TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157735
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072272
出願日
2023-04-26
発明の名称
研削制御装置及び研削方法
出願人
住友重機械工業株式会社
代理人
個人
主分類
B24B
7/02 20060101AFI20241031BHJP(研削;研磨)
要約
【課題】被研削面の表面粗さの程度を小さくすることが可能な研削制御装置を提供する。
【解決手段】外周面に複数のブレードが形成された砥石を回転させる回転駆動装置、加工対象物と砥石との一方を他方に対して研削方向に移動させる研削方向駆動装置、及び加工対象物と砥石との一方を他方に対して研削方向と交差する方向に移動させるトラバース方向駆動装置を、研削制御装置が制御して研削を行う。加工対象物と砥石との一方を他方に対して研削方向に1回移動させて、ブレードに接触した箇所にピットを形成する第1研削制御を行う。その後、トラバース方向駆動装置を制御して砥石及び加工対象物の一方を他方に対して、研削方向と交差する方向に移動させるトラバース制御を行う。その後、加工対象物と砥石との一方を他方に対して研削方向に1回移動させて、第1研削制御で形成されたピット以外の領域に残った凸状の切残しパターンの少なくとも一部分にブレードを接触させて切残しパターンの少なくとも一部分を削る追加の研削制御を行う。
【選択図】図14
特許請求の範囲
【請求項1】
外周面に複数のブレードが形成された砥石を回転させる回転駆動装置、加工対象物と前記砥石との一方を他方に対して研削方向に移動させる研削方向駆動装置、及び前記加工対象物と前記砥石との一方を他方に対して前記研削方向と交差する方向に移動させるトラバース方向駆動装置を制御して研削を行う研削制御装置であって、
前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記ブレードに接触した箇所にピットを形成する第1研削制御を行い、
前記第1研削制御の後、前記トラバース方向駆動装置を制御して前記砥石及び前記加工対象物の一方を他方に対して、前記研削方向と交差する方向に移動させるトラバース制御を行い、
