TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025043698
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023151145
出願日
2023-09-19
発明の名称
研削方法及び軸付き砥石
出願人
ダイキン工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B24B
55/02 20060101AFI20250325BHJP(研削;研磨)
要約
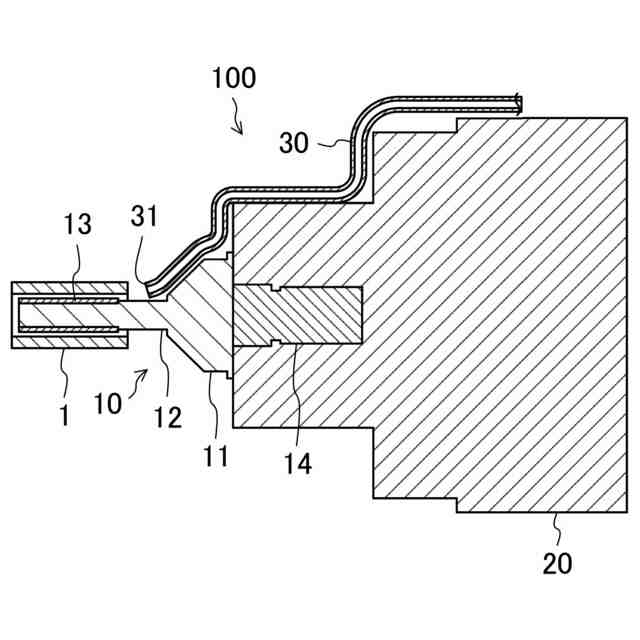
【課題】被加工物の内径研削において、砥石軸を短くして砥石軸の剛性を確保しつつ、被加工物の研削箇所に研削液を十分に供給できるようにする。
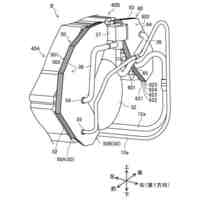
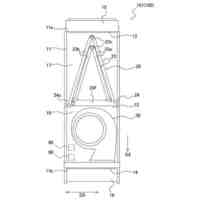
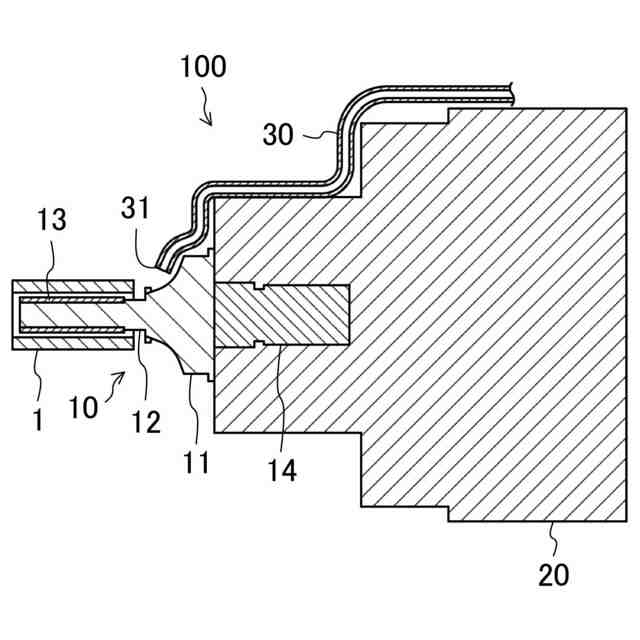
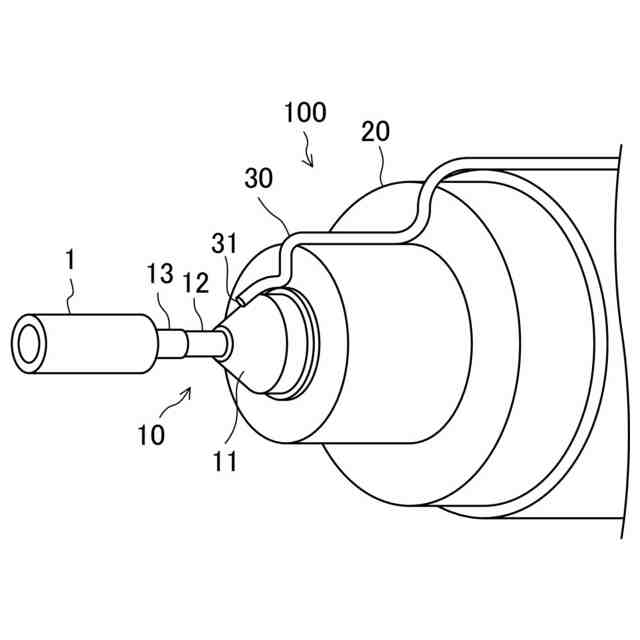
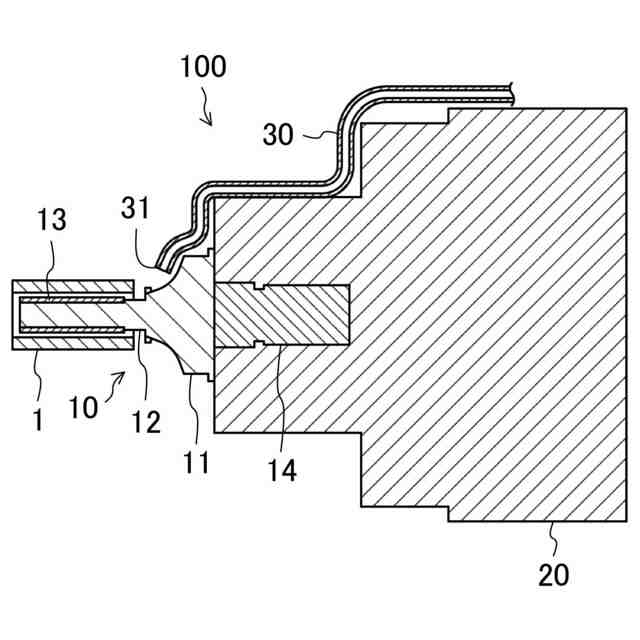
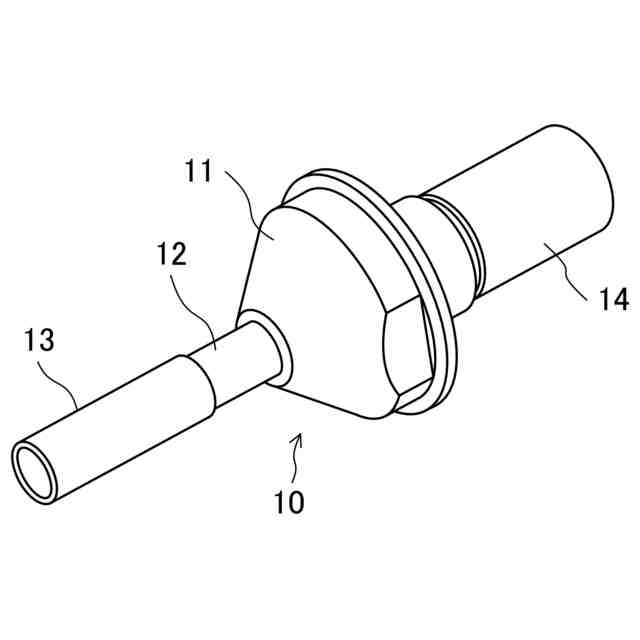
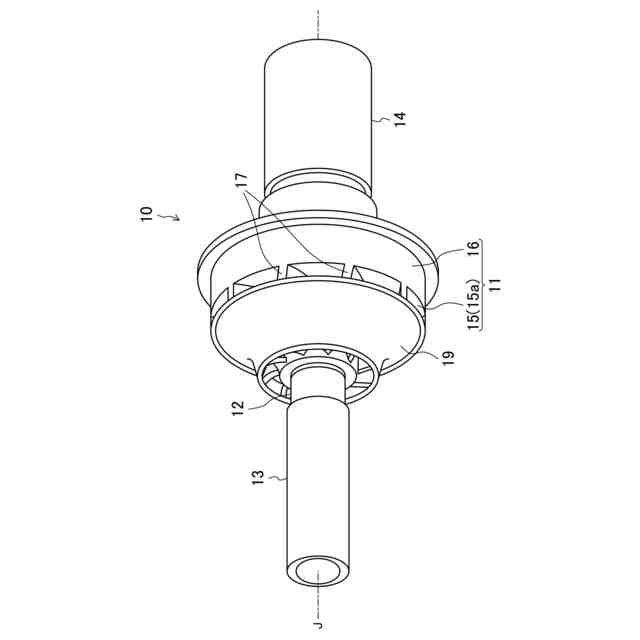
【解決手段】軸付き砥石(10)は、台金(11)と、台金(11)に一端が支持された砥石軸(12)と、砥石軸(12)に取り付けられた砥石(13)とを備える。台金(11)の外周面に向けて放出された研削液が、流れ方向を変えながら被加工物(1)の研削箇所に供給されるように、台金(11)にガイド形状(15a,17,18,18a)が設けられる。
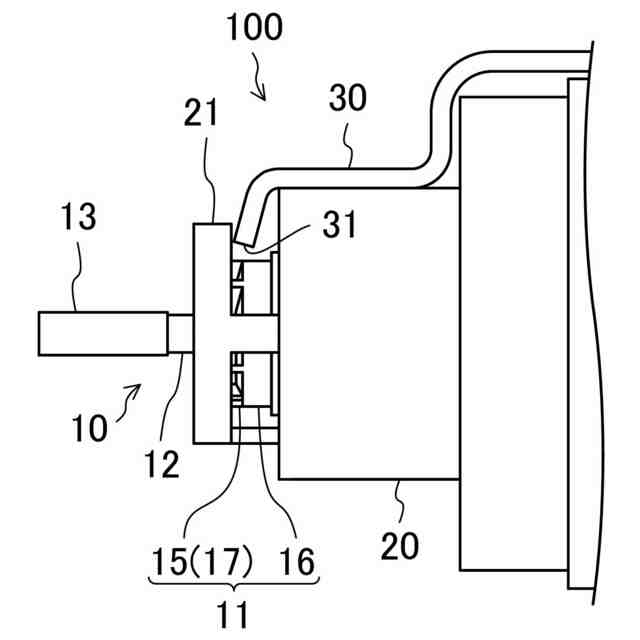
【選択図】図2
特許請求の範囲
【請求項1】
