TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174547
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092425
出願日
2023-06-05
発明の名称
異常検知システム
出願人
NTN株式会社
代理人
弁理士法人深見特許事務所
主分類
B24B
49/10 20060101AFI20241210BHJP(研削;研磨)
要約
【課題】研削加工または切削加工における異常を精度よく検知することができる異常検知システムを提供することである。
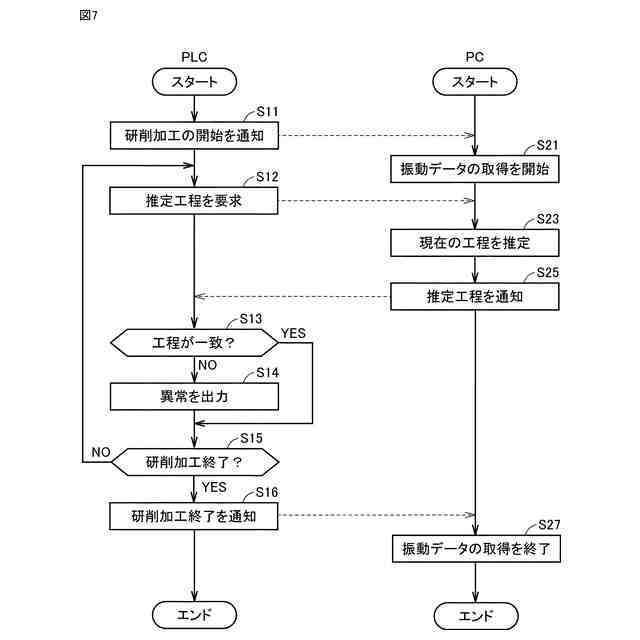
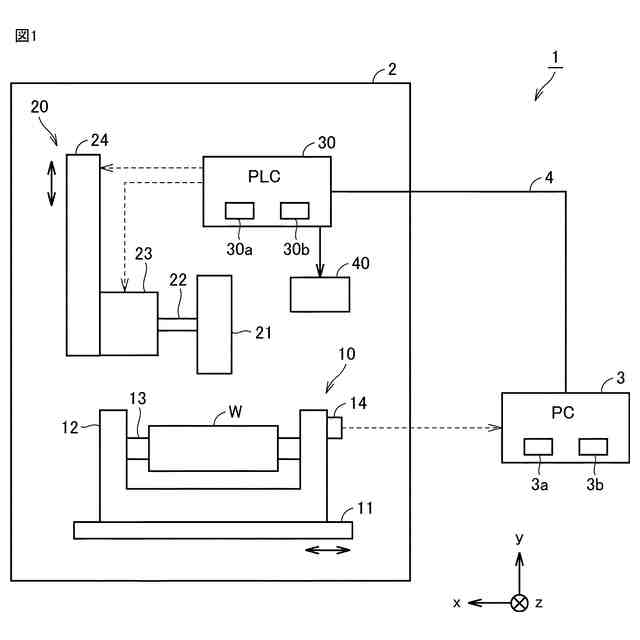
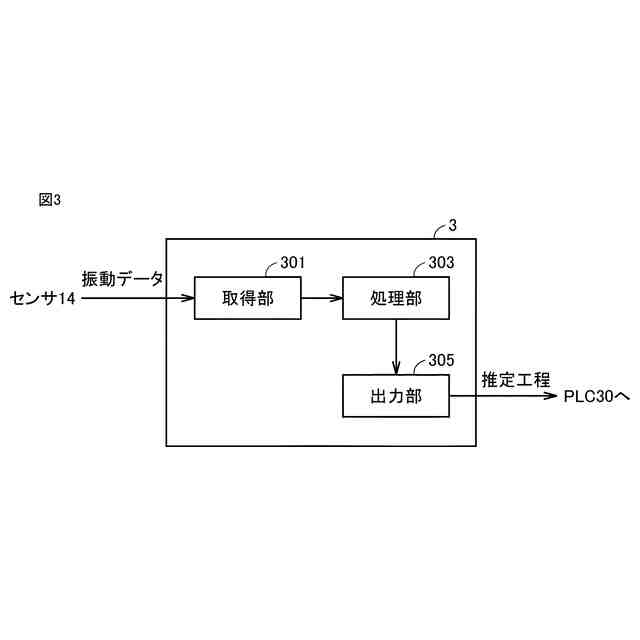
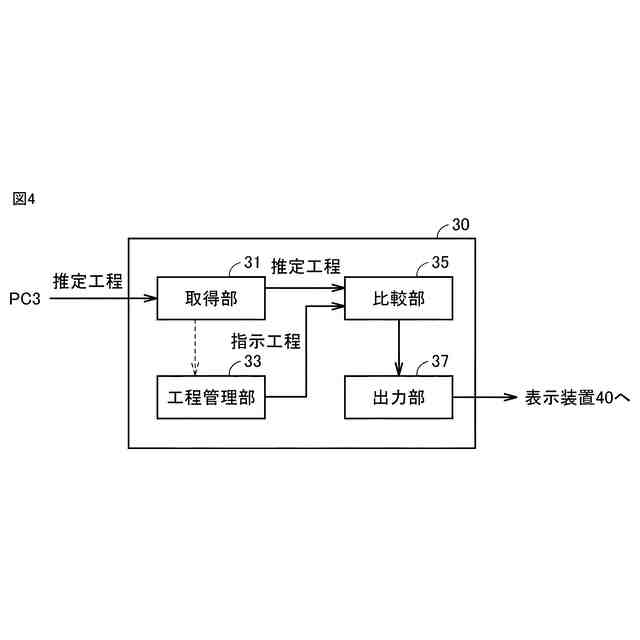
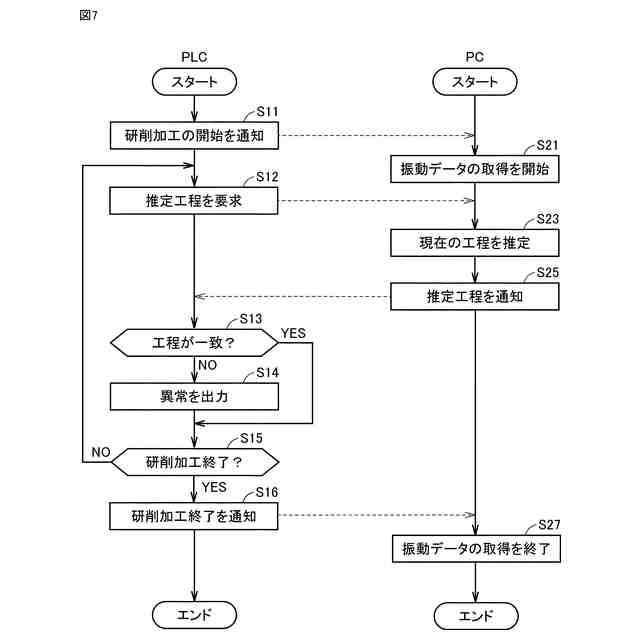
【解決手段】異常検知システムは、ワークに研削加工を行なう加工装置と、加工装置で行なわれている研削加工の工程を推定するPCとを備える。研削加工が開始されると、PCは、振動データの取得を開始する。PCは、推定工程の通知の要求を受けると、振動データを推定モデルに入力して、当該振動データが生じ得る研削加工の工程を推定し(S23)、推定した推定工程をPLCに通知する(S25)。PLCは、指示工程と推定工程とを比較し(S13)、両者が一致しなかった場合には(S13においてNO)、異常を検知する(S14)。
【選択図】図7
特許請求の範囲
【請求項1】
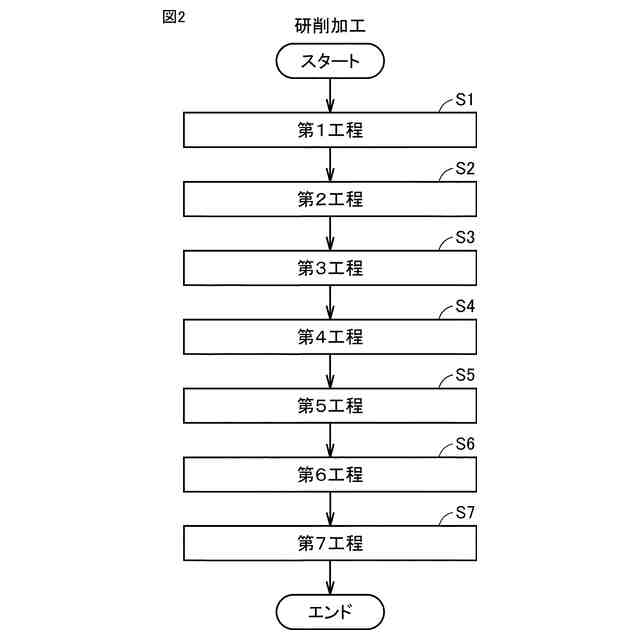
予め定められた複数の工程を順次実行して加工対象に研削または切削の加工を行なう加工装置と、