前記トラバース制御の後、前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記第1研削制御で形成されたピット以外の領域に残った凸状の切残しパターンの少なくとも一部分に前記ブレードを接触させて前記切残しパターンの少なくとも一部分を削る追加の研削制御を行う研削制御装置。
続きを表示(約 1,100 文字)
【請求項2】
前記トラバース制御における移動方向は、前記研削方向に対して直交する方向であり、前記砥石の回転軸方向に関する前記ブレードのピッチをPdと標記したとき、前記トラバース制御における移動距離は、ピッチPdの整数倍以外である請求項1に記載の研削制御装置。
【請求項3】
前記トラバース制御における移動距離は、nを整数として、Pd×(n+1/4)、Pd×(n-1/4)、またはPd×(n+1/2)である請求項2に記載の研削制御装置。
【請求項4】
1回の前記第1研削制御に対して前記トラバース制御及び前記追加の研削制御を交互に2セット以上繰り返し、
前記第1研削制御を行ったときの前記砥石の位置からの、前記トラバース制御における移動距離は、nを整数として、Pd×(n+1/4)、Pd×(n-1/4)、及びPd×(n+1/2)から選択された少なくとも2つの距離である請求項2に記載の研削制御装置。
【請求項5】
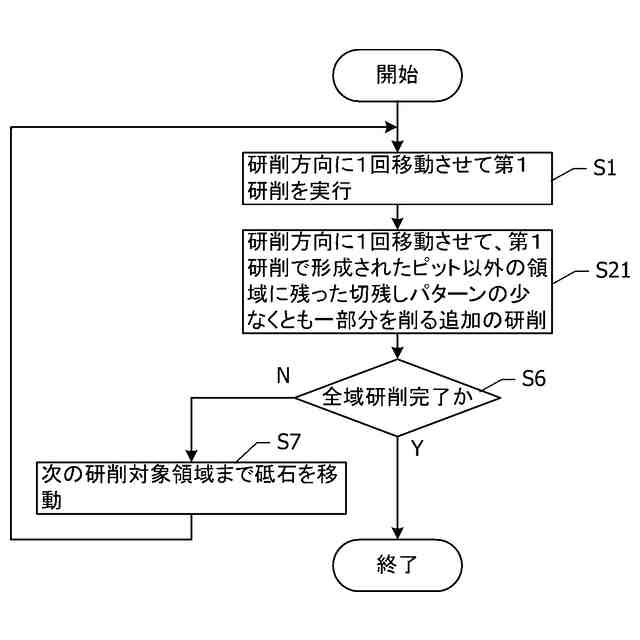
外周面に複数のブレードが形成された砥石を回転させながら、加工対象物及び前記砥石の一方を他方に対して研削方向に1回移動させて、前記ブレードに接触した箇所にピットを形成する第1研削を行い、
前記第1研削の後、前記砥石及び前記加工対象物の一方を他方に対して、前記研削方向と交差する方向へ移動させるトラバースを行い、
前記トラバースを行った後、前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記第1研削で形成されたピット以外の領域に残った凸状の切残しパターンの少なくとも一部分に前記ブレードを接触させて前記切残しパターンの少なくとも一部分を削る追加の研削を行う研削方法。
【請求項6】
前記トラバースを行うときの移動方向は、前記研削方向に対して直交する方向であり、前記砥石の回転軸方向に関する前記ブレードのピッチをPdと標記したとき、前記トラバースを行うときの移動距離は、ピッチPdの整数倍以外である請求項5に記載の研削方法。
【請求項7】
