TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050458
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159256
出願日
2023-09-22
発明の名称
円筒工作物の回転振れ量検出装置
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
B24B
49/10 20060101AFI20250327BHJP(研削;研磨)
要約
【課題】検出精度が研削液等による外乱の影響を受けず、設置工事や脱着を必要としない回転振れ量検出装置を提供する。
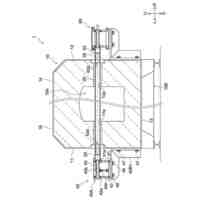
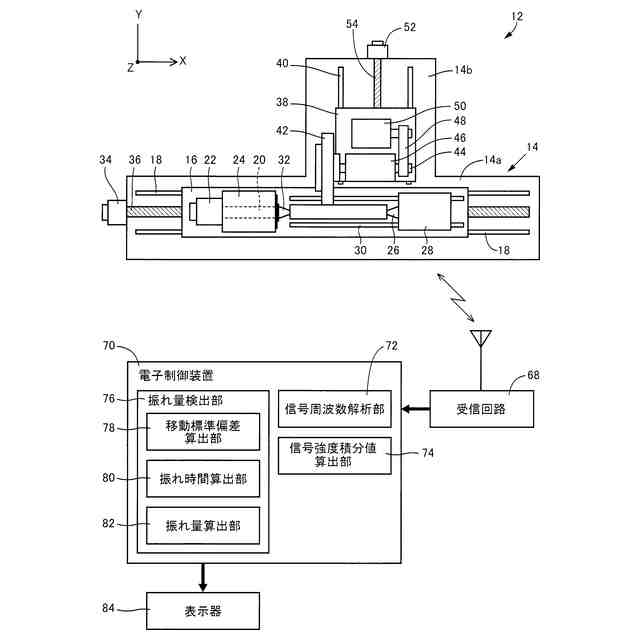
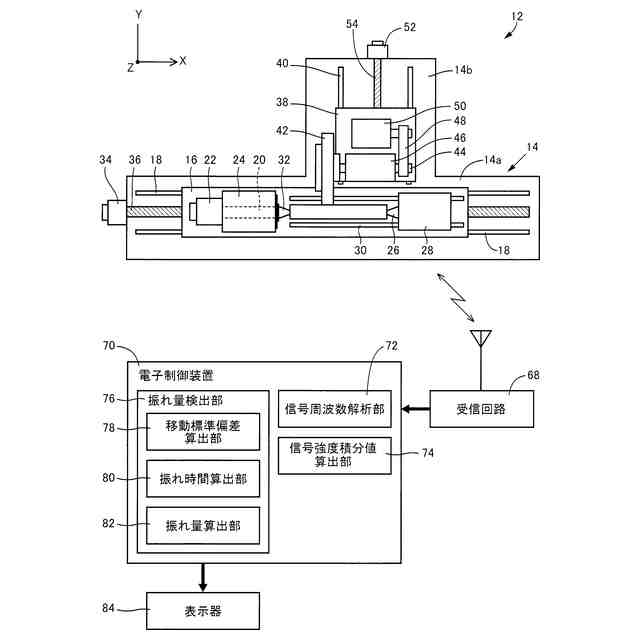
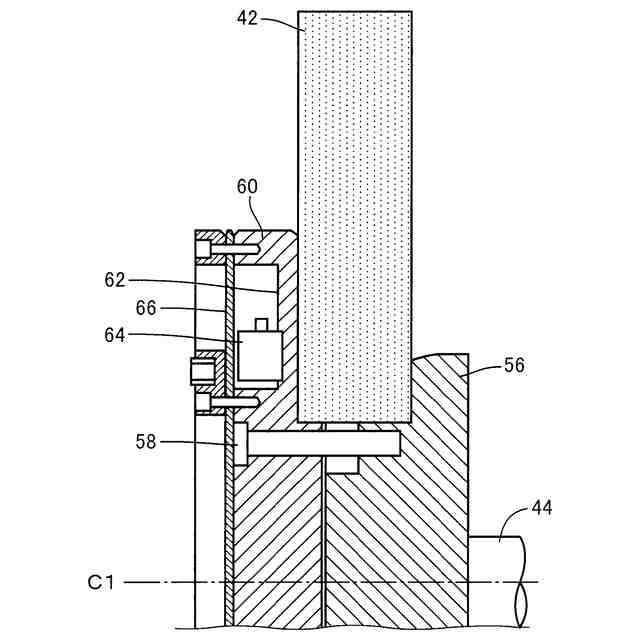
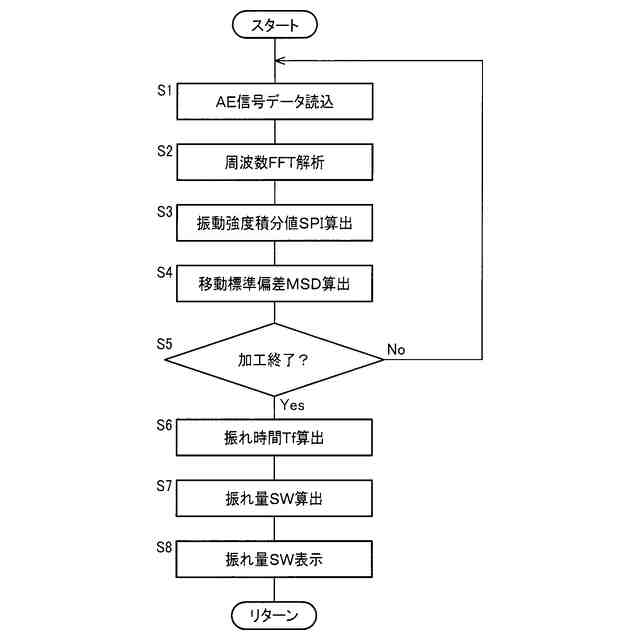
【解決手段】回転振れ量検出装置(電子制御装置70、AEセンサ64)によれば、研削砥石42の円筒工作物Wに対する研削加工点から発生する弾性波であるAE信号を利用して、AE信号の所定周波数帯域内の信号強度積分値SPIに基づいて振れ量算出部82により円筒工作物Wの回転振れ量SWが検出される。これにより、回転振れ量SWの検出精度が研削液等による外乱の影響を受けず、また、円筒工作物Wの近傍にセンサヘッド等の設置工事や脱着を必要としない。
【選択図】図1
特許請求の範囲
【請求項1】
研削砥石の円筒工作物に対する研削加工点から発生する弾性波であるAE信号を利用して前記円筒工作物の回転振れ量を検出する、円筒工作物の回転振れ量検出装置であって、
前記AE信号を逐次周波数解析する周波数解析部と、
前記周波数解析部により得られた周波数スペクトラムのうち予め設定された所定周波数帯域内の信号強度の積分値を逐次算出する信号強度積分値算出部と、