台金(11)から突出した砥石軸(12)に取り付けられた砥石(13)を回転させて被加工物(1)の内径研削を行う研削方法であって、
研削中の前記台金(11)と前記被加工物(1)との距離は変化し、前記被加工物(1)の最奥部を研削するときの前記距離は5mm以下であり、
前記台金(11)の外周面に向けて放出された研削液が、前記台金(11)に設けられたガイド形状(15a,17,18,18a)によって流れ方向を変えながら前記被加工物(1)の研削箇所に供給される、
研削方法。
続きを表示(約 1,800 文字)
【請求項2】
請求項1の研削方法において、
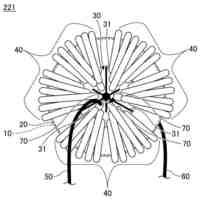
前記台金(11)を非回転の傘状部材(21)によって覆いながら、前記被加工物(1)の内径研削を行う、
研削方法。
【請求項3】
台金(11)と、
前記台金(11)に一端が支持された砥石軸(12)と、
前記砥石軸(12)に取り付けられ、前記砥石軸(12)と共に回転して被加工物(1)の内径研削を行う砥石(13)と
を備え、
前記台金(11)の外周面に向けて放出された研削液が、流れ方向を変えながら前記被加工物(1)の研削箇所に供給されるように、前記台金(11)にガイド形状(15a,17,18,18a)が設けられる、
軸付き砥石。
【請求項4】
請求項3の軸付き砥石において、
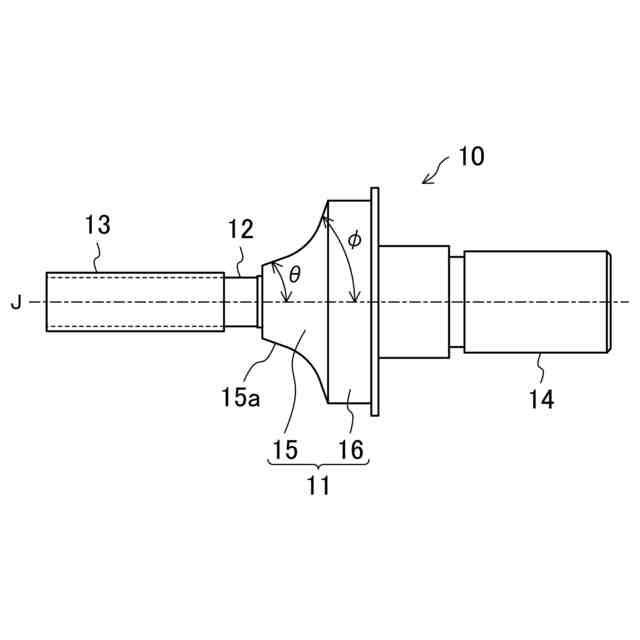
前記台金(11)は、
頂部に前記砥石軸(12)が設けられた円錐台部(15)と、
前記円錐台部(15)の底部に接続された円柱部(16)と
を有し、
前記円錐台部(15)の外周面に、前記ガイド形状(15a,17,18,18a)として、凹面(15a)が設けられ、
前記円錐台部(15)の前記頂部において前記凹面(15a)の前記砥石軸(12)に対する傾斜角θは、0°以上20°以下であり、
前記傾斜角θは、前記円錐台部(15)の前記頂部から前記底部に向けて大きくなり、
