TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025045910
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023153960
出願日
2023-09-20
発明の名称
被研磨物の保持具および被研磨物の保持方法
出願人
富士紡ホールディングス株式会社
代理人
個人
,
個人
主分類
B24B
37/32 20120101AFI20250326BHJP(研削;研磨)
要約
【課題】ランニングコストを低減させる。
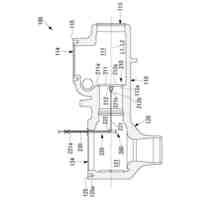
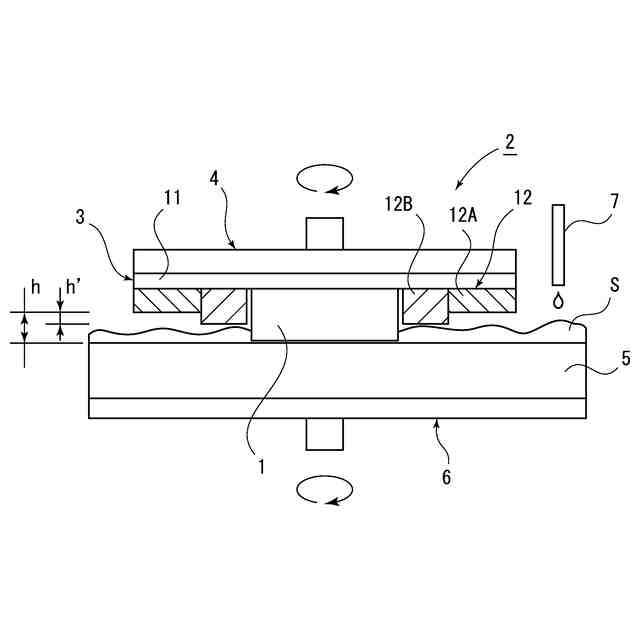
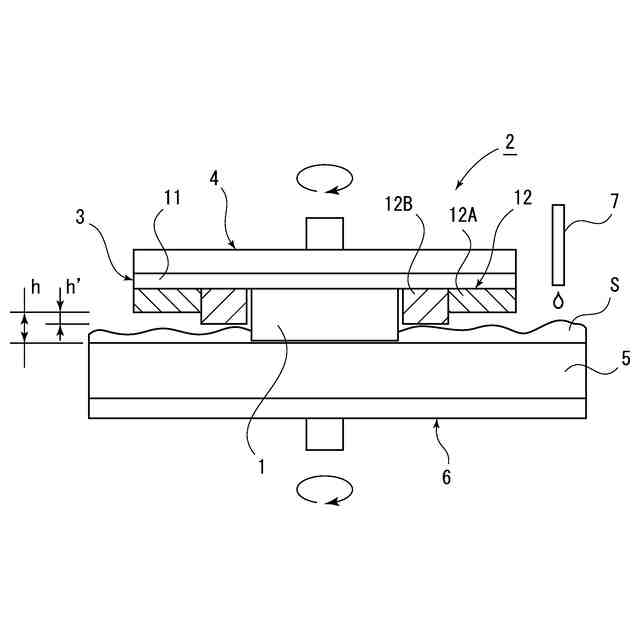
【解決手段】 保持定盤4に着脱可能に設けられるとともに円盤状の被研磨物1を保持する保持面11aが形成された保持パッド11と、保持パッド11の保持面11aに保持された被研磨物1を囲繞するリング状の枠状部材12とを備えた被研磨物1の保持具3に関する。
上記枠状部材12は、上記保持パッド11に固定されるリング状の外側枠状部材12Aと、上記外側枠状部材12Aの内側に、上記保持パッド11および外側枠状部材12Aに対して着脱可能に設けられたリング状の内側枠状部材12Bとを備え、上記外側枠状部材12Aの高さを、内側枠状部材12Bの高さ以下とする。
【選択図】 図1
特許請求の範囲
【請求項1】
保持定盤に着脱可能に設けられるとともに円盤状の被研磨物を保持する保持面が形成された保持パッドと、保持パッドの保持面に保持された被研磨物を囲繞するリング状の枠状部材とを備えた被研磨物の保持具において、
上記枠状部材は、上記保持パッドに固定されたリング状の外側枠状部材と、上記外側枠状部材の内側に、上記保持パッドおよび外側枠状部材に対して着脱可能に設けられたリング状の内側枠状部材とを備え、
上記外側枠状部材の高さを、内側枠状部材の高さ以下とすることを特徴とする被研磨物の保持具。
続きを表示(約 300 文字)
【請求項2】
外側枠状部材の高さを内側枠状部材の高さ未満とする請求項1に記載の被研磨物の保持具。
【請求項3】
外側枠状部材の高さを内側枠状部材の高さの50~95%の範囲としたことを特徴とする請求項2に記載の被研磨物の保持具。
【請求項4】
内側枠状部材の高さを、外側枠状部材と被研磨物との高さの差よりも大きくしたことを特徴とする請求項1に記載の被研磨物の保持具。
【請求項5】
上記保持パッドは上記保持面を下方に向けた状態で保持定盤に装着されることを特徴とする請求項1ないし請求項4のいずれかに記載の保持具を用いた被研磨物の保持方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は被研磨物の保持具および被研磨物の保持方法に関し、より詳しくは、保持定盤に着脱可能に設けられた保持パッドと、保持パッドの保持面に保持された被研磨物を囲繞するリング状の枠状部材とを備えた被研磨物の保持具および被研磨物の保持方法に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
従来、半導体デバイス等の被研磨物を研磨する研磨装置として、被研磨物を保持する保持定盤と、研磨パッドを保持する研磨定盤とを備えたものが知られており、被研磨物と研磨パッドとの間にスラリー(研磨液)を供給しながら摺動させることで、いわゆる機械的化学研磨(CMP)を行うものとなっている(特許文献1、2)。
