TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165347
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023081472
出願日
2023-05-17
発明の名称
加工工具
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
B24D
5/14 20060101AFI20241121BHJP(研削;研磨)
要約
【課題】ウエーハの面取り部の除去を効率よく実施することができる加工工具を提供する。
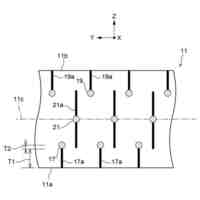
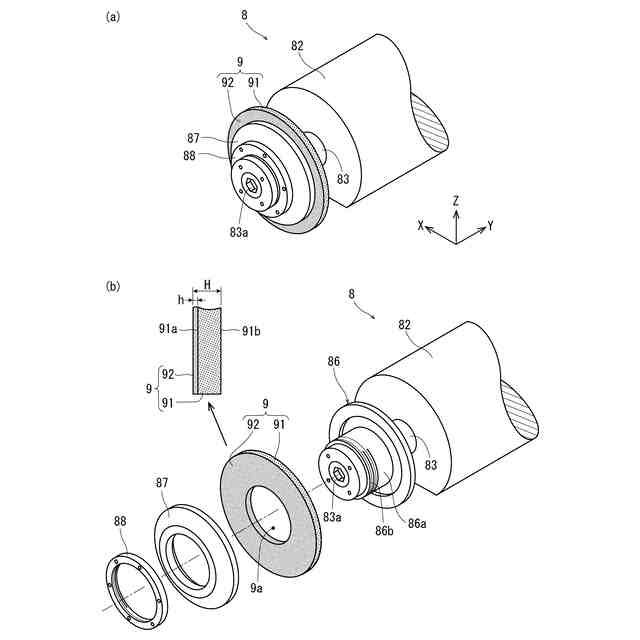
【解決手段】中央領域と該中央領域を囲繞する外周余剰領域と該外周余剰領域に面取り部が形成されたウエーハの該面取り部を除去する加工工具であって、回転軸に挿入される開口部を備えると共に、第一の側面と第二の側面とを有する環状の研削砥石と、該第一の側面又は該第二の側面の少なくとも一方に形成された研磨砥石と、を含み、除去すべき面取り部の外周端から半径方向の長さをLとし、該研削砥石の幅をHとし、該研磨砥石の幅をhとすると、
H+h>L・・・(1)
L/3>h>L/100・・・(2)
で規定される条件(1)、(2)のいずれをも満たすように形成される。
【選択図】図2
特許請求の範囲
【請求項1】
中央領域と該中央領域を囲繞する外周余剰領域と該外周余剰領域に面取り部が形成されたウエーハの該面取り部を除去する加工工具であって、
回転軸に挿入される開口部を備えると共に、第一の側面と第二の側面とを有する環状の研削砥石と、該第一の側面又は該第二の側面の少なくとも一方に形成された研磨砥石と、を含み、
除去すべき面取り部の外周端から半径方向の長さをLとし、該研削砥石の幅をHとし、該研磨砥石の幅をhとすると、
H+h>L・・・(1)
L/3>h>L/100・・・(2)
で規定される条件(1)、(2)のいずれをも満たすように形成される加工工具。
続きを表示(約 290 文字)
【請求項2】
該研磨砥石を構成するダイヤモンド砥粒の粒径は、被加工物の物質によって選択され、該研削砥石を構成するダイヤモンド砥粒の粒径は該研磨砥石を構成するダイヤモンド砥粒の粒径の1.5~5倍の範囲で選択される請求項1に記載の加工工具。
【請求項3】
該研磨砥石及び該研削砥石を構成するボンド材は、レジンボンド、ビドリファイドボンド、メタルボンドのいずれかが選択される請求項2に記載の加工工具。
【請求項4】
該中央領域は、複数のデバイスが分割予定ラインによって区画されたデバイス領域を備えた半導体ウエーハである請求項1に記載の加工工具。
発明の詳細な説明
【技術分野】
【0001】
