TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064702
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174644
出願日
2023-10-06
発明の名称
連続創成式歯車研削装置
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
B23F
5/04 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】粗加工砥石部の研削に用いる周速度を単体で用いる場合に比較してそれほど低下させずに、粗加工の研削を行なうことができる連続創成式歯車研削装置を提供する。
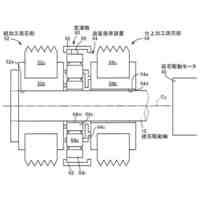
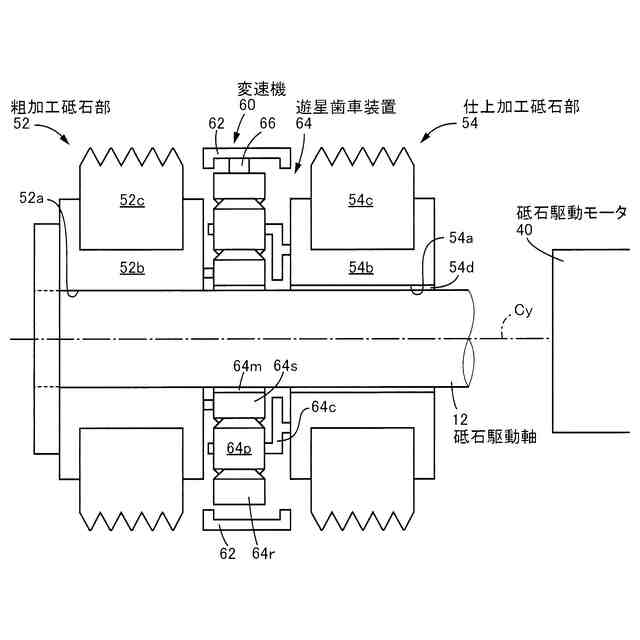
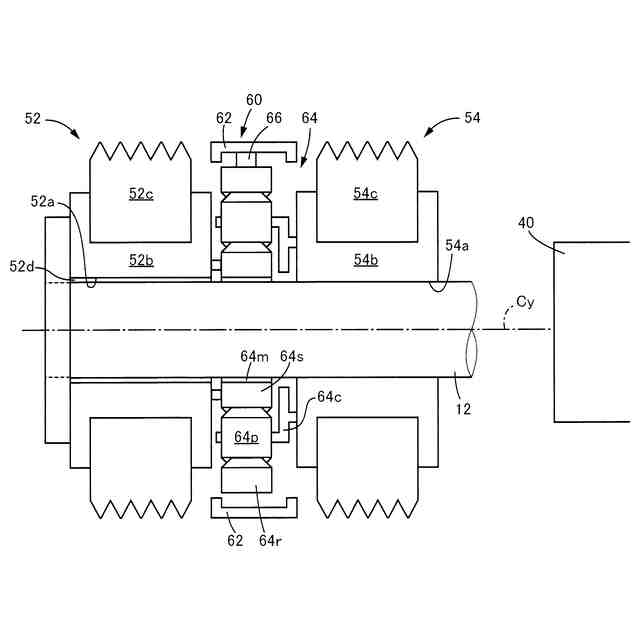
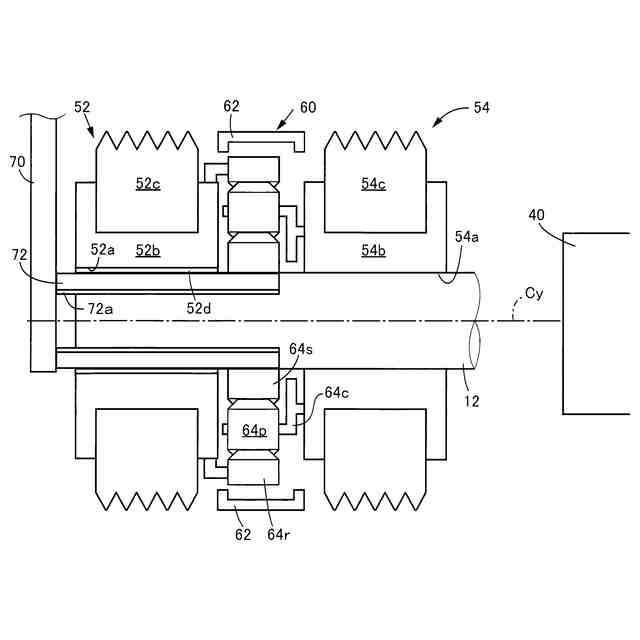
【解決手段】粗加工砥石部52および仕上加工砥石部54の一方の粗加工砥石部52の回転を他方の仕上加工砥石部54へ変速して伝達する変速機60により、粗加工砥石部52が仕上加工砥石部54よりも高速回転させられる。これにより、粗加工砥石部52の研削に用いる周速度をそれほど低下させず、粗加工砥石部52を単体で用いる場合と同等の粗加工の研削能率が得られるので、研削加工サイクルを短縮することができる。
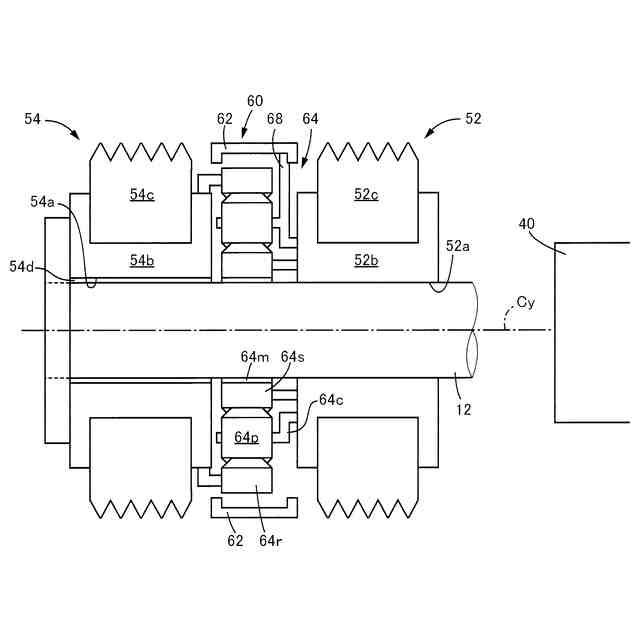
【選択図】図2
特許請求の範囲
【請求項1】
砥石駆動モータにより回転駆動される共通の砥石駆動軸上に連ねて配置された粗加工砥石部および仕上加工砥石部を備える連続創成式歯車研削装置であって、
前記粗加工砥石部および前記仕上加工砥石部の一方の砥石部は、前記砥石駆動軸に相対回転不能に固定されるとともに、他方の砥石部は前記砥石駆動軸に相対回転可能に支持され、
前記粗加工砥石部が前記仕上加工砥石部よりも高速回転させられるように、前記粗加工砥石部および前記仕上加工砥石部の一方の砥石部の回転を他方の砥石部へ変速して伝達する変速機が、設けられている
ことを特徴とする連続創成式歯車研削装置。
続きを表示(約 720 文字)
【請求項2】
前記一方の砥石部は、前記粗加工砥石部であり、
前記他方の砥石部は、前記仕上加工砥石部であり、
前記変速機は、前記粗加工砥石部の回転を減速して前記仕上加工砥石部へ伝達する減速変速機である
ことを特徴とする請求項1の連続創成式歯車研削装置。
【請求項3】
前記一方の砥石部は、前記仕上加工砥石部であり、
前記他方の砥石部は、前記粗加工砥石部であり、