前記トラバースを行うときの移動距離は、nを整数として、Pd×(n+1/4)、Pd×(n-1/4)、またはPd×(n+1/2)である請求項6に記載の研削方法。
【請求項8】
1回の前記第1研削に対して前記トラバース及び前記追加の研削を交互に2セット以上繰り返し、
前記第1研削を行ったときの前記砥石の位置からの、前記トラバースを行うときの移動距離は、nを整数として、Pd×(n+1/4)、Pd×(n-1/4)、及びPd×(n+1/2)から選択された少なくとも2つの距離である請求項6に記載の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削制御装置及び研削方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
回転する砥石をワークに接触させ、ワークに対して砥石を、回転軸と直交する平面及びワークの被研削面に平行な方向に移動させて研削を行う手順と、砥石を幅方向(回転軸方向)にトラバースさせる手順とを繰り返して研削を行うトラバース研削方法が公知である(特許文献1)。特許文献1に記載された研削方法では、スパークアウト研削1回ごとに砥石の送り運動の位相をずらしてスパークアウト研削することにより、砥石の送り量に相当する間隔で重ね合わせたような被研削面のうねりを小さくしている。
【先行技術文献】
【特許文献】
【0003】
特開平8-23658号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
うねりの周期に比べてより細かな凹凸が被研削面に残る場合がある。このような細かな凹凸を低減させ、被研削面の粗さの程度を小さくする研削技術が望まれている。本発明の目的は、被研削面の表面粗さの程度を小さくすることが可能な研削制御装置及び研削方法を提供することである。
【課題を解決するための手段】
【0005】
本発明の一観点によると、
外周面に複数のブレードが形成された砥石を回転させる回転駆動装置、加工対象物と前記砥石との一方を他方に対して研削方向に移動させる研削方向駆動装置、及び前記加工対象物と前記砥石との一方を他方に対して前記研削方向と交差する方向に移動させるトラバース方向駆動装置を制御して研削を行う研削制御装置であって、
前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記ブレードに接触した箇所にピットを形成する第1研削制御を行い、
