の回転振れ量検出装置
2日前
株式会社ディスコ
機能水供給装置
3日前
ダイキン工業株式会社
研削方法及び研削装置
5日前
ダイキン工業株式会社
研削方法及び軸付き砥石
5日前
株式会社荏原製作所
弾性膜、研磨ヘッド、および研磨方法
2日前
富士紡ホールディングス株式会社
被研磨物の保持具および被研磨物の保持方法
4日前
株式会社ディスコ
ドレッシングボードおよびドレッシング方法
4日前
株式会社ディスコ
保持テーブルの管理方法及びチップの製造方法
5日前
富士フイルムビジネスイノベーション株式会社
情報処理システム及び情報処理プログラム
2日前
他の特許を見る
 特許ウォッチ
特許ウォッチ