前記変速機は、前記仕上加工砥石部の回転を増速して前記粗加工砥石部へ伝達する増速変速機である
ことを特徴とする請求項1の連続創成式歯車研削装置。
【請求項4】
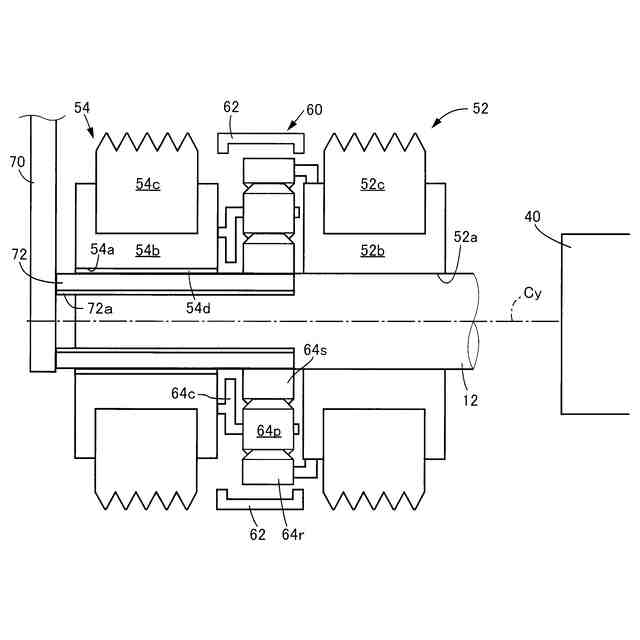
前記変速機は、前記砥石駆動軸と同心に配置されたリングギヤ及びサンギヤと、リングギヤ及びサンギヤと噛み合う遊星ギヤを公転且つ自転可能に支持するキャリヤとを有する遊星歯車装置から構成され、
前記リングギヤ、サンギヤ、キャリヤの3要素のうちの1つの要素が非回転部材に連結され、他の2つの要素の一方の要素および他方の要素が、前記一方の砥石部および前記他方の砥石部に連結されている
ことを特徴とする請求項1乃至3のいずれか1の連続創成式歯車研削装置。
【請求項5】
前記粗加工砥石部は、無機質結合剤を用いて砥粒を結合したビトリファイド砥石を有するものであり、
前記仕上加工砥石部は、砥粒が面状に固着された研磨布が積層状態で樹脂により固着された研磨布積層体砥石、又は砥粒がレジノイドボンドにより結合されたレジノイド砥石を有するものである
ことを特徴とする請求項1乃至3のいずれか1の連続創成式歯車研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、効率的に歯車を研削可能な連続創成式歯車研削装置に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
たとえば、自動車用の動力伝達装置や産業用ロボットの減速機などには、多数の歯車が使用されている。これらの歯車、特に斜歯歯車には、たとえば近年の自動車の静粛化や燃費の向上の要求に伴って、振動や騒音の低減、伝達効率の向上、長寿命化などの性能の向上が求められている。具体的には、歯車歯面の表面粗さ向上や、うねりの減少などに関する技術が着目されている。また、実際の歯車の加工においては、上記性能の向上に併せて、より短時間で加工することが求められている。
【0003】
これに対して、砥石駆動軸上に相互に固定した粗加工砥石部および仕上加工砥石部から一体的に構成された歯車研削用複層砥石が、提案されている。特許文献1の歯車研削方法に記載されたねじ状の歯車研削用砥石がそれである。このような歯車研削用砥石は、たとえば連続創成式歯車研削盤に用いられる。この歯車研削用砥石は、共通の砥石駆動軸上で隣接する粗加工砥石部および仕上加工砥石部から構成された複層砥石であって、それら粗加工砥石部および仕上加工砥石部が択一的に被研削歯車に当てられて被研削歯車の研削加工を行なう。
【0004】
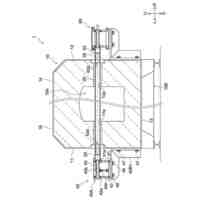