前記第1研削制御の後、前記トラバース方向駆動装置を制御して前記砥石及び前記加工対象物の一方を他方に対して、前記研削方向と交差する方向に移動させるトラバース制御を行い、
前記トラバース制御の後、前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記第1研削制御で形成されたピット以外の領域に残った凸状の切残しパターンの少なくとも一部分に前記ブレードを接触させて前記切残しパターンの少なくとも一部分を削る追加の研削制御を行う研削制御装置が提供される。
【0006】
本発明の他の観点によると、
外周面に複数のブレードが形成された砥石を回転させながら、加工対象物及び前記砥石の一方を他方に対して研削方向に1回移動させて、前記ブレードに接触した箇所にピットを形成する第1研削を行い、
前記第1研削の後、前記砥石及び前記加工対象物の一方を他方に対して、前記研削方向と交差する方向へ移動させるトラバースを行い、
前記トラバースを行った後、前記加工対象物と前記砥石との一方を他方に対して前記研削方向に1回移動させて、前記第1研削で形成されたピット以外の領域に残った凸状の切残しパターンの少なくとも一部分に前記ブレードを接触させて前記切残しパターンの少なくとも一部分を削る追加の研削を行う研削方法が提供される。
【発明の効果】
【0007】
第1研削を行った後に、第1研削で形成されたピット以外の領域に残った切残しパターンの少なくとも一部分に砥石のブレードを接触させて切残しパターンの少なくとも一部分を削ることにより、被研削面の表面粗さの程度を小さくすることができる。
【図面の簡単な説明】
【0008】
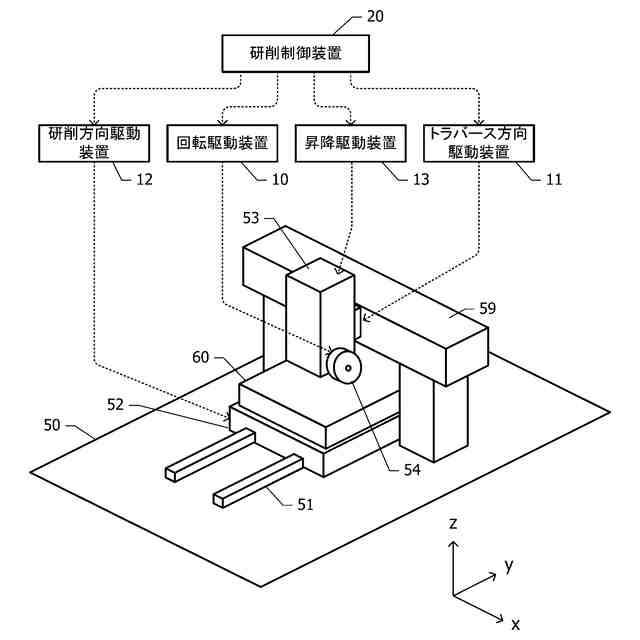
図1は、一実施例による研削制御装置を搭載した平面研削装置の概略斜視図である。
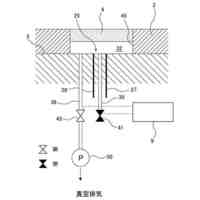
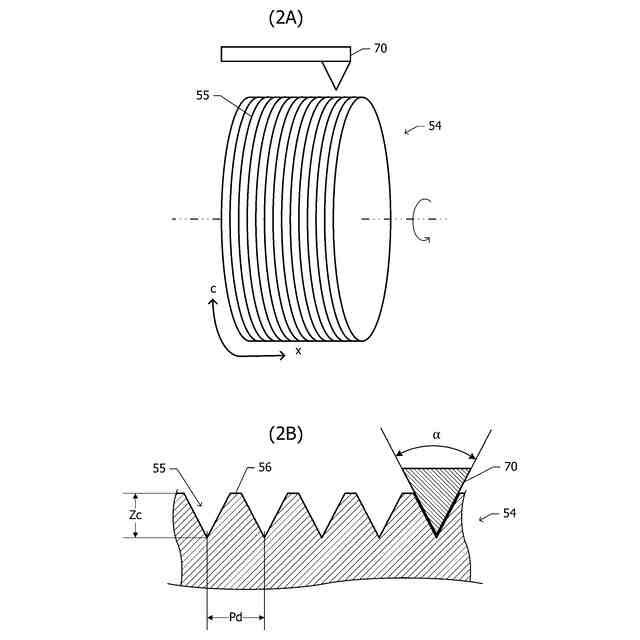
図2Aは、砥石及びドレッサの概略斜視図であり、図2Bは、砥石の外周面近傍及びドレッサの断面図である。
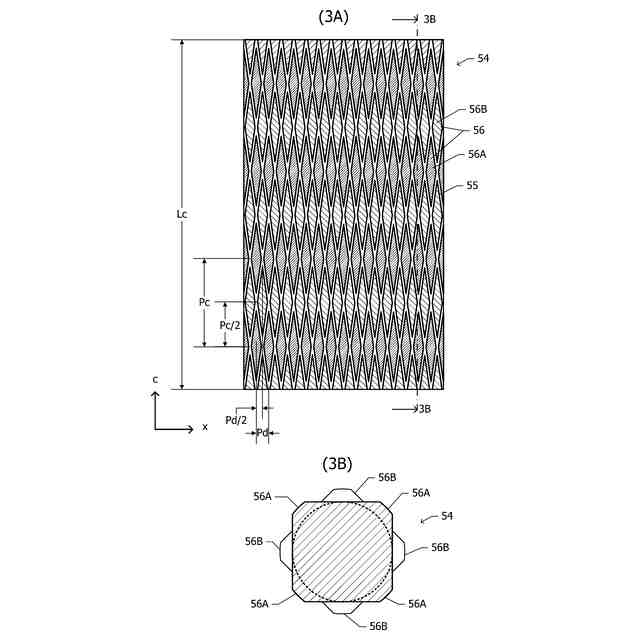
図3Aは、ドレッシングされた砥石の外周面の展開図であり、図3Bは、図3Aの一点鎖線3B-3Bにおける砥石の断面図である。
