TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025021078
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124796
出願日
2023-07-31
発明の名称
研削装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
49/02 20060101AFI20250205BHJP(研削;研磨)
要約
【課題】スピンドルとチャックテーブルとの位置関係を自動調整することができる研削装置およびウェーハの研削方法を提供すること。
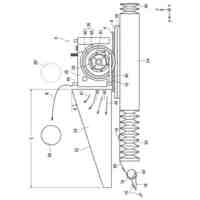
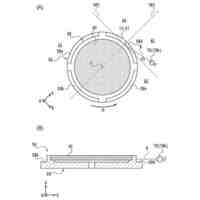
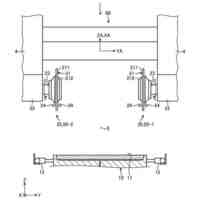
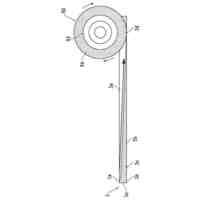
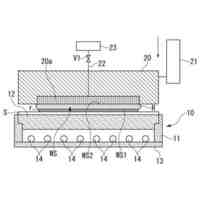
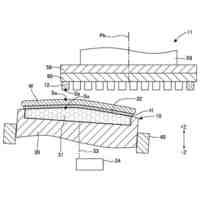
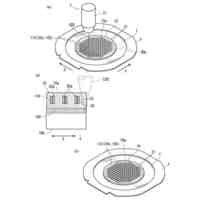
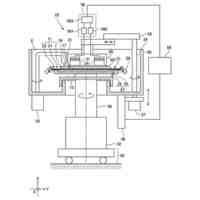
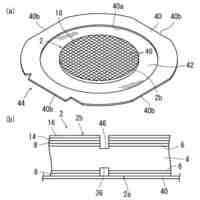
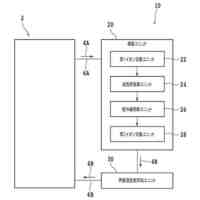
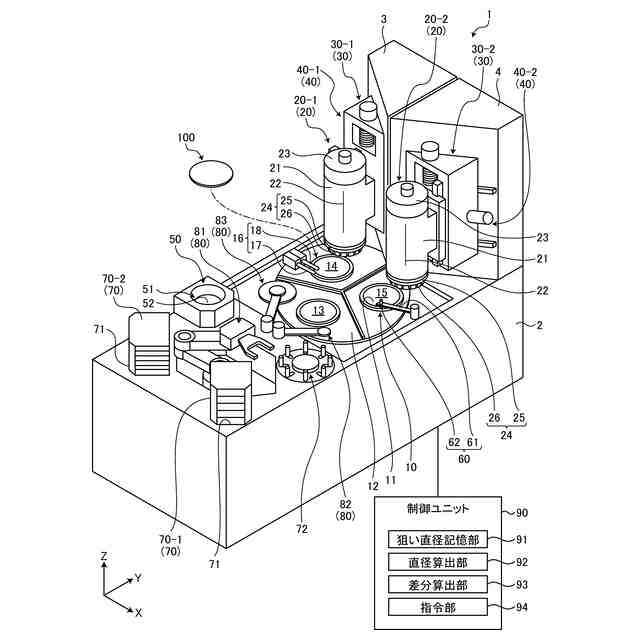
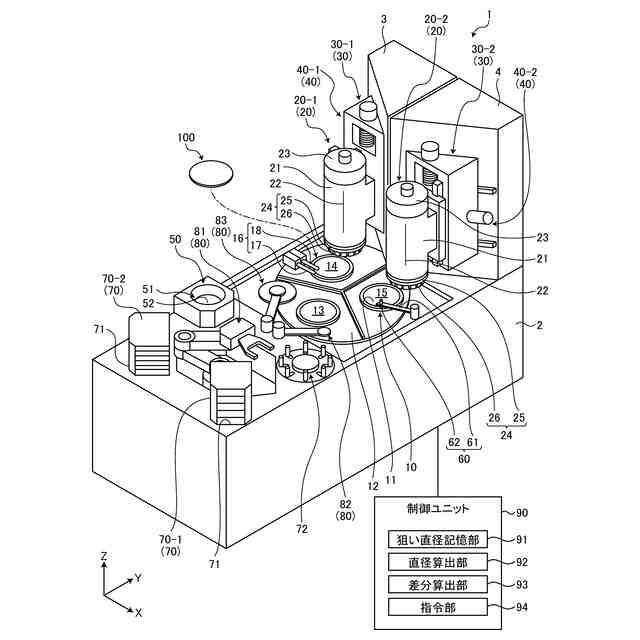
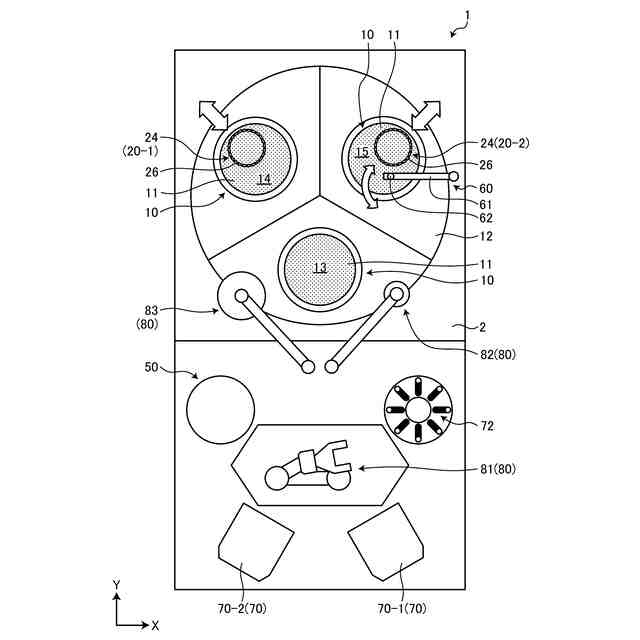
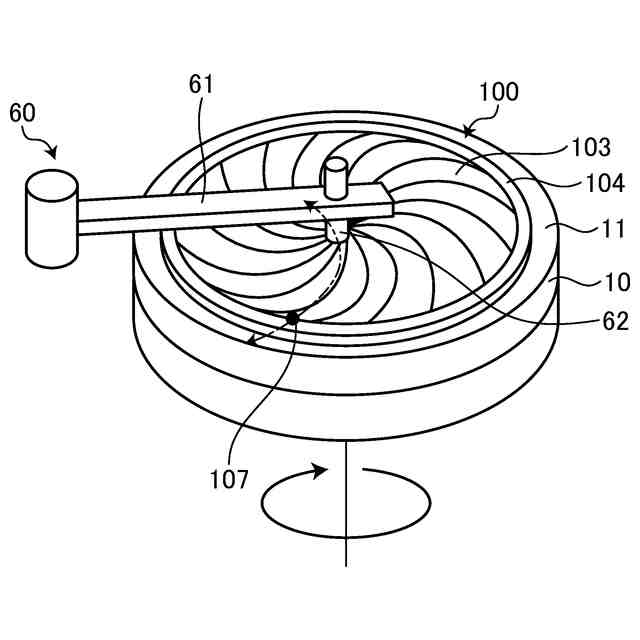
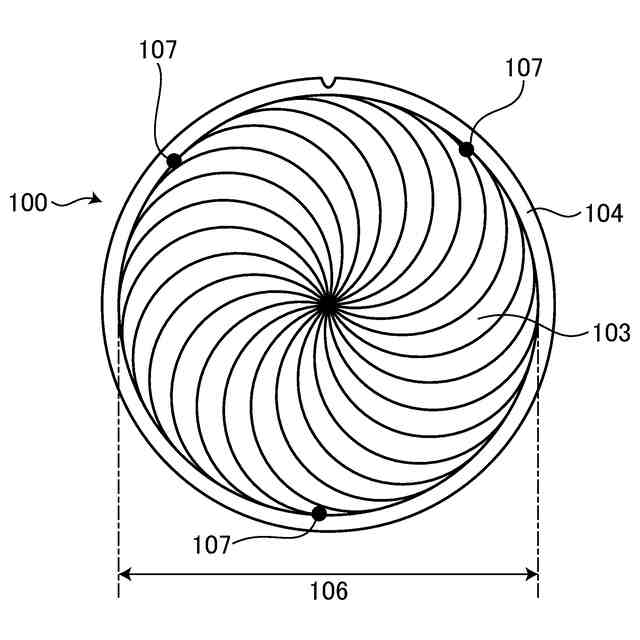
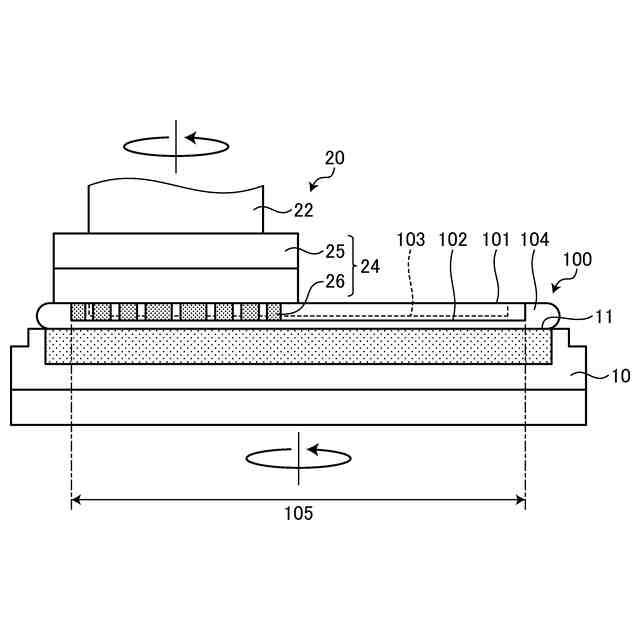
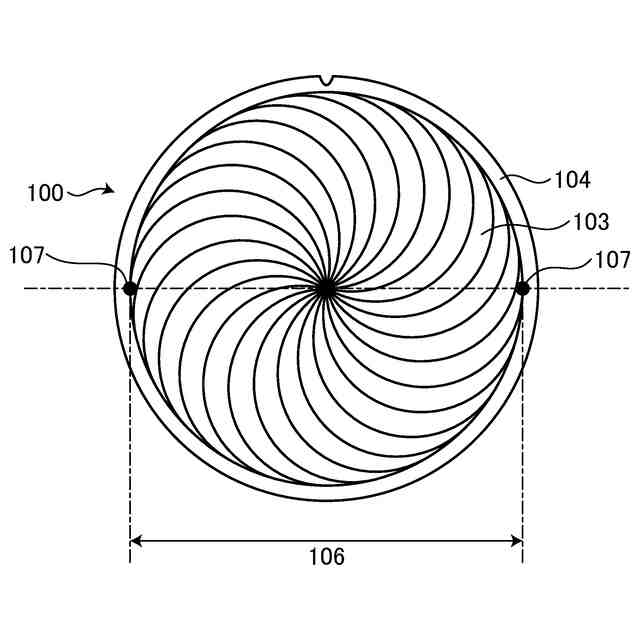
