TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162768
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078649
出願日
2023-05-11
発明の名称
立形研削盤
出願人
トーヨーエイテック株式会社
代理人
弁理士法人前田特許事務所
主分類
B24B
5/12 20060101AFI20241114BHJP(研削;研磨)
要約
【課題】シューベースがどのような位置にあっても常にローダアームをワークの受け渡し位置に対して正確に位置決めできるようにする。
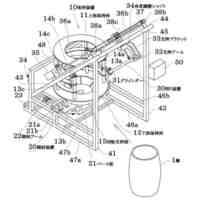
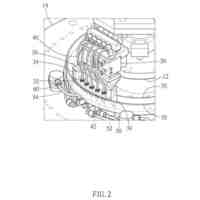
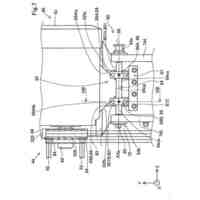
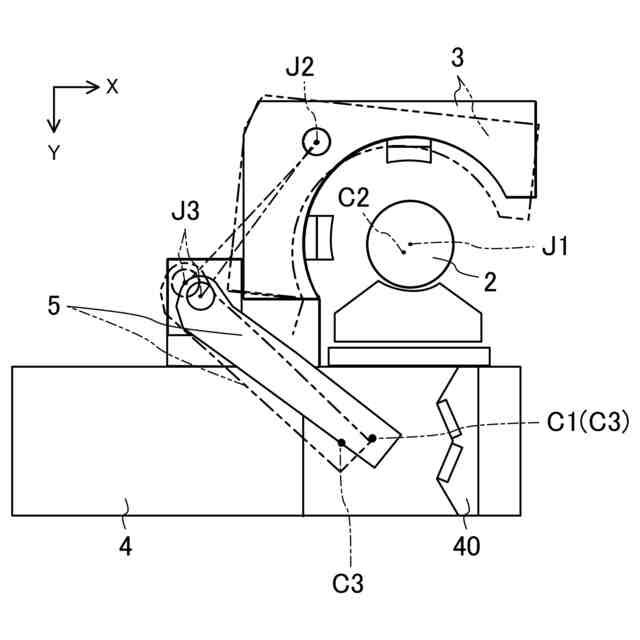
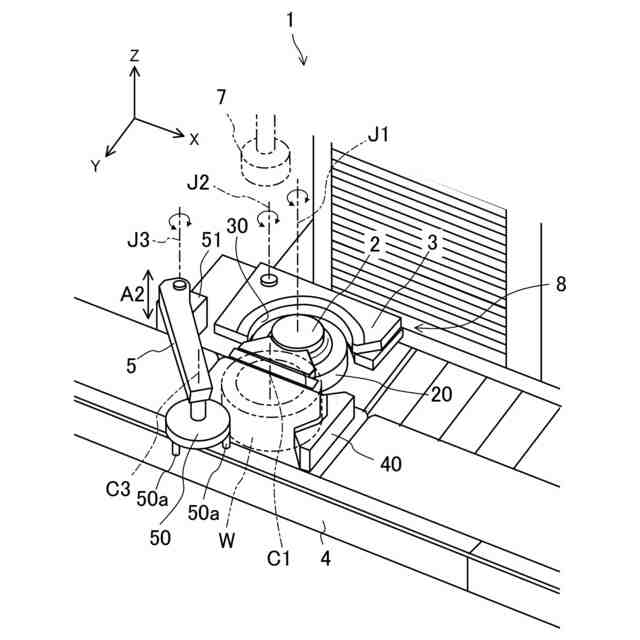
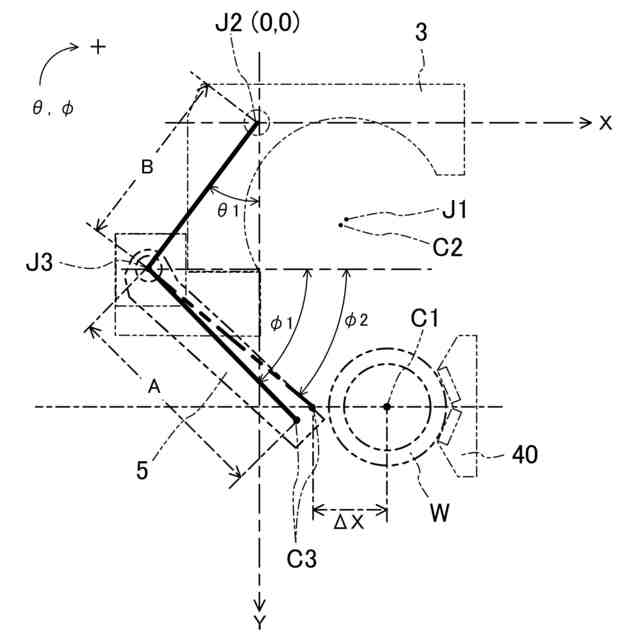
【解決手段】立形研削盤1であり、内周研削時と外周研削時とで回転台2の回転方向を逆にしてシューベース3を所定位置に旋回させた状態で回転するワークWの外周面をシュー31で支持することにより、中心線C1を回転軸J1に対して偏心させた状態で研削する。ローダアーム5がシューベース3に軸支されることにより、これらの相対的な位置関係は一定とされる一方で、シューベース3が旋回することにより、ローダアーム5と受け渡し位置の相対的な位置関係は不定とされている。制御装置6が、ローダアーム5の作動開始時におけるローダアーム5と受け渡し位置の位置関係が任意な状態から、受け渡し位置に対してローダアーム5を適正位置にセットする処理を実行する。