上記特許文献1、2に記載された保持定盤には、被研磨物を保持するための保持具が設けられており、当該保持具は、保持定盤に着脱可能に設けられるとともに円盤状の被研磨物を保持する保持面が形成された保持パッドと、保持パッドの保持面に保持された被研磨物を囲繞するリング状の枠状部材とを備えている。
【先行技術文献】
【特許文献】
【0003】
特開2019-72801号公報
特許第7212242号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上記スラリーには強酸性や強塩基性のものがあり、研磨装置によって被研磨物を研磨するうちに、上記スラリーが枠状部材を劣化させてしまう場合がある。特に、被研磨物と枠状部材との間に入り込んだスラリーによって枠状部材の内周面が劣化すると、被研磨物との接触部分を損傷させてしまう恐れがあった。
このため、上記保持パッドが被研磨物の保持能力を維持している状態であっても、枠状部材の劣化が原因で保持具全体を交換しなければならず、ランニングコストが高いという問題があった。
このような問題に鑑み、本発明はランニングコストを低減させることが可能な被研磨物の保持具および被研磨物の保持方法を提供するものである。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる被研磨物の保持具は、保持定盤に着脱可能に設けられるとともに円盤状の被研磨物を保持する保持面が形成された保持パッドと、保持パッドの保持面に保持された被研磨物を囲繞するリング状の枠状部材とを備えた被研磨物の保持具において、
上記枠状部材は、上記保持パッドに固定されたリング状の外側枠状部材と、上記外側枠状部材の内側に、上記保持パッドおよび外側枠状部材に対して着脱可能に設けられたリング状の内側枠状部材とを備え、
上記外側枠状部材の高さを、内側枠状部材の高さ以下とすることを特徴としている。
また請求項5の発明にかかる被研磨物の保持方法は、請求項1ないし請求項4にかかる保持具を用いて、上記保持パッドは上記保持面を下方に向けた状態で保持定盤に装着されることを特徴としている。
【発明の効果】
【0006】
上記発明によれば、研磨装置によって被研磨物を研磨することにより、内側枠状部材の内周面がスラリーによって劣化した場合には、当該内側枠状部材のみを取り外して、これを新たな内側枠状部材に交換することができる。
つまり、上記保持パッドによる被研磨物の保持能力が維持されている場合には、内側枠状部材だけを交換して、保持パッドおよび外側枠状部材についてはそのまま利用可能であることから、保持具全体としてのランニングコストを低減させることが可能となる。
【図面の簡単な説明】
【0007】
研磨装置の側面図
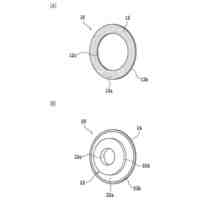
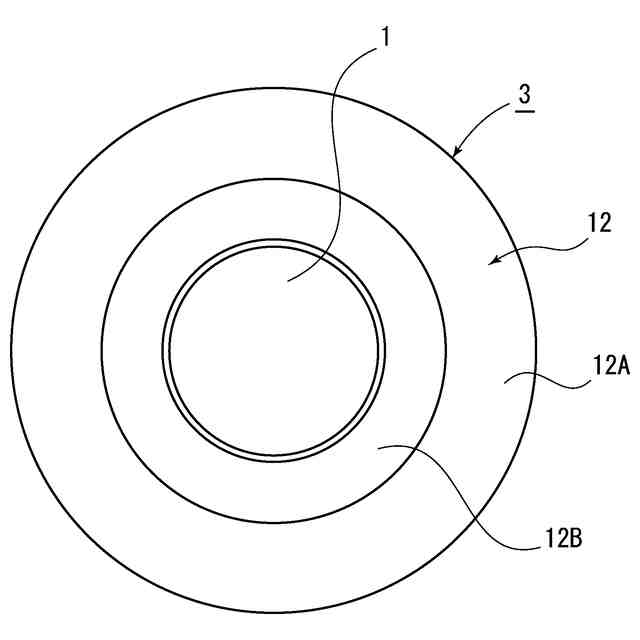
保持具の平面図
【発明を実施するための形態】
【0008】
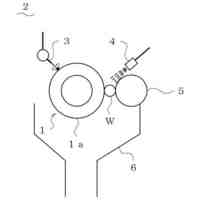
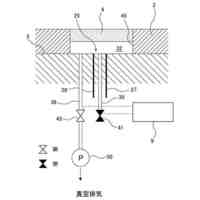
以下、図示実施形態について本発明を説明すると、図1は被研磨物1を研磨する研磨装置2の側面図を示し、上記被研磨物1としてはシリコンウェハや半導体基板等の半導体デバイスを研磨することができ、また被研磨物1は円盤状を有したものとなっている。
上記研磨装置2は、本発明にかかる保持具3を介して被研磨物1を保持する保持定盤4と、保持定盤4よりも下方に配置されて研磨パッド5を保持する研磨定盤6と、上記被研磨物1と研磨パッド5との間にスラリーS(研磨液)を供給するスラリー供給手段7とを備えている。