【解決手段】研削装置1は、チャックテーブル10と、直径がウェーハ100の半径以下の環形状に配設された砥石部26を含む研削ホイール24を先端に有する研削ユニット20と、研削ユニット20とチャックテーブル10とを回転軸方向に相対的に移動させる研削移動機構30と、研削ユニット20とチャックテーブル10とを回転軸と直交する方向に相対的に移動させる直径調整機構40と、ウェーハ100の厚み分布を測定する非接触厚み測定ユニット60と、ウェーハ100に形成される円形凹部の狙い直径を記憶する狙い直径記憶部91と、測定した厚み分布に基づいて円形凹部の直径を算出する直径算出部92と、狙い直径と算出した直径との差分に基づいて直径調整機構40に補正を指令する指令部94と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハの表面を研削することによって、該ウェーハの表面に円形凹部と該円形凹部を囲繞するリング状補強部とを形成する研削装置であって、
該ウェーハを保持するチャックテーブルと、
直径が該ウェーハの半径以下の環形状に配設された砥石部と該砥石部を支持するホイール基台とを含む研削ホイールをスピンドルの先端に有する研削ユニットと、
該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に移動させる研削移動機構と、
該研削ユニットと該チャックテーブルとを該スピンドルの回転軸と直交する方向に相対的に移動させる直径調整機構と、
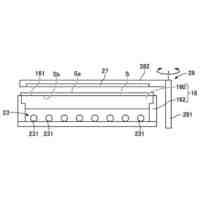
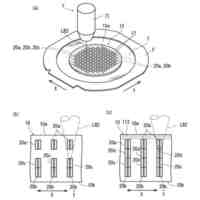
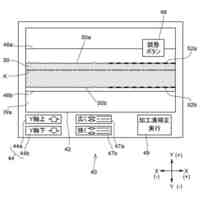
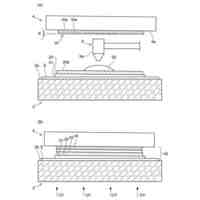
該ウェーハの厚み分布を測定する非接触厚み測定ユニットと、
制御ユニットと、を備え、
該制御ユニットは、
該ウェーハに形成される円形凹部の狙い直径を記憶する狙い直径記憶部と、
該非接触厚み測定ユニットによって測定した厚み分布に基づいて、該ウェーハに形成された該円形凹部の直径を算出する直径算出部と、
該狙い直径記憶部が記憶した該狙い直径と該直径算出部が算出した該直径との差分に基づいて、該直径調整機構に補正を指令する指令部と、を含む、
ことを特徴とする研削装置。