前記円錐台部(15)の前記底部において前記凹面(15a)は前記円柱部(16)の外周面に40°以上90°以下の角度φで接続する、
軸付き砥石。
【請求項5】
請求項3の軸付き砥石において、
前記台金(11)は、
頂部に前記砥石軸(12)が設けられた円錐台部(15)と、
前記円錐台部(15)の底部に接続された円柱部(16)と
を有し、
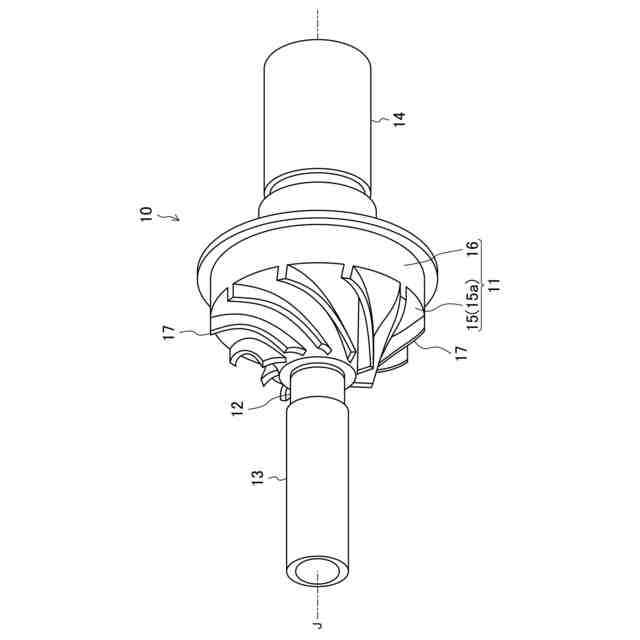
前記円錐台部(15)の外周面に、前記ガイド形状(15a,17,18,18a)として、ねじれを持った複数の羽根(17)が設けられる、
軸付き砥石。
【請求項6】
請求項5の軸付き砥石において、
前記複数の羽根(17)の間における前記円錐台部(15)の外周面に、前記ガイド形状(15a,17,18,18a)として、凹面(15a)がさらに設けられ、
前記円錐台部(15)の前記頂部において前記凹面(15a)の前記砥石軸(12)に対する傾斜角θは、0°以上20°以下であり、
前記傾斜角θは、前記円錐台部(15)の前記頂部から前記底部に向けて大きくなり、
前記円錐台部(15)の前記底部において前記凹面(15a)は前記円柱部(16)の外周面に40°以上90°以下の角度φで接続する、
軸付き砥石。
【請求項7】
請求項5又は6の軸付き砥石において、
前記複数の羽根(17)を覆うように前記円錐台部(15)に蓋部材(19)が設けられる、
軸付き砥石。
【請求項8】
請求項3の軸付き砥石において、
前記台金(11)は、
頂部に前記砥石軸(12)が設けられた円錐台部(15)と、
前記円錐台部(15)の底部に接続された円柱部(16)と
を有し、
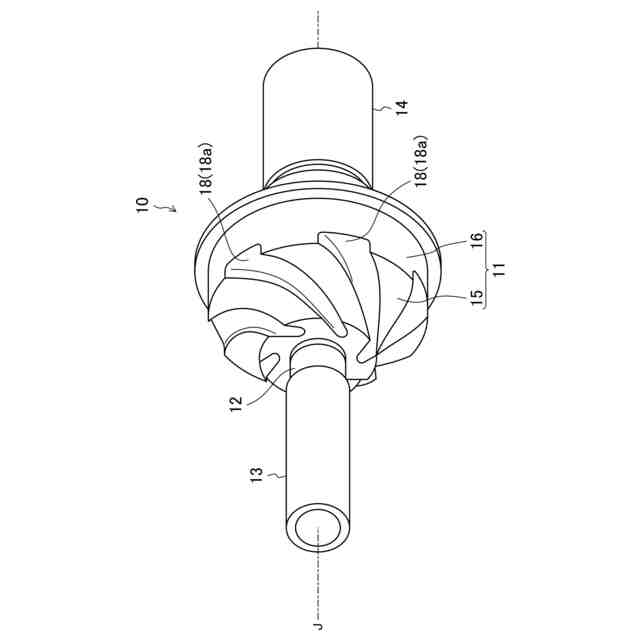
前記円錐台部(15)の外周面に、前記ガイド形状(15a,17,18,18a)として、ねじれを持った複数の溝(18)が設けられる、
軸付き砥石。
【請求項9】
請求項8の軸付き砥石において、
前記複数の溝(18)の底面に、前記ガイド形状(15a,17,18,18a)として、凹面(18a)がさらに設けられ、