保持定盤4および研磨定盤6はそれぞれ略円盤状を有しており、それぞれ図示しない駆動手段によって回転し、また上記保持定盤4は図示しない昇降手段によって昇降可能に設けられている。
上記研磨パッド5は略円盤状を有しており、両面テープ等によって研磨定盤6の上部に固定されている。また研磨パッド5の直径は被研磨物1の直径よりも大径となっている。
上記構成を有する研磨装置2を用いて被研磨物1の研磨加工を行う際には、上記保持定盤4に保持具3を用いて被研磨物1の被研磨面が下方を向くように保持し、保持定盤4を下降させて被研磨物1を研磨パッド5に押し当てる。
その状態で上記保持定盤4と研磨定盤6とを回転させ、さらに上記スラリー供給手段7が研磨パッド5の上面にスラリーSを供給することで、相互に摺動している研磨パッド5と被研磨物1との間にスラリーSが入り込み、被研磨物1の表面が機械的化学研磨(CMP)されるようになっている。
【0009】
以下、上記保持定盤4に設けた上記保持具3について具体的に説明する。本実施形態において、上記保持具3は保持定盤4に対して交換可能に設けられており、複数枚の被研磨物1の研磨を行う度に交換されるものとなっている。
上記保持具3は、保持定盤4に着脱可能に設けられるとともに被研磨物1を保持する保持面11aが形成された保持パッド11と、保持パッド11の保持面11aに保持された被研磨物1を囲繞するリング状の枠状部材12とを備えている。
上記保持パッド11は、被研磨物を保持できる材料であれば特に限定されないが、例としてシート状のポリウレタン(ポリウレタンシート、発泡ポリウレタンシートともいう)、または光硬化性樹脂が挙げられ、当該保持パッド11の上面は両面テープなどによって上記保持定盤4に接着されている。保持具3を交換する際には保持パッド11ごと保持定盤4から取り除かれるようになっている。
一方、保持パッド11の下面に形成された保持面11aは、保持定盤4に装着されることで下方を向いており、当該保持面11aに被研磨物1を保持すると、被研磨面が下方を向くようになっている。また保持面11aには水などの表面張力を利用して被研磨物1が吸着保持されるようになっている。
上記保持パッド11の例として、シート状のポリウレタンの場合、内部には複数の涙形状(teardrop-shaped)の気泡が形成されており、ここで上記涙形状気泡とは、湿式成膜法によってポリウレタンシート内部に形成される気泡(異方性があり、樹脂シートの上部(被研磨物1と接する側)から下部に向けて径が大きい構造を有する気泡)を意味する。
また湿式成膜法とは、成膜する樹脂を有機溶媒に溶解させ、その樹脂溶液をシート状の基材に塗布後、該有機溶媒は溶解するが該樹脂は溶解しない凝固液中に通して該有機溶媒を置換し、凝固させ、乾燥して発泡層を形成する方法となっている。
【0010】
保持パッド11を構成するポリウレタン樹脂の種類に特に制限はなく、種々のポリウレタン樹脂の中から使用目的に応じて選択すればよい。例えば、ポリエステル系、ポリエーテル系、ポリカーボネート系、又はそれら混合系の樹脂を用いることができる。
ポリエステル系の樹脂としては、エチレングリコールやブチレングリコール等とアジピン酸等とのポリエステルポリオールと、ジフェニルメタン-4,4’-ジイソシアネート等のジイソシアネートとの重合物が挙げられる。
ポリエーテル系の樹脂としては、ポリテトラメチレンエーテルグリコールやポリプロピレングリコール等のポリエーテルポリオールと、ジフェニルメタン-4,4’-ジイソシアネート等のイソシアネートとの重合物が挙げられる。