前記加工において前記加工装置に生じる振動に関するデータを、機械学習により学習済みの推定モデルに入力して、前記加工装置がいずれの工程を実行中であるかを推定する推定装置とを備えた、異常検知システムであって、
前記加工装置が実行を指示している指示工程と、前記推定装置が推定した推定工程とが異なる場合に異常が検知される、異常検知システム。
続きを表示(約 540 文字)
【請求項2】
前記推定モデルは、学習用データセットを用いた学習処理により生成され、
前記学習用データセットは、複数の学習用データを含み、
前記複数の学習用データの各々は、工程を示す情報と、当該工程が実行されたときの前記振動に関するデータとを含む、請求項1に記載の異常検知システム。
【請求項3】
前記推定モデルは、入力に対して、当該入力が前記複数の工程のうち、どの工程に関するものかを示す可能性を工程毎に出力し、
前記推定装置は、前記出力された可能性のうち、最も高い可能性を有する工程を、前記推定工程とする、請求項1または請求項2に記載の異常検知システム。
【請求項4】
前記指示工程と、前記推定工程とが一致する場合であっても、前記推定工程が有する可能性が閾値未満であったときは、異常が検知される、請求項3に記載の異常検知システム。
【請求項5】
前記振動に関するデータは、所定期間において前記加工装置に生じた振動を蓄積したデータ、または、前記蓄積したデータに対してFFT(Fast Fourier Transform)を施したデータである、請求項1または請求項2に記載の異常検知システム。
発明の詳細な説明
【技術分野】
【0001】
この発明は、研削加工または切削加工における異常を検知する異常検知システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
切削加工や研削加工における異常を検知するための装置が知られている。たとえば、特開2008-132558号公報(特許文献1)には、切削加工における異常を検知する異常検知装置が開示されている。この異常検知装置は、たとえば、加工対象を切削したときの振動に関するデータを、異常を判定するための閾値と比較し、振動に関するデータが閾値を超えた場合に異常を検知する。