前記連続創成式歯車研削盤では、前記粗加工砥石部および仕上加工砥石部を前記砥石駆動軸により回転させつつ前記砥石駆動軸の回転軸線方向に変位させながら、粗加工工程では前記粗加工砥石部を歯車素材に接触させた状態で、或いは仕上げ加工では仕上加工砥石部を歯車素材に接触させた状態で、歯車素材の回転軸線に平行な方向に往復研削送りを行ないつつ、前記往復研削送りに同期して前記歯車素材を前記歯車素材の回転軸線まわりに順次回転させることで前記歯車素材の外周面に歯を形成する連続創成式歯車研削が、行なわれる。このようにすれば、連続創成式歯車研削では、歯車研削用複層砥石に対する歯車素材の接触円弧長さが長く、常に砥粒の当たる位置を変化させて歯車素材の研削加工が行われるので、高能率の歯車研削が行なわれる。
【0005】
ところで、特許文献2及び特許文献3に示されるように、上記粗加工砥石部は、高強度の材質の砥石たとえばビトリファイド砥石から構成される一方で、仕上加工砥石部は、研削面の表面粗さを小さくするためのたとえばレジノイド砥石や、研磨布紙が積層状態で固着された砥石などから高弾性(低弾性率)に構成される。
【先行技術文献】
【特許文献】
【0006】
特開2013-18089号公報
特開2021-30418号公報
特開2021-30419号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、特許文献2及び特許文献3に示されるように、上記仕上加工砥石部は、歯車歯面の表面粗さ向上を目的としており、加工時に歯車歯面になじむように粗加工砥石部に比較して高弾性であることが特徴である。また、特に研磨布紙が積層状態で固着された砥石については、粗加工砥石部に使用するビトリファイド砥石と比較し、砥石単体では許容周速度(破壊周速度)が低い。特許文献3では、研磨布紙が積層状態で固着された砥石の内周側にコアを設けることで粗加工砥石であるビトリファイド砥石と同程度までの許容周速度の改善が施されている。しかしながら、粗加工砥石部に現在のビトリファイド砥石以上に許容周速度の高いビトリファイド砥石を用いる場合や、金属コアを用いた砥石例えばビトリファイドcBNホイール等を用いた場合は、仕上加工砥石部との許容周速度の差は大きくなる。粗加工砥石部と仕上加工砥石部とが一体的に構成された歯車研削用複層砥石においては、粗加工砥石部と仕上加工砥石部との各々の許容周速度に違いがある場合、加工時の周速度は許容周速度の低い砥石に合わせる必要がある。そうした場合、許容周速度の高い砥石は本来の周速度よりも低い周速度で使用されることになり、砥石の性能を最大限発揮できない。特に、連続創成式歯車研削においては、砥石の周速度(回転数)が加工時間に及ぼす影響が大きいため、本来の周速度よりも低い周速度で使用する必要がある点について問題があった。
【0008】
本発明は以上の事情を背景としてなされたものであり、その目的とするところは、同一軸上に許容周速度の異なる複数の砥石を設けて加工を行なう際に、各々の砥石の周速度を低下させずに研削を行なうことができ、研削加工サイクルを短縮することができる連続創成式歯車研削装置を提供することにある。