予め設定された関係から、前記信号強度積分値算出部により逐次算出された前記信号強度の積分値に基づいて、前記円筒工作物の回転振れ量を検出する振れ量検出部と、を含む
ことを特徴とする円筒工作物の回転振れ量検出装置。
続きを表示(約 1,000 文字)
【請求項2】
前記信号強度積分値算出部により算出される信号強度積分値は、前記周波数解析部により周波数解析された前記AE信号の周波数スペクトラムのうち予め設定された周波数領域内の信号強度の積分値である
ことを特徴とする請求項1の円筒工作物の回転振れ量検出装置。
【請求項3】
前記周波数解析部が周波数解析する前記AE信号のデータ長は、前記円筒工作物の0.13回転以下の時間である
ことを特徴とする請求項1の円筒工作物の回転振れ量検出装置。
【請求項4】
前記信号強度積分値算出部により算出される前記信号強度の積分値のプロット間隔である積分解析ピッチは、前記円筒工作物の回転周期Tの1/2以下である
ことを特徴とする請求項2の円筒工作物の回転振れ量検出装置。
【請求項5】
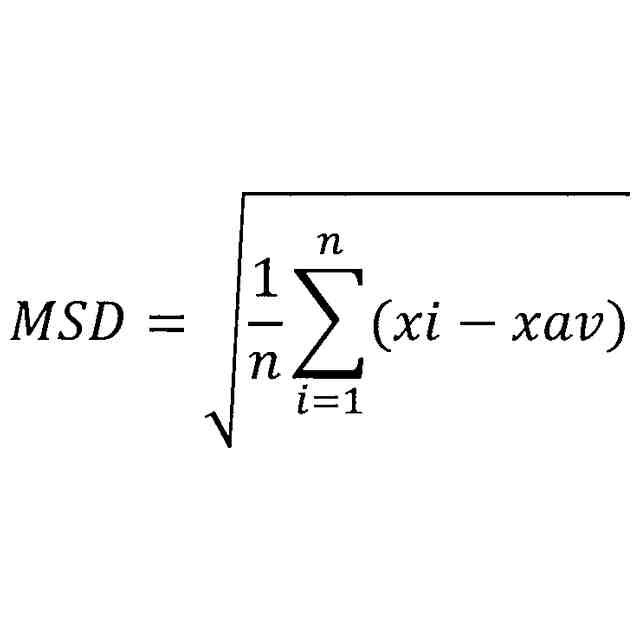
前記振れ量検出部は、前記信号強度積分値算出部により逐次算出された前記信号強度の積分値の移動標準偏差を算出する移動標準偏差算出部を含み、前記移動標準偏差算出部により算出された前記信号強度の積分値の移動標準偏差に基づいて、前記円筒工作物の回転振れ量を算出する
ことを特徴とする請求項2の円筒工作物の回転振れ量検出装置。
【請求項6】
前記移動標準偏差算出部は、前記円筒工作物の1回転時間よりも長い移動平均時間を用いて前記信号強度積分値の移動標準偏差を算出する
ことを特徴とする請求項5の円筒工作物の回転振れ量検出装置。
【請求項7】
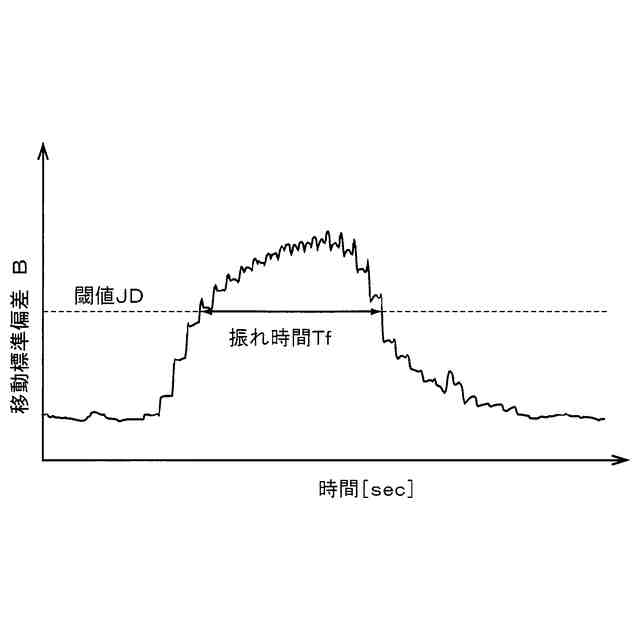
前記振れ量検出部は、前記移動標準偏差算出部により算出された前記信号強度の移動標準偏差が予め設定された振れ時間判定閾値を超える時間である振れ時間を算出する振れ時間算出部と、前記振れ時間と前記研削砥石の切込速度との乗算値を、前記円筒工作物の回転振れ量として算出する振れ量算出部を、含む
ことを特徴とする請求項5の円筒工作物の回転振れ量検出装置。
