TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042802
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149947
出願日
2023-09-15
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
27/06 20060101AFI20250321BHJP(研削;研磨)
要約
【課題】門型コラムの重心を低く抑えて加工位置のずれに伴う加工不良や被加工物のアライメントエラーの発生を防ぐことができる加工装置を提供すること。
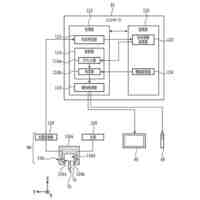
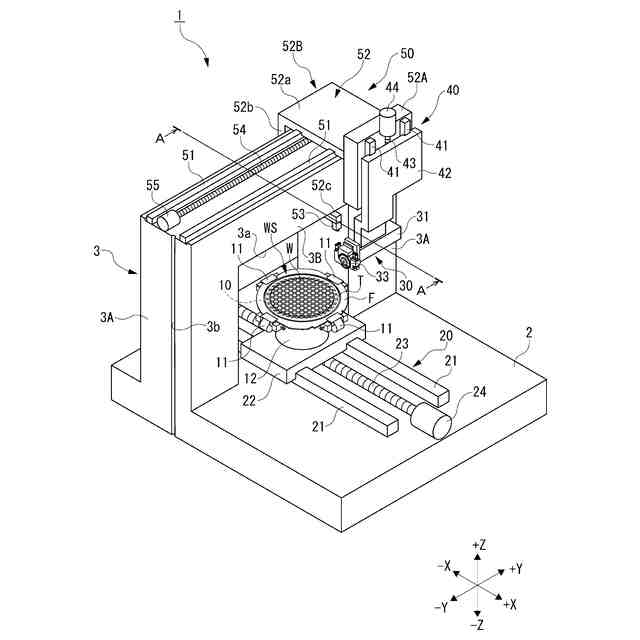
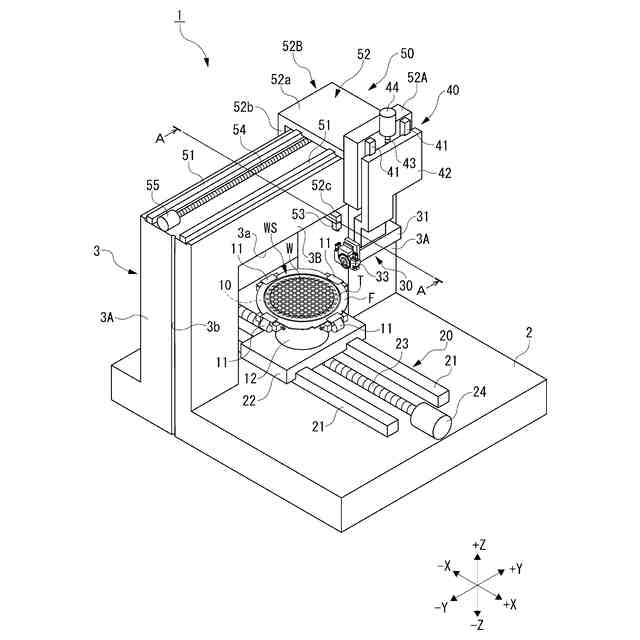
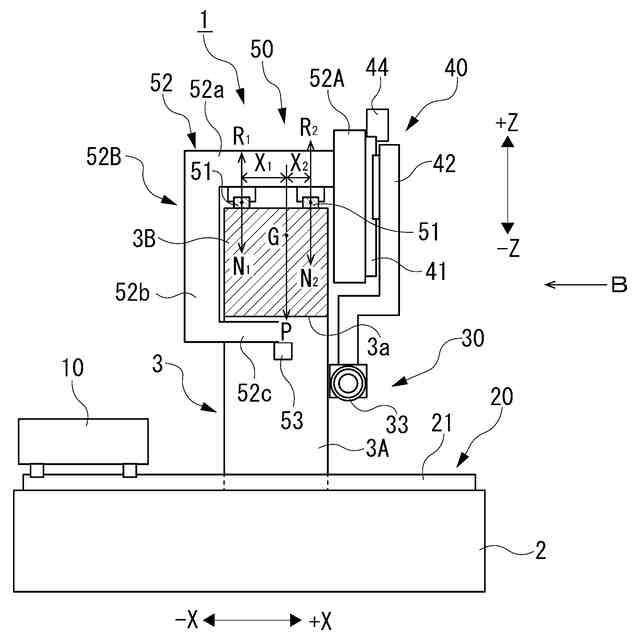
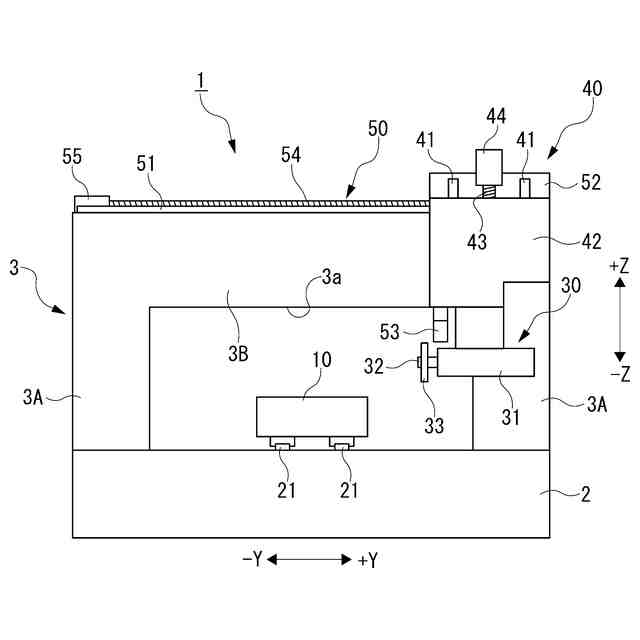
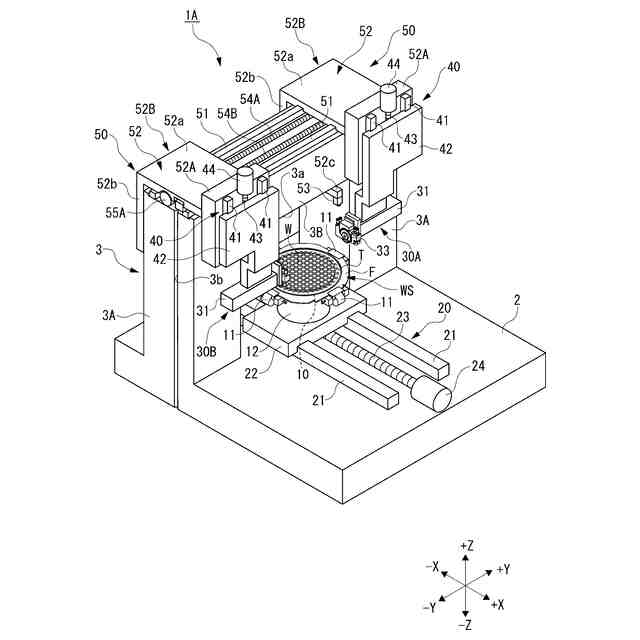
【解決手段】チャックテーブル10と、該チャックテーブル10をX軸方向(加工送り方向)に移動させるX軸移動機構20と、基台2と、門型コラム3と、ウェーハ(被加工物)Wを加工する切削ユニット(加工機構)30と、門型コラム3にされ切削ユニット30をウェーハWの割り出し方向となるY軸方向に移動させるY軸移動機構50とを備える切削装置(加工装置)1の前記Y軸移動機構30は、門型コラム3の上面に配置されY軸方向に延在するガイドレール51と、切削ユニット30をY軸方向に移動させるYY軸ボールネジ54とY軸サーボモータ55(動力部)と、ガイドレール51に沿ってY軸方向に移動するY軸ベース52とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を保持するチャックテーブルと、該チャックテーブルを被加工物の加工送り方向となるX軸方向に移動させるX軸移動機構と、該X軸移動機構を配置する基台と、前記X軸移動機構を跨ぎ前記基台に配置される門型コラムと、前記チャックテーブルに保持された被加工物を加工する加工機構と、前記門型コラムに配置され前記加工機構を被加工物の割り出し送り方向となるY軸方向に移動させるY軸移動機構とを備える加工装置であって、