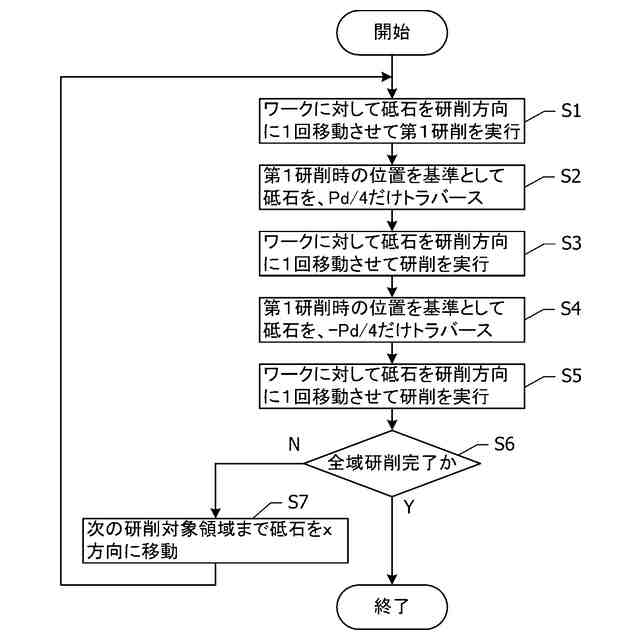
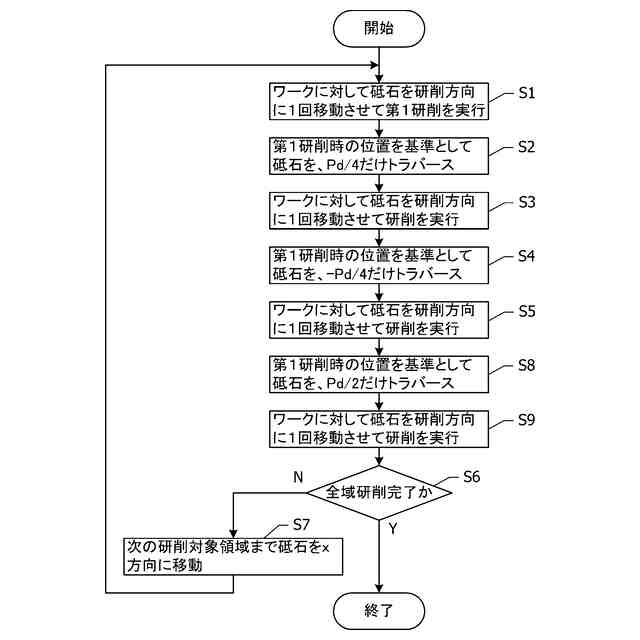
図4は、研削の手順を示すフローチャートである。
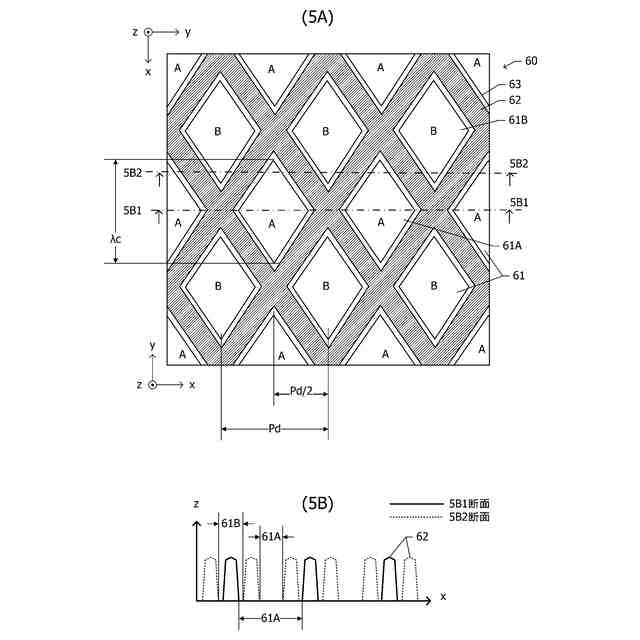
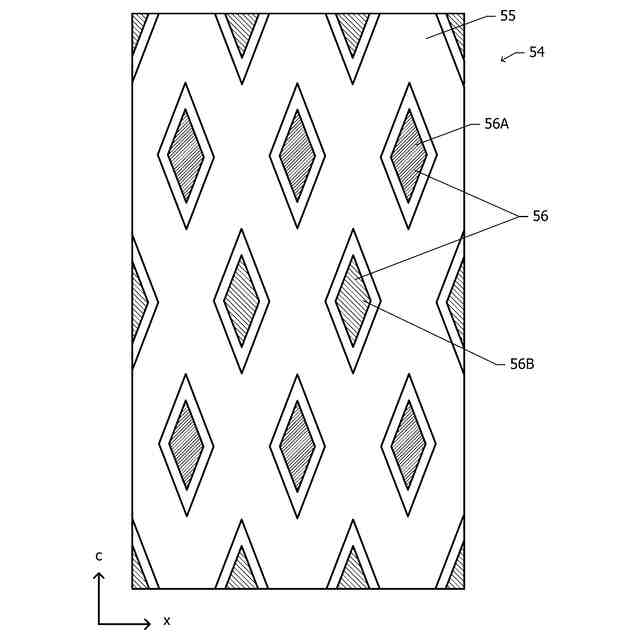
図5Aは、第1研削(ステップS1)を実行した後の被研削面の凹凸パターンを示す図であり、図5Bは、図5Aの一点鎖線5B1-5B1及び一点鎖線5B2-5B2におけるワークの被研削面の断面の形状を示す図である。
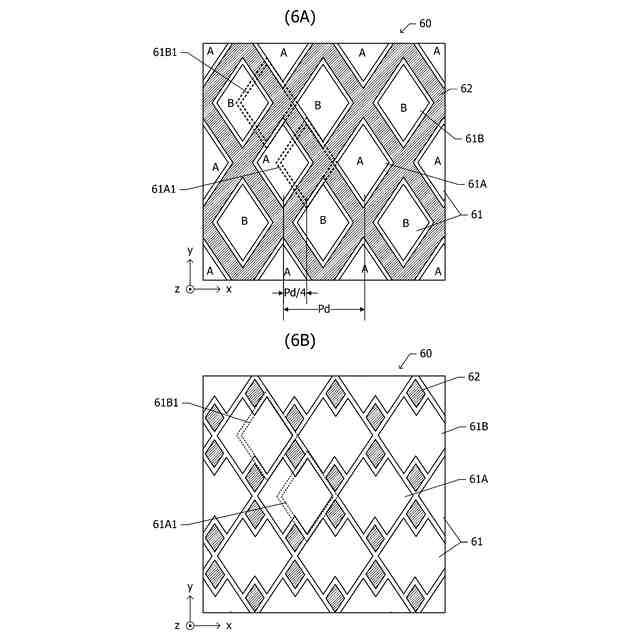
図6Aは、ステップS3(図4)の研削で、ブレードによって研削される領域と、第1研削(ステップS1)で形成されたピット61との位置関係の一例を示す図であり、図6Bは、ステップS3(図4)の研削を実行した後の被研削面の凹凸パターンを示す図である。
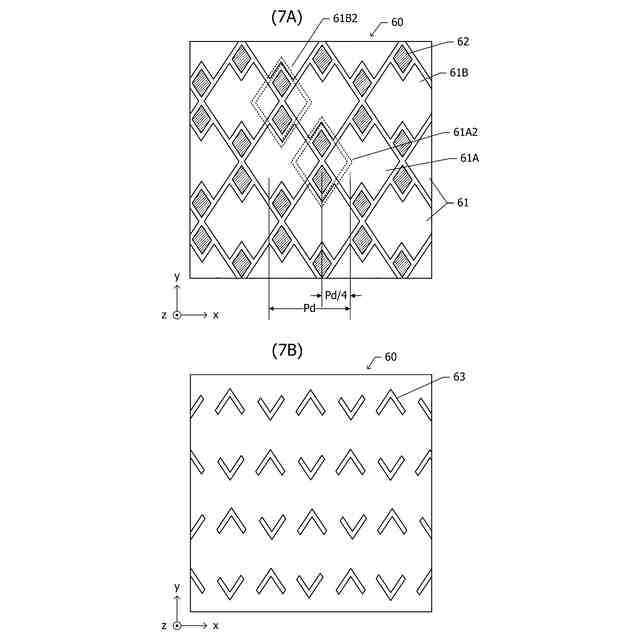
図7Aは、ステップS5(図4)の研削で、ブレードによって研削される領域と、ステップS3の研削で形成されたピットとの位置関係の一例を示す図であり、図7Bは、ステップS3(図4)の研削を実行した後の被研削面の凹凸パターンを示す図である。
図8は、他の実施例による研削制御装置が搭載された研削装置の砥石の外周面の展開図である。
図9は、図8に示した砥石を持つ研削制御装置が実行する研削の手順を示すフローチャートである。
図10は、図9の第1研削(ステップS1)を実行した後の被研削面の凹凸パターンを示す図である。
図11は、図9のステップS3及びステップS5の研削を実行した後の被研削面の凹凸パターンを示す図である。
図12は、図9のステップS9の研削を実行した後の被研削面の凹凸パターンを示す図である。
図13は、さらに他の実施例による研削制御装置が実行する研削の手順を示すフローチャートである。
図14は、さらに他の実施例による研削制御装置が実行する研削の手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
図1~図7Bを参照して、一実施例による研削制御装置及び研削方法について説明する。