前記円錐台部(15)の前記頂部において前記凹面(18a)の前記砥石軸(12)に対する傾斜角θは、0°以上20°以下であり、
前記傾斜角θは、前記円錐台部(15)の前記頂部から前記底部に向けて大きくなり、
前記円錐台部(15)の前記底部において前記凹面(18a)は前記円柱部(16)の外周面に40°以上90°以下の角度φで接続する、
軸付き砥石。
【請求項10】
請求項8又は9の軸付き砥石において、
前記複数の溝(18)を覆うように前記円錐台部(15)に蓋部材(19)が設けられる、
軸付き砥石。
発明の詳細な説明
【技術分野】
【0001】
本開示は、研削方法及び軸付き砥石に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、被加工物の内径研削では、ホイールヘッドによって回転する砥石軸に砥石を取り付けた軸付き砥石が用いられてきた(特許文献1参照)。
【0003】
内径研削では砥石に研削荷重がかかるため、砥石軸に撓みが発生する。この撓みは、研削に要求される加工精度と比べて無視できない大きさであるので、高精度な内径研削のためには、この撓みがなくなるまで、砥石軸の軸方向の移動を数秒間中止するスパークアウトを行う必要がある。加工穴が細長いと、それに合わせて、使用する砥石軸も細長いものが必要となる。その場合、砥石軸の剛性が低くなり、砥石軸の撓みを回復するためのスパークアウトに時間がかかるので、加工時間が長くなる。
【0004】
また、内径研削では被加工物の研削箇所に研削液を供給する必要がある。小径の細長い穴を加工する場合、砥石軸と加工穴との隙間に研削液がうまく入るように研削液の噴射口を配置する必要がある。加工穴が止まり穴であれば、被加工物の研削箇所に砥石軸と同じ側から研削液を供給する必要がある。