【先行技術文献】
【特許文献】
【0003】
特開2008-132558号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
切削加工や研削加工に用いられる加工工具は、使用によって劣化し得る。切削加工や研削加工では、一般に複数の工程が順次実行されるが、加工工具が劣化すると、たとえば研削加工のある工程において、想定よりも加工工具と加工対象との接触量が小さくなり、適切に工程が行なわれないケースが想定される。このようなケースにおいては、加工により生じる振動が小さくなるため、振動に関するデータを閾値と比較しても、振動に関するデータが閾値を超えず、適切に異常を検知できない可能性がある。上記のようなケースを含め、研削加工または切削加工における異常の検知精度の向上が求められている。
【0005】
本発明は上記のような課題を解決するためになされたものであり、その目的は、研削加工または切削加工における異常を精度よく検知することができる異常検知システムを提供することである。
【課題を解決するための手段】
【0006】
(1)この開示に係る異常検知システムは、予め定められた複数の工程を順次実行して加工対象に研削または切削の加工を行なう加工装置と、上記加工において加工装置に生じる振動に関するデータを、機械学習により学習済みの推定モデルに入力して、加工装置がいずれの工程を実行中であるかを推定する推定装置とを備える。この異常検知システムにおいては、加工装置が実行を指示している指示工程と、推定装置が推定した推定工程とが異なる場合に異常が検知される。
【0007】
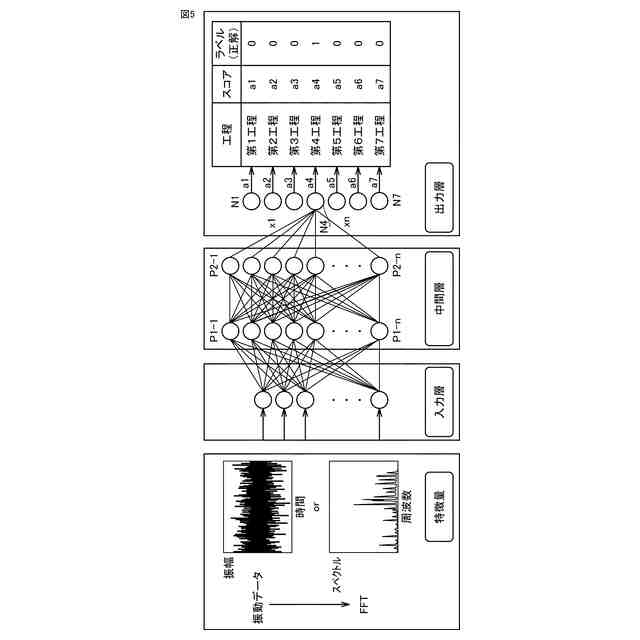
(2)好ましくは、推定モデルは、学習用データセットを用いた学習処理により生成される。上記学習用データセットは、複数の学習用データを含む。複数の学習用データの各々は、工程を示す情報と、当該工程が実行されたときの振動に関するデータとを含む。