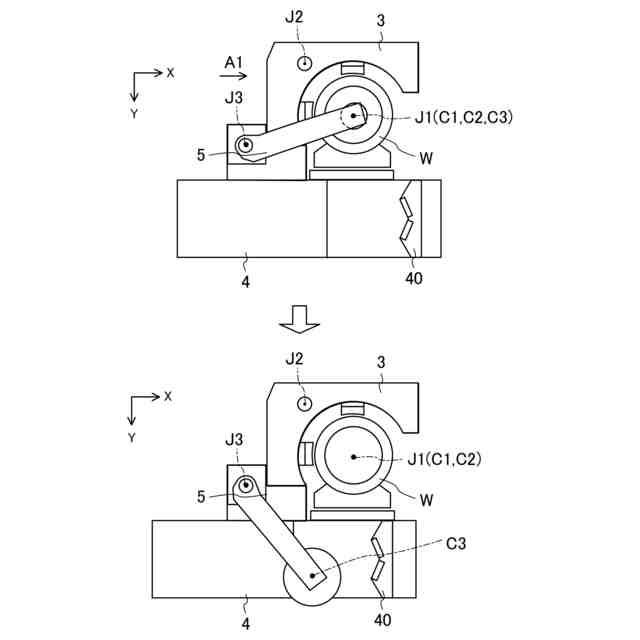
【選択図】図7
特許請求の範囲
【請求項1】
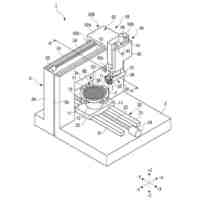
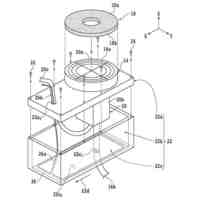
ワークの中心線を上下の方向であるZ軸方向に配置し、当該中心線回りに当該ワークを回転させてその内周面及び外周面の双方を研削する立形研削盤であって、
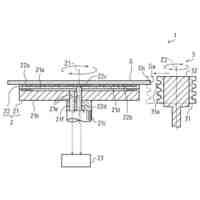
前記ワークを載置した状態で支持するとともに前記Z軸方向に延びる回転軸を中心に正転又は逆転の各方向に回転する回転台と、
前記回転台の上に支持された状態の前記ワークの外周面と対向するシューを有するとともに前記Z軸方向に延びる旋回軸を中心に旋回するシューベースと、
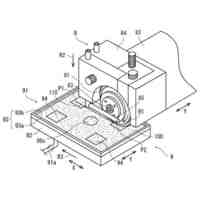
前記ワークを搬送してストッパで位置決めすることにより、所定の受け渡し位置に前記ワークをセットするコンベアと、
前記Z軸方向に延びる揺動軸を中心に揺動することにより、前記受け渡し位置にセットされた前記ワークを前記回転台の上に移送させるローダアームと、
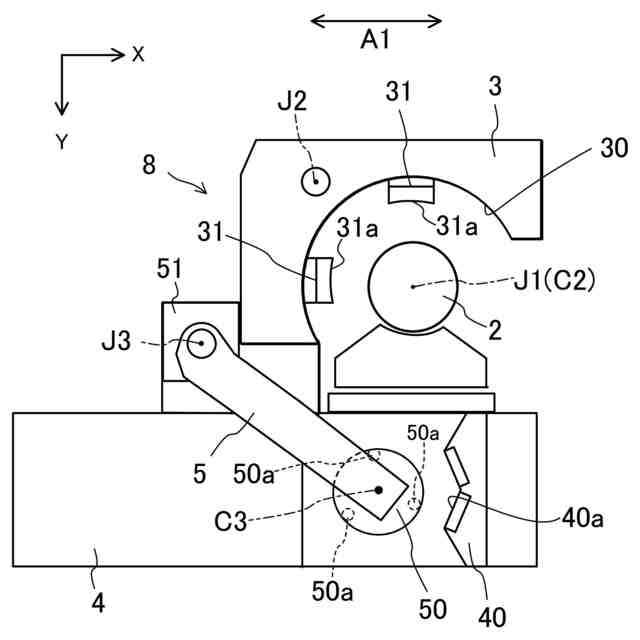
前記回転台及び前記シューベースに対し、略水平な方向であるX軸方向における前記受け渡し位置の位置を調整するX軸調整機構と、