特許文献1には、砥石軸の軸方向に沿うように研削液の供給管を曲げ、研削液の噴射口を加工穴に向けて配置することが開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2014-69303号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、スパークアウトに要する時間を短くして加工時間を短縮するために、砥石軸を短くして砥石軸の剛性を確保しようとすると、加工穴の最奥部を研削するときに、被加工物とホイールヘッドとの距離が短くなりすぎて、研削液の噴射口を適切に配置することが難しくなる。研削箇所に研削液を十分に供給できないと、例えば、研削箇所の温度が500℃以上に達するような研削焼けが生じたり、砥石の寿命が短くなったりするなどの不具合が生じる。
【0007】
本開示の目的は、砥石軸を短くして砥石軸の剛性を確保しつつ、被加工物の研削箇所に研削液を十分に供給できる研削方法及び軸付き砥石を提供することである。
【課題を解決するための手段】
【0008】
第1の態様は、台金(11)から突出した砥石軸(12)に取り付けられた砥石(13)を回転させて被加工物(1)の内径研削を行う研削方法であって、研削中の前記台金(11)と前記被加工物(1)との距離は変化し、前記被加工物(1)の最奥部を研削するときの前記距離は5mm以下であり、前記台金(11)の外周面に向けて放出された研削液が、前記台金(11)に設けられたガイド形状(15a,17,18,18a)によって流れ方向を変えながら前記被加工物(1)の研削箇所に供給される。
【0009】
第1の態様では、研削中の台金(11)と被加工物(1)との距離が5mm以下であるように砥石軸(12)を短くしても、台金(11)に設けられたガイド形状(15a,17,18,18a)によって、被加工物(1)の研削箇所に研削液を十分に供給できる。このため、研削焼けを抑制できると共に、砥石(13)の摩耗を抑制して軸付き砥石を長寿命化できる。
【0010】
第2の態様は、第1の態様において、前記台金(11)を非回転の傘状部材(21)によって覆いながら、前記被加工物(1)の内径研削を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイキン工業株式会社
空調機
17日前