【0009】
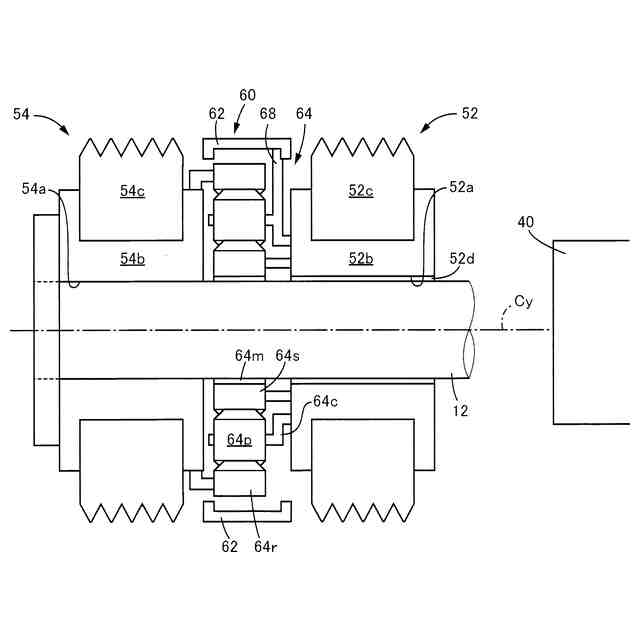
本発明者等は、上記事情を背景として種々検討を重ねた結果、共通の砥石駆動軸上に連ねて設けられた粗加工砥石部および仕上加工砥石部の間に変速機を設け、粗加工砥石部および仕上加工砥石部の一方を砥石駆動軸により回転駆動するとともに、粗加工砥石部および仕上加工砥石部の他方を前記一方から変速機を介して回転駆動させることで、共通の砥石駆動軸上で粗加工砥石部を仕上加工砥石部よりも高速回転駆動させることができ、粗加工砥石部を単体で用いる場合と同等の研磨能率が得られることを見出した。
【課題を解決するための手段】
【0010】
すなわち、本発明の要旨とするところは、(a)電動機により回転駆動される共通の砥石駆動軸上に連ねて配置された粗加工砥石部および仕上加工砥石部を備える連続創成式歯車研削装置であって、(b)前記粗加工砥石部および前記仕上加工砥石部の一方の砥石部は、前記砥石駆動軸に相対回転不能に固定されるとともに、他方の砥石部は前記砥石駆動軸に相対回転可能に支持され、(c)前記粗加工砥石部が前記仕上加工砥石部よりも高速回転させられるように、前記粗加工砥石部および前記仕上加工砥石部の一方の砥石部の回転を他方の砥石部へ変速して伝達する変速機が、設けられていることにある。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ノリタケ株式会社
連続加熱炉
1か月前
ノリタケ株式会社
電極および水電解装置
2日前
ノリタケ株式会社
連続創成式歯車研削装置
1か月前
ノリタケ株式会社
熱処理装置および被処理物の加熱処理方法
1か月前
個人
タップ
9日前
個人
加工機
3日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2日前
日東精工株式会社
ねじ締め装置
2か月前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
19日前
株式会社アンド
半田付け方法
2日前
株式会社アンド
半田付け方法
2日前
株式会社ダイヘン
多層盛り溶接方法
17日前
エフ・ピー・ツール株式会社
リーマ
19日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
大和ハウス工業株式会社
溶接方法
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社不二越
超硬合金製ドリル
15日前
オークマ株式会社
工作機械
1か月前
スター精密株式会社
工作機械
2か月前
オーエスジー株式会社
ドリル
1か月前
個人
管の切断装置及び管の切断方法
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