【請求項8】
前記予め設定された振れ時間判定閾値は、前記移動標準偏差の最大値に対する割合で設定される
ことを特徴とする請求項7の円筒工作物の回転振れ量検出装置。
【請求項9】
前記予め設定された振れ時間判定閾値は、前記移動標準偏差の最大値の40~80%の範囲内の値である
ことを特徴とする請求項8の円筒工作物の回転振れ量検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削砥石の研削加工点から発生する弾性波を利用して長手状の円筒工作物(ワーク)の回転振れ量を検出する、円筒工作物の回転振れ量検出装置に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
円筒工作物を研削する円筒研削盤において、たとえば、円筒工作物の回転振れ量を解消するように切込み量を制御するために、研削加工中の円筒工作物の回転振れ量を研削加工中に検出することが望まれている。
【0003】
特許文献1には、円筒工作物を鋏む一対の接触子を用いて、研削加工中の円筒工作物の回転振れ量を研削加工中に検出する回転振れ量検出装置が開示されている。たとえば特許文献1に記載された回転振れ量検出装置がそれである。しかし、このような回転振れ量検出装置は、一対の接触子を円筒工作物の表面に接触させる形式であるため、円筒工作物の表面に擦過傷を発生させる恐れがあった。
【0004】
これに対して、円筒工作物の表面に光を放射する発光素子と円筒工作物の表面からの反射光を受ける受光素子とを含むセンサヘッドを、円筒工作物の表面に接近させた状態で配置し、受光量データをFFT解析し、所定の低周波数内の信号の振幅の大きさに基づいて、研削加工中の円筒工作物の回転振れ量を算出する回転振れ量検出装置が、提案されている。たとえば特許文献2に記載された回転振れ量検出装置がそれである。
【0005】
この特許文献2に記載された回転振れ量検出装置は、センサヘッドを円筒工作物の表面に接触させない非接触形式であるため、円筒工作物の表面に擦過傷を発生させる恐れがない。
【先行技術文献】
【特許文献】
【0006】
特開2013-111686号公報