続きを表示(約 260 文字)
【請求項2】
該非接触厚み測定ユニットは、該チャックテーブルに保持されたウェーハの厚み分布を測定する、
ことを特徴とする請求項1に記載の研削装置。
【請求項3】
該非接触厚み測定ユニットは、
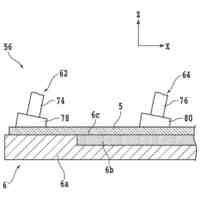
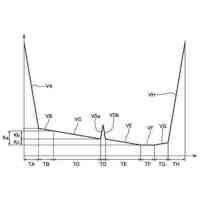
該ウェーハが保持された該チャックテーブルを回転させ該円形凹部と該リング状補強部との境界位置を3点以上測定し、
該直径算出部は、
該非接触厚み測定ユニットによって測定した該境界位置に基づいて該円形凹部の直径を算出する、
ことを特徴とする請求項1または2に記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
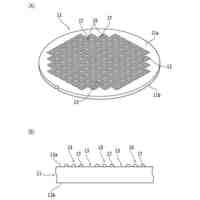
例えばSiP(System in Package)等の普及に伴い、ウェーハを歩留まり良く薄化できる研削技術が要望されている。ウェーハを薄化する研削技術の一つとして、TAIKO(登録商標)研削方法が知られている。
【0003】
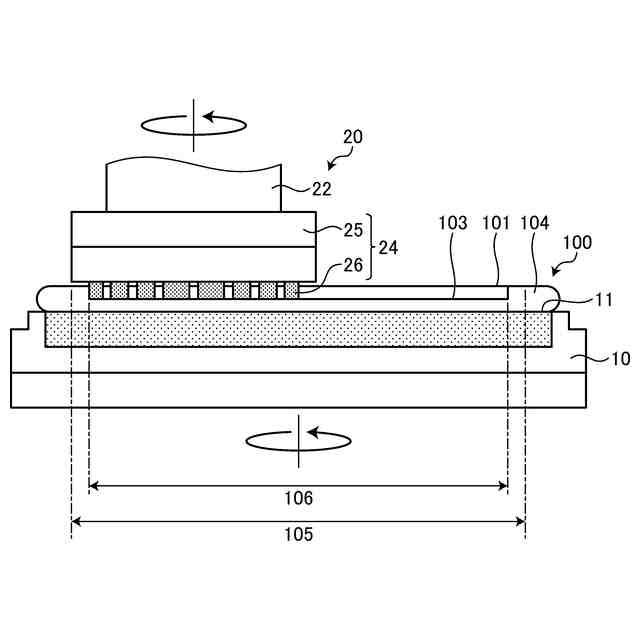
TAIKO研削方法は、複数のデバイスが形成されたデバイス領域を表面に備えるウェーハの裏面を研削する際、ウェーハの裏面の外周エッジ部分を残し、外周エッジ部分の内側のデバイス領域に対応するウェーハの裏面の内側部分のみを研削して薄化する技術である(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2007-19461号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
TAIKO研削方法では、形成した円形凹部の表面側に形成されたデバイスのみが有効チップとして使用されるが、例えば、円形凹部が狙い直径より小さくなると有効チップ数が低減してしまうため、円形凹部の直径が狙い通りに形成されることが望まれる。
【0006】