【0008】
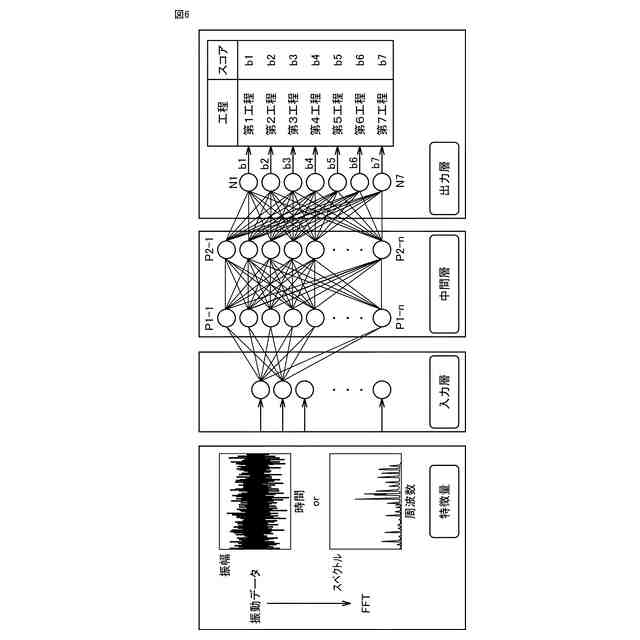
(3)好ましくは、推定モデルは、入力に対して、当該入力が複数の工程のうち、どの工程に関するものかを示す可能性を工程毎に出力する。推定装置は、出力された可能性のうち、最も高い可能性を有する工程を、推定工程とする。
【0009】
(4)好ましくは、指示工程と、推定工程とが一致する場合であっても、推定工程が有する可能性が閾値未満であったときは、異常が検知される。
【0010】
(5)好ましくは、振動に関するデータは、所定期間において加工装置に生じた振動を蓄積したデータ、または、上記蓄積したデータに対してFFT(Fast Fourier Transform)を施したデータである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
株式会社精工技研
研磨装置および研磨方法
18日前
株式会社IHI
ブラストガン
2か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
日本特殊研砥株式会社
超弾性砥石
12日前
NTN株式会社
加工装置
1か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社ディスコ
加工具
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
25日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
研磨装置
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
三菱重工業株式会社
加工器具及び加工方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