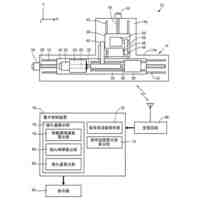
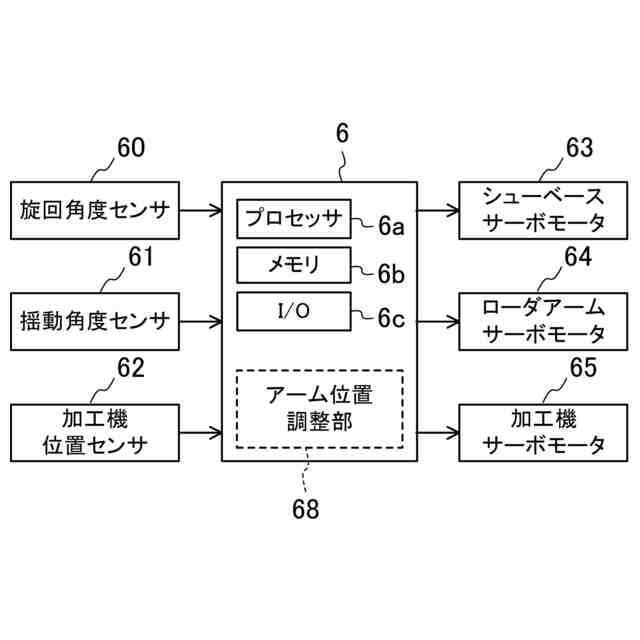
前記シューベース、前記コンベア、前記ローダアーム、及び、前記X軸調整機構の動作を制御する制御装置と、
を備え、
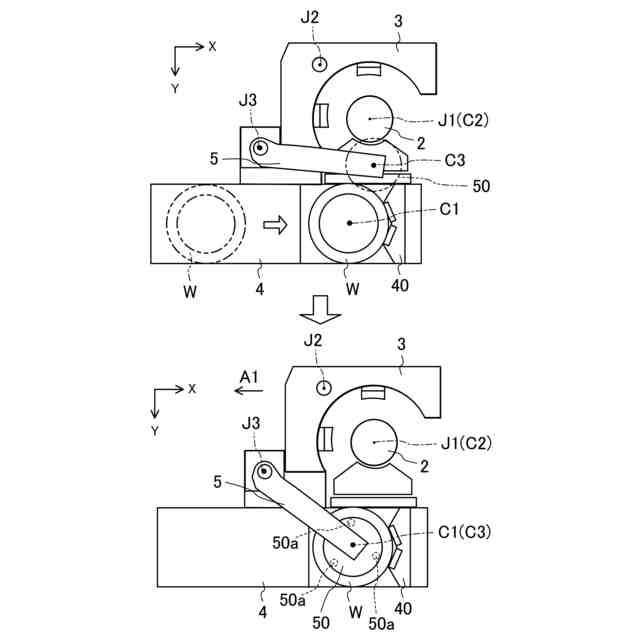
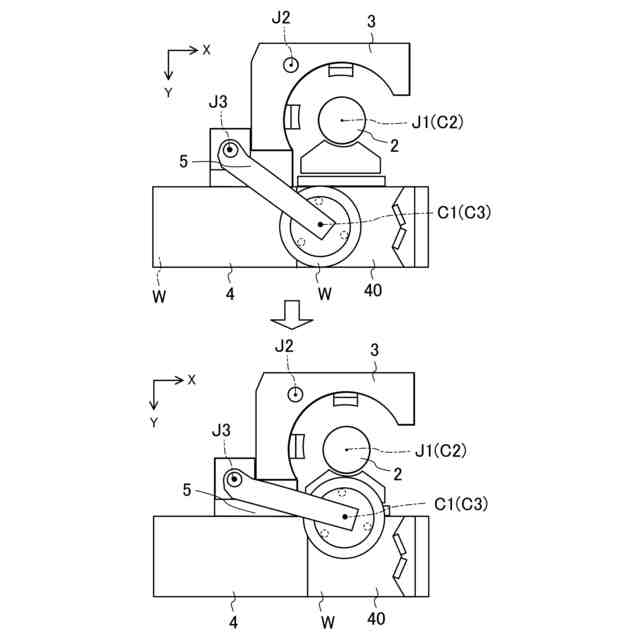
前記ワークの内周面の研削時と外周面の研削時とで前記回転台の回転方向を逆にして、前記シューベースを所定位置に旋回させた状態で、回転する前記ワークの外周面を前記シューで支持することにより、前記中心線を前記回転軸に対して偏心させた状態で研削するように構成されており、
前記ローダアームが前記シューベースに軸支されることにより、当該ローダアームと当該シューベースの相対的な位置関係は一定とされる一方で、前記シューベースが旋回することにより、前記ローダアームと前記受け渡し位置の相対的な位置関係は不定とされ、
前記制御装置が、前記ローダアームと前記受け渡し位置の位置関係を調整するアーム位置調整部を有し、当該アーム位置調整部が、前記ローダアームの作動開始時における前記ローダアームと前記受け渡し位置の位置関係が任意な状態から、前記受け渡し位置に対して前記ローダアームを適正位置にセットするアーム位置決め処理を実行することを特徴とする立形研削盤。
続きを表示(約 290 文字)
【請求項2】
請求項1に記載の立形研削盤において、
前記アーム位置調整部は、前記ローダアームの揺動角度及び前記受け渡し位置の前記X軸方向における位置の双方を調整することにより、前記アーム位置決め処理を実行する立形研削盤。
【請求項3】