ダイキン工業株式会社
熱交換器
17日前
ダイキン工業株式会社
冷凍装置
17日前
ダイキン工業株式会社
表面処理剤
18日前
ダイキン工業株式会社
シラン化合物
13日前
ダイキン工業株式会社
空気調和装置
17日前
ダイキン工業株式会社
電力変換装置
17日前
ダイキン工業株式会社
空調システム
17日前
ダイキン工業株式会社
室内熱交換器
17日前
ダイキン工業株式会社
空調システム
17日前
ダイキン工業株式会社
冷凍サイクル装置
17日前
ダイキン工業株式会社
空気調和システム
17日前
ダイキン工業株式会社
冷凍サイクル装置
17日前
ダイキン工業株式会社
冷媒回路システム
17日前
ダイキン工業株式会社
冷凍サイクル装置
17日前
ダイキン工業株式会社
電気装置、空気調和機
17日前
ダイキン工業株式会社
SF5含有シラン化合物
5日前
ダイキン工業株式会社
熱交換器および冷凍装置
17日前
ダイキン工業株式会社
熱交換器及びその製造方法
17日前
ダイキン工業株式会社
被覆用組成物及び被膜物品
17日前
ダイキン工業株式会社
送風装置及び空調ユニット
17日前
ダイキン工業株式会社
エアハンドリングユニット
17日前
ダイキン工業株式会社
利用ユニット及び冷凍装置
17日前
ダイキン工業株式会社
電力変換装置、空気調和機
17日前
ダイキン工業株式会社
電気化学デバイス用絶縁部材
17日前
ダイキン工業株式会社
空気調和装置の制御システム
17日前
ダイキン工業株式会社
室内熱交換器及び空調室内機
17日前
ダイキン工業株式会社
空気調和システム及び制御装置
17日前
ダイキン工業株式会社
検出装置、検出方法、プログラム
12日前
ダイキン工業株式会社
制御システムおよび冷凍システム
18日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
ダイキン工業株式会社
熱源ユニット及び冷凍サイクル装置
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