TAIKO研削を実施する研削装置では、スピンドルとチャックテーブルとの位置関係、および研削に使用される研削ホイールの直径によって、円形凹部の直径が決定される。したがって、装置立ち上げ時(インストール時)のスピンドルとチャックテーブルとの位置関係の調整(設定)と、消耗品である研削ホイール交換時の調整(設定)と、が必要となり、都度の調整が工数増加の原因となり生産性の低下に繋がるという課題があった。
【0007】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、スピンドルとチャックテーブルとの位置関係を自動調整することができる研削装置を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の研削装置は、ウェーハの表面を研削することによって、該ウェーハの表面に円形凹部と該円形凹部を囲繞するリング状補強部とを形成する研削装置であって、該ウェーハを保持するチャックテーブルと、直径が該ウェーハの半径以下の環形状に配設された砥石部と該砥石部を支持するホイール基台とを含む研削ホイールをスピンドルの先端に有する研削ユニットと、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に移動させる研削移動機構と、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸と直交する方向に相対的に移動させる直径調整機構と、該ウェーハの厚み分布を測定する非接触厚み測定ユニットと、制御ユニットと、を備え、該制御ユニットは、該ウェーハに形成される円形凹部の狙い直径を記憶する狙い直径記憶部と、該非接触厚み測定ユニットによって測定した厚み分布に基づいて、該ウェーハに形成された該円形凹部の直径を算出する直径算出部と、該狙い直径記憶部が記憶した該狙い直径と該直径算出部が算出した該直径との差分に基づいて、該直径調整機構に補正を指令する指令部と、を含むことを特徴とする。
【0009】
また、本発明の研削装置において、該非接触厚み測定ユニットは、該チャックテーブルに保持されたウェーハの厚み分布を測定してもよい。
【0010】
また、本発明の研削装置は、該非接触厚み測定ユニットは、該ウェーハが保持された該チャックテーブルを回転させ該円形凹部と該リング状補強部との境界位置を3点以上測定し、該直径算出部は、該非接触厚み測定ユニットによって測定した該境界位置に基づいて該円形凹部の直径を算出してもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