ポリカーボネート系の樹脂としては、ポリカーボネートポリオールと、ジフェニルメタン-4,4’-ジイソシアネート等のイソシアネートとの重合物が挙げられる。
保持パッド11の他の材料例として光硬化性樹脂が挙げられ、光硬化性樹脂としては、特定の波長の光によって重合、硬化する樹脂であれば特に限定されないが、感光性樹脂、紫外線硬化型樹脂、可視光硬化型樹脂が挙げられ、また、光によって活性化されるラジカルにより硬化するラジカル重合性樹脂、光によって発生するカチオンにより硬化するカチオン重合性樹脂が挙げられる。好ましい態様としては、ポリエステル系樹脂、不飽和ポリエステル系樹脂、ビニルエーテル樹脂、ビニルエステル樹脂、アクリル系樹脂、エポキシ系樹脂が挙げられる。より好ましくは、アクリル系樹脂、エポキシ系樹脂が挙げられる。なお、樹脂は1種単独で用いても、2種以上を併用してもよい。これらの樹脂を用いることによって、表面形状の製造が容易であり、かつ、耐薬品性も有するため、強酸性や強アルカリ性のスラリーに対する耐性が向上する。
これらの樹脂は、DIC(株)製の商品名「クリスボン」や、三洋化成工業(株)製の商品名「サンプレン」、大日精化工業(株)製の商品名「レザミン」、東洋紡社製の商品名「コスモライト」や、東レ社製の商品名「PGプレート」、富士フイルム社製の商品名「富士トレリーフ」など、市場で入手可能な樹脂を用いてもよく、所望の特性を有する樹脂を自ら製造してもよい。
保持パッド11の保持面11aは、バフ処理などの研削処理が施されていても施されていなくてもよいが、研削処理が施されていない場合には、被研磨物1との吸着性が向上するため、研磨加工中に生じる被研磨物1の横ずれが低減でき、好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
2か月前
個人
バレル研磨用メディア材
2日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社IHI
ブラストガン
1か月前
トヨタ自動車株式会社
バリ取り装置
10日前
キヤノン電子株式会社
加工工具、及び、加工装置
9日前
株式会社ディスコ
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
1か月前
信越半導体株式会社
洗浄処理装置
1か月前
NTN株式会社
加工装置
24日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
24日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社ディスコ
加工具
2か月前
株式会社トクピ製作所
研削方法
3か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
2か月前
学校法人 中央大学
表面処理方法
2か月前
株式会社ディスコ
研磨装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
23日前
株式会社ディスコ
加工方法
3か月前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
加工装置
9日前
日本電気硝子株式会社
ガラス板の製造方法
2か月前
三菱重工業株式会社
加工器具及び加工方法
24日前
株式会社ディスコ
砥石
3か月前
NTN株式会社
異常検知システム
3か月前
株式会社荏原製作所
透明液充填方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