前記Y軸移動機構は、
前記門型コラムの上面に配置されY軸方向に延在するガイドレールと、
該ガイドレールに並行して配置され前記加工機構をY軸方向に移動させる動力部と、
前記ガイドレールを跨ぎ前記加工機構に連結され前記ガイドレールに沿ってY軸方向に移動するY軸ベースと、
を備えることを特徴とする加工装置。
続きを表示(約 120 文字)
【請求項2】
前記加工機構は、第1加工機構と第2加工機構とを備え、
前記動力部は、前記第1加工機構をY軸方向に移動させる第1動力部と、前記第2加工機構をY軸方向に移動させる第2動力部とを備えることを特徴とする請求項1記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの被加工物を加工する加工装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
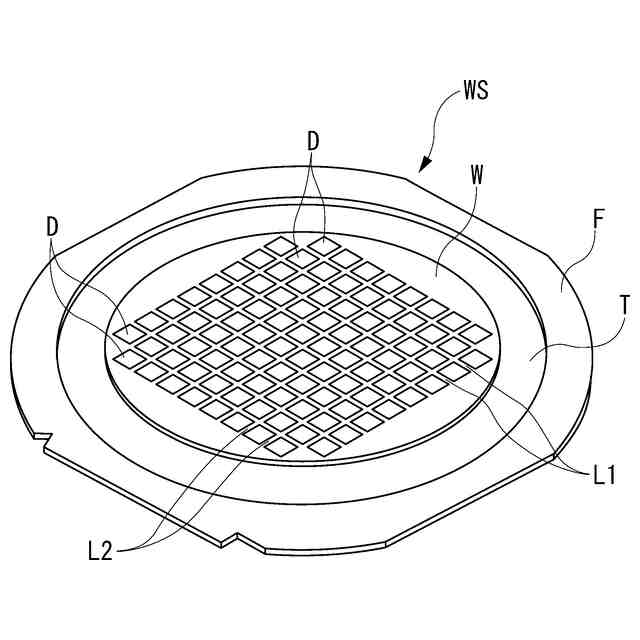
例えば、半導体チップの製造工程においては、円板状の薄い半導体ウェーハ(以下、単に「ウェーハ」と称する)の表面が格子状に配列されたストリートと称される分割予定ラインによって多数の矩形領域に区画され、各矩形領域にICやLSIなどのデバイスがそれぞれ形成される。そして、このように多数のデバイスが形成されたウェーハをダイサーと称される切削装置の切削ブレードで分割予定ラインに沿って切削することによって、複数の半導体チップが得られる。
【0003】
ところで、例えば、特許文献1~3に開示されているように、チャックテーブルに保持されたウェーハを切削ブレードによって切削する切削装置は、チャックテーブルを切削ブレードの切削送り方向となるX軸方向に移動させるX軸移動機構と、該X軸移動機構を跨ぐように基台に配置された門型コラムと、該門型コラムに配置されたY軸移動機構と、該Y軸移動機構に配置されたZ軸移動機構とを備えている。