図1は、本実施例による研削制御装置20を搭載した平面研削装置の概略斜視図である。基台50に、テーブル案内機構51を介して可動テーブル52が水平面内の一方向に往復移動可能に支持されている。可動テーブル52の移動方向をy方向とし、鉛直上方をz軸の正の向きとするxyz直交座標系を定義する。可動テーブル52の上に加工対象物であるワーク60が支持される。
【0010】
砥石ヘッド53が、可動テーブル52の上方に支持されている。砥石ヘッド53は、昇降可能に、かつ水平面内で可動テーブル52の移動方向と直交する方向(x方向)に移動可能である。例えば、トラバース方向案内レール59に沿ってx方向に移動可能にサドルが支持されており、サドルに対して砥石ヘッド53が昇降可能に支持されている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
22日前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
19日前
キヤノン電子株式会社
加工工具、及び、加工装置
29日前
株式会社IHI
ブラストガン
2か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
18日前
株式会社ディスコ
加工方法、及び、切削装置
10日前
NTN株式会社
加工装置
1か月前
日本特殊研砥株式会社
超弾性砥石
12日前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
18日前
株式会社荏原製作所
研磨装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
19日前
富士紡ホールディングス株式会社
研磨パッド
17日前
富士紡ホールディングス株式会社
研磨パッド
17日前
株式会社ディスコ
加工具
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
25日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
4か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
2か月前
株式会社荏原製作所
透明液充填方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