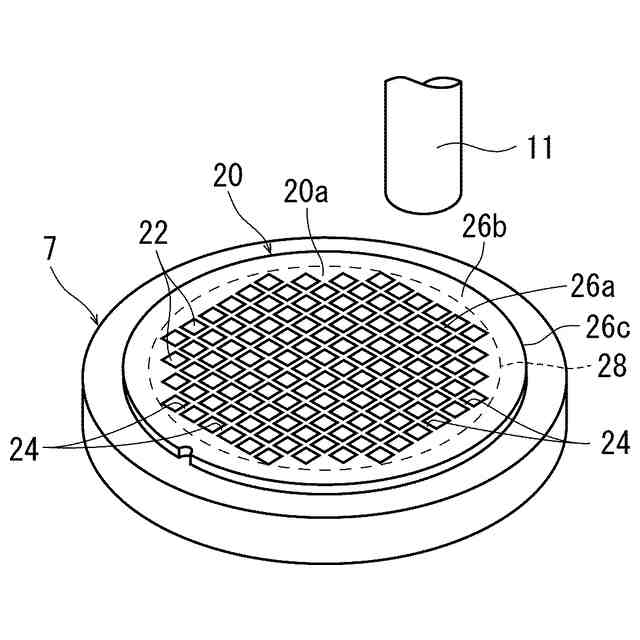
本発明は、中央領域と該中央領域を囲繞する外周余剰領域と該外周余剰領域に面取り部が形成されたウエーハの該面取り部を除去する加工工具に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
IC、LSI等の複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、研削装置によって裏面が研削されて所定の厚みに形成された後、切削装置によって個々のデバイスチップに分割されて、携帯電話、パソコン等の電気機器に利用される。
【0003】
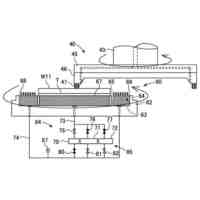
研削装置は、ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削砥石を環状に配設した研削ホイールを回転可能に備えた研削手段と、該研削手段を研削送りする送り手段と、ウエーハの厚みを計測する計測手段と、を含み構成されていて、ウエーハの裏面を研削して所望の厚みに加工することができる。
【0004】
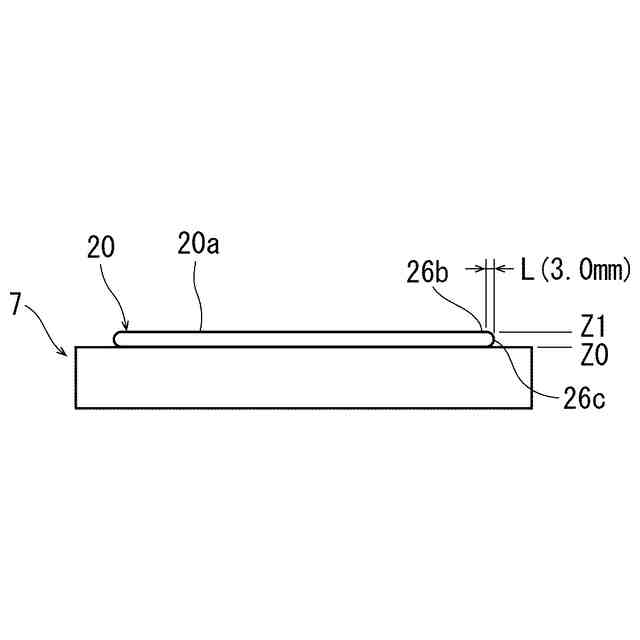
ところが、ウエーハの外周には、面取り部が形成されていることから、ウエーハの裏面を研削して薄化すると、ウエーハの外周端の該面取り部が鋭利なナイフエッジとなり、外周からクラックが生じてデバイス領域に進展してデバイスを損傷させると共に、オペレータが怪我をするおそれがあるという問題がある。
【0005】
そこで、ウエーハの裏面を研削する前に、外周余剰領域の外周端に形成される面取り部を除去する技術が本出願人によって提出されている(例えば特許文献1を参照)。
【0006】
また、上記した面取り部を切削砥石で切削すると、ウエーハの外周に欠けが生じて品質の低下を招く事から、粗い砥石で面取り部を大まかに除去した後、細かい砥石で欠けを除去するようにすることで、ウエーハの裏面を研削する前の品質を向上させる技術も本出願人によって提案されている(特許文献2を参照)。
【先行技術文献】
【特許文献】
【0007】
特開2010-225976号公報
特許2014-003198号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、目の粗い砥石面で面取り部を大まかに除去する除去工程と、その後、目の細かい砥石面で仕上げる仕上げ工程とによる加工では、面取り部が除去されるまでに時間が掛かり、生産性が悪く、煩に堪えないという問題がある。
【0009】
本発明は、上記事実に鑑みなされたものであり、その主たる技術課題は、ウエーハの面取り部の除去を効率よく実施することができる加工工具を提供することにある。
【課題を解決するための手段】
【0010】
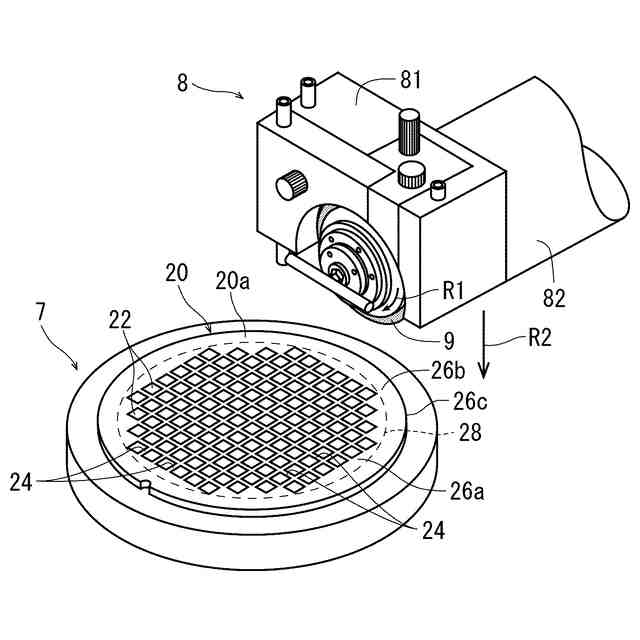