ここで、Y軸移動機構は、切削ブレードを備える切削機構を、切削ブレードを回転させるスピンドルの軸方向に平行な割り出し送り方向であるY軸方向に移動させる機構である。そして、Z軸移動機構は、切削ブレードを備える切削機構をチャックテーブルの上面に垂直な方向の切り込み送り方向に移動させチャックテーブルに保持されたウェーハに切削ブレードを切り込ませる機構である。
【0004】
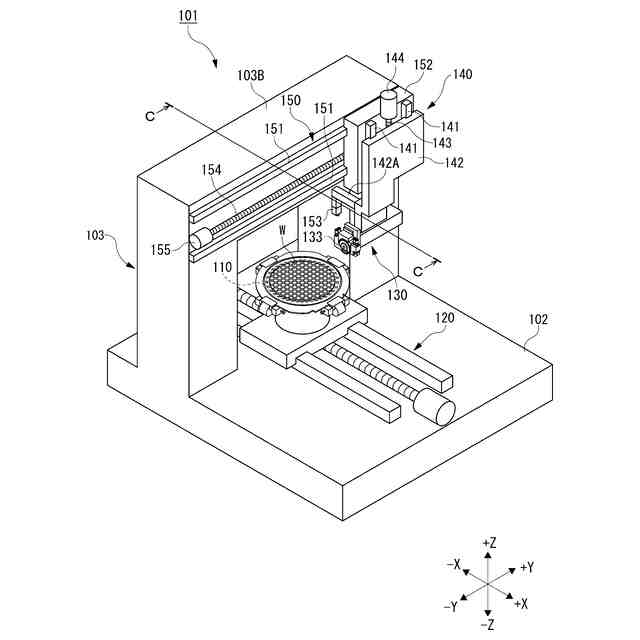
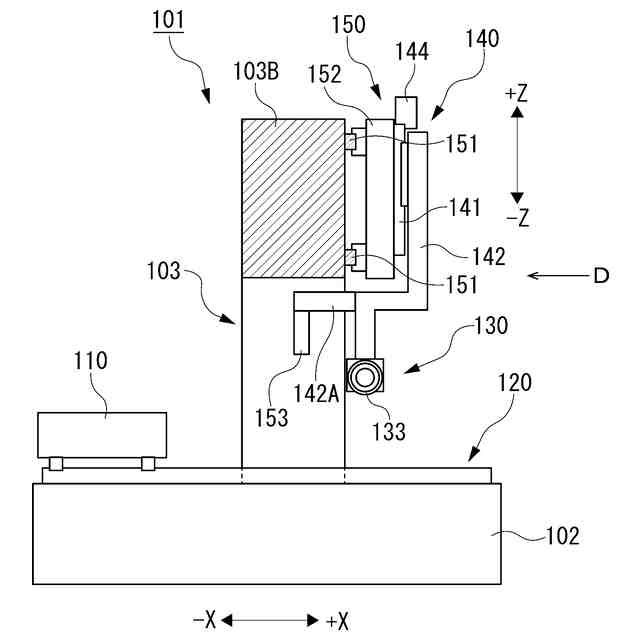
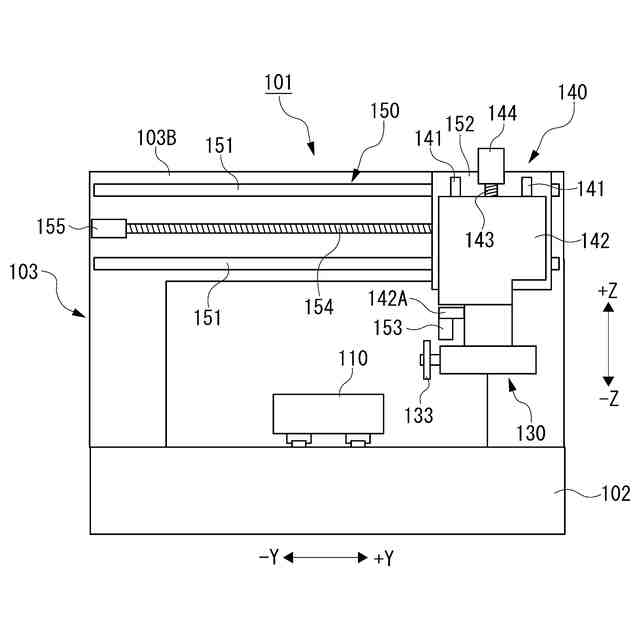
ここで、従来の切削装置を図6~図8に基づいて以下に説明する。なお、図6は従来の切削装置の斜視図、図7は図6のC-C線断面図、図8は図7の矢視D方向の図であり、以下の説明では、図6におけるアライメントをX軸方向(切削送り方向)、左右方向をY軸方向(割り出し送り方向)、上下方向をZ軸方向(切り込み送り方向)とする。
【0005】
図6に示す従来の切削装置101においては、基台102上の奥側端部(-X軸方向端部)に門型コラム103が垂直に立設されており、この門型コラム103の正面側端面(図6の手前側の端面)には、Y軸移動機構150とZ軸移動機構140が設けられている。また、基台102上の略中央部には、被切削物であるウェーハWを保持するチャックテーブル110をX軸方向に移動させるX軸移動機構120が配置されている。
【0006】
ここで、Y軸移動機構150は、門型コラム103の正面側の端面にY軸方向に沿って互いに平行に配置された上下一対のY軸ガイドレール151と、これらのY軸ガイドレール151に沿ってY軸方向に移動可能なY軸ベース152と、一対のY軸ガイドレール151の間にY軸方向に沿って配置された正逆転可能なY軸ボールネジ154と、該Y軸ボールネジ154の軸方向一端に連結されたY軸サーボモータ155を備えている。
【0007】