特開2018-024079号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献2に記載された回転振れ量検出装置では、センサヘッドを円筒工作物の表面に近接して配置させる必要があるため、エアーで飛散させられても残った研削液の付着の影響によって受光量データに外乱が入り、検出精度が十分に得られない場合があった。また、回転振れ量検出装置のセンサヘッドを円筒工作物の表面に近接して設置するための電機配管やエアー配管を設ける工事が必要であることに加え、設置後は装置の脱着作業が煩雑であるという問題もあった。
【0008】
本発明は以上の事情を背景として為されたものであり、その目的とするところは、検出精度が研削液等による外乱の影響を受けず、設置工事や脱着を必要としない回転振れ量検出装置を提供することにある。
【課題を解決するための手段】
【0009】
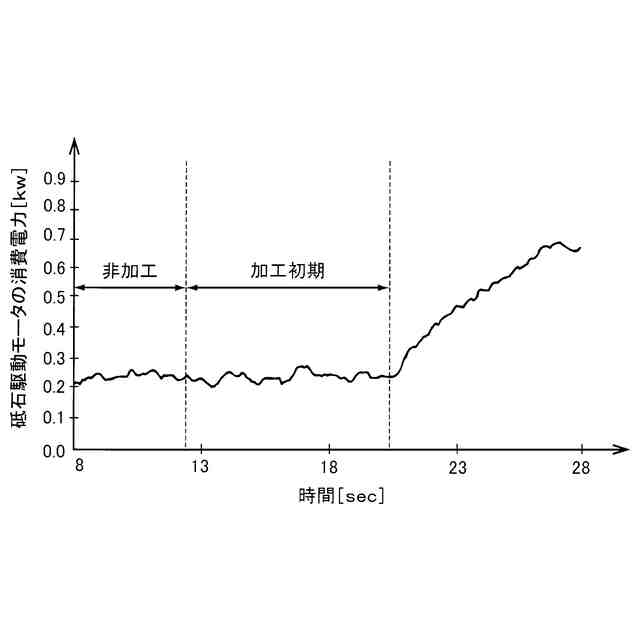
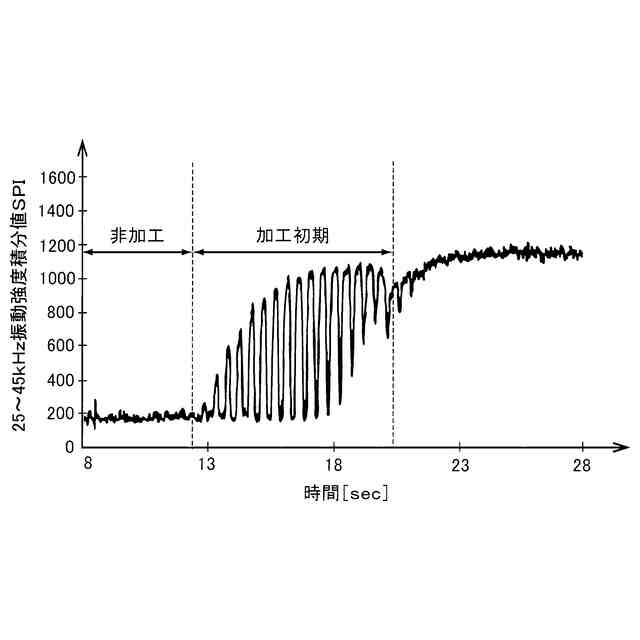
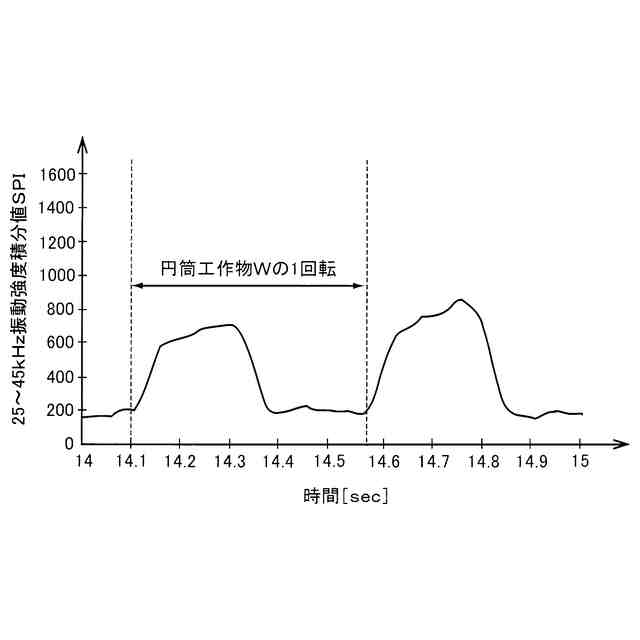
本発明者は、以上の事情を背景として種々検討を重ねた結果、AEセンサから出力されたAE信号を周波数解析したときの所定周波数帯域内の信号強度の積分値を逐次算出し、その信号強度がある任意の閾値を超えている時間が円筒工作物の振れ時間に相当し、その振れ時間と切込み速度との積が円筒工作物の振れ量として算出できることを見出した。本発明は、斯かる知見に基づいて為されたものである。
【0010】
すなわち、本発明の要旨とするところは、(1)研削砥石の円筒工作物に対する研削加工点から発生する弾性波であるAE信号を利用して前記円筒工作物の回転振れ量を検出する、円筒工作物の回転振れ量検出装置であって、(2)前記AE信号を逐次周波数解析する周波数解析部と、(3)前記周波数解析部により得られた周波数スペクトラムのうち予め設定された所定周波数帯域内の信号強度積分値を逐次算出する信号強度積分値算出部と、(4)予め設定された関係から、前記信号強度積分値算出部により逐次算出された前記信号強度積分値に基づいて、前記円筒工作物の回転振れ量を検出する振れ量検出部と、を含むことにある。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ノリタケ株式会社
連続加熱炉
1か月前
ノリタケ株式会社
電極および水電解装置
2日前
ノリタケ株式会社
連続創成式歯車研削装置
1か月前
ノリタケ株式会社
熱処理装置および被処理物の加熱処理方法
1か月前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
株式会社サンポー
ブラスト装置
4日前
トヨタ自動車株式会社
外径測定方法
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
5日前
株式会社リブラ
ブラスト加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
1か月前
株式会社ディスコ
加工装置
2か月前
NTN株式会社
加工装置
2か月前
株式会社東京精密
ワーク加工装置
4日前
株式会社東京精密
ワーク加工装置
4日前
日本特殊研砥株式会社
超弾性砥石
1か月前
信越半導体株式会社
洗浄処理装置
3か月前
リックス株式会社
ドライアイス噴射装置
3か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4日前
株式会社マキタ
サンダ
2か月前
株式会社荏原製作所
研磨装置
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
17日前
株式会社荏原製作所
研磨装置
9日前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
1か月前
株式会社ディスコ
加工具
4か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社シロハチ
回転機械およびこれを用いた装置
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