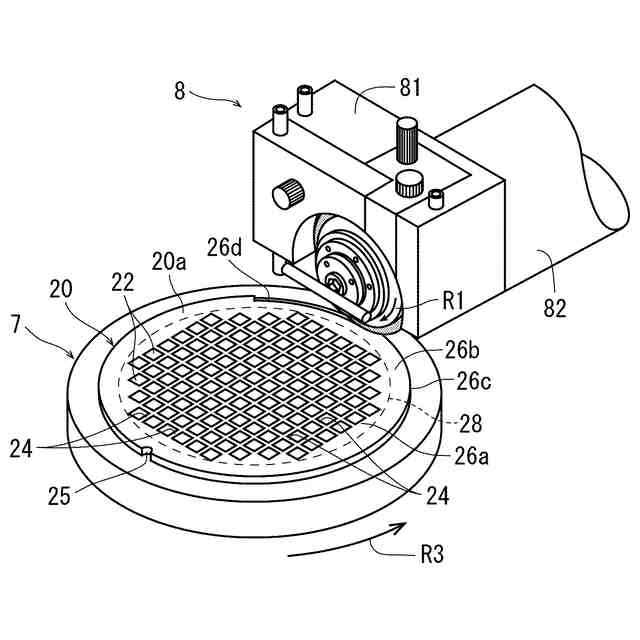
上記主たる技術課題を解決するため、本発明によれば、中央領域と該中央領域を囲繞する外周余剰領域と該外周余剰領域に面取り部が形成されたウエーハの該面取り部を除去する加工工具であって、回転軸に挿入される開口部を備えると共に、第一の側面と第二の側面とを有する環状の研削砥石と、該第一の側面又は該第二の側面の少なくとも一方に形成された研磨砥石と、を含み、除去すべき面取り部の外周端から半径方向の長さをLとし、該研削砥石の幅をHとし、該研磨砥石の幅をhとすると、
H+h>L・・・(1)
L/3>h>L/100・・・(2)
で規定される条件(1)、(2)のいずれをも満たすように形成される加工工具が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
被加工物の加工方法
2日前
株式会社ディスコ
ウェーハの製造方法
2日前
株式会社ディスコ
洗浄液供給システム
4日前
株式会社ディスコ
切削方法及び切削装置
2日前
株式会社ディスコ
切削ブレードのドレス方法
2日前
株式会社ディスコ
端面修正治具及び端面修正方法
2日前
株式会社ディスコ
板状ワークの加工方法及び加工装置
3日前
株式会社ディスコ
レーザ加工装置及びレーザ加工方法
3日前
株式会社ディスコ
研削装置及び研削装置のメンテナンス方法
2日前
個人
包丁研ぎ器具
1か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
不二空機株式会社
可搬型動力工具
2か月前
株式会社ニッチュー
ブラスト装置
2か月前
シンクス株式会社
ボード切断装置
3か月前
株式会社リブラ
ブラスト加工装置
5か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
株式会社ディスコ
砥石
2か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
オークマ株式会社
円筒研削盤
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
5か月前
トヨタ自動車株式会社
バリ取り装置
5か月前
株式会社東京精密
研削装置
11日前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
旭化成株式会社
研磨パッド
17日前
Mipox株式会社
研磨部材の製造方法
16日前
Mipox株式会社
研磨部材の製造方法
16日前
Mipox株式会社
研磨部材の製造方法
16日前
株式会社ディスコ
研削装置
1か月前
日本特殊研砥株式会社
超弾性砥石
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