また、Z軸移動機構140は、Y軸ベース152の正面側の端面にZ軸方向に沿って互いに平行に配置された左右一対のZ軸ガイドレール141と、これらのZ軸ガイドレール141に沿ってZ軸方向に昇降可能なZ軸ベース142と、左右一対のZ軸ガイドレール141の間にZ軸方向に沿って配された正逆転可能なZ軸ボールネジ143と、該Z軸ボールネジ143の上端に連結されたZ軸サーボモータ144を備えている。そして、Z軸ベース142の下端には、切削ブレード133などを備えた切削ユニット130が取り付けられており、図7に示すように、Z軸ベース142から直角に屈曲して水平に延びる支持アーム142Aの先端には、撮像手段であるカメラ153が取り付けられている。
【先行技術文献】
【特許文献】
【0008】
特開2006-156809号公報
特開2014-161963号公報
特開2014-161964号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
図6~図8に示す従来の切削装置101においては、門型コラム103の正面側の端面に、Y軸移動機構150とZ軸移動機構140が切削ユニット130と共に片持ち状態で支持されており、Y軸移動機構150のY軸方向に沿う一対のY軸ガイドレール151を上下に大きく離して配置しているため、門型コラム103の水平な梁部103Bを太くする必要がある。このように、門型コラム103の梁部103Bを太くすると、門型コラム103全体の重心が高くなるため、チャックテーブル110のX軸方向の移動によって切削ユニット130が振動し、ウェーハWの切削位置がずれる可能性がある。また、ウェーハWのアライメントの際に、切削ユニット130の回転振動によってアライメントエラーが発生する可能性があるという問題がある。
【0010】
本発明は、上記問題に鑑みてなされたもので、その目的は、門型コラムの重心を低く抑えて加工位置のずれに伴う加工不良や被加工物のアライメントエラーの発生を防ぐことができる加工装置を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
温度制御装置
4日前
株式会社ディスコ
工具着脱用治具
6日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
切削装置及び検査装置
6日前
株式会社ディスコ
切削ブレードの診断方法、被加工物の切削方法及び加工装置
4日前
個人
研磨体
5日前
個人
バレル研磨用メディア材
2か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
シンクス株式会社
ボード切断装置
19日前
株式会社IHI
ブラストガン
3か月前
トヨタ自動車株式会社
バリ取り装置
2か月前
株式会社精工技研
研磨装置および研磨方法
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
2か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
株式会社東京精密
ワーク加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
4か月前
中村留精密工業株式会社
レンズ保持装置
14日前
株式会社ディスコ
加工装置
3か月前
嘉澤端子工業股分有限公司
グラインダー
19日前
株式会社東京精密
ワーク加工装置
1か月前
信越半導体株式会社
洗浄処理装置
4か月前
NTN株式会社
加工装置
3か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
株式会社ディスコ
加工方法
13日前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
セイコーインスツル株式会社
研削盤
13日前
株式会社荏原製作所
研磨装置
3か月前
トヨタ紡織株式会社
プレス金型の研磨方法
1か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社マキタ
サンダ
3か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
4か月前
富士紡ホールディングス株式会社
研磨パッド
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