被覆装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
貼着方法
1か月前
株式会社ディスコ
加工方法
20日前
株式会社ディスコ
洗浄装置
17日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
保護部材形成装置
2日前
株式会社ディスコ
板状物の加工方法
1か月前
株式会社ディスコ
チップの製造方法
6日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
ウエーハの分割方法
16日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
保護部材の形成方法
16日前
株式会社ディスコ
ウェーハの研削方法
2日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
保護部材の固定方法
5日前
株式会社ディスコ
ウエーハの加工方法
3日前
株式会社ディスコ
加工装置、及び、加工方法
20日前
株式会社ディスコ
調整方法、及び、研削装置
20日前
株式会社ディスコ
バリ除去装置、バリ除去方法
2日前
株式会社ディスコ
チャックテーブル及び加工装置
2日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
26日前
株式会社ディスコ
システム、制御方法、及び、プログラム
16日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
24日前
株式会社ディスコ
被加工物の加工準備方法、及び、加工方法
6日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
17日前
株式会社ディスコ
液体の精製方法、液体精製システム及び精製装置
3日前
株式会社ディスコ
端面修正砥石、フランジ端面修正方法及び切削装置
3日前
株式会社ディスコ
保護膜形成方法
24日前
株式会社ディスコ
フィルム付き支持フレーム、支持フレーム及び被支持物の処理方法
5日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