請求項2に記載の立形研削盤において、
前記受け渡し位置の教示に基づいて、前記X軸方向と直交するY軸方向に、前記ローダアームが前記受け渡し位置に対して適正位置にセットされるように前記ローダアームの揺動角度を調整した後に、前記受け渡し位置の前記X軸方向における位置を前記X軸調整機構で調整する、立形研削盤。
発明の詳細な説明
【技術分野】
【0001】
開示する技術は、立形研削盤に関し、その中でも特にセンタレスタイプの立形研削盤のローディング機構に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
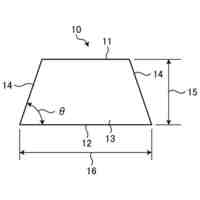
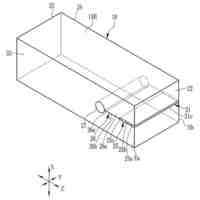
立形研削盤には、主に金属製の円筒状の部材を加工対象(ワーク)とし、そのワークを上下方向に延びる縦軸回りに回転させながら、その内周面及び外周面の双方の研削が可能な装置がある。そのような立形研削盤の一例は、例えば特許文献1に開示されている。
【0003】
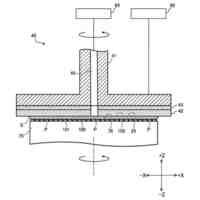
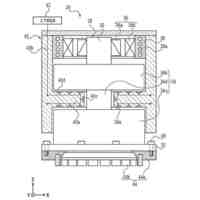
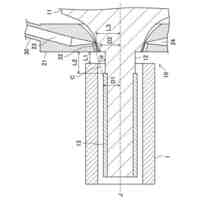
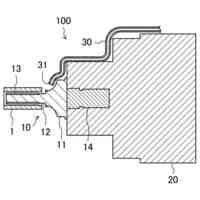
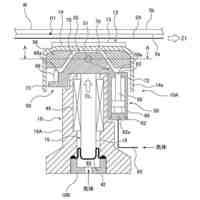
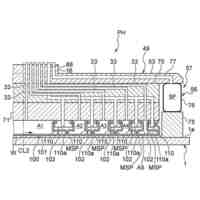
また、センタレスタイプの研削盤もある。その研削盤は、ワークの内周面の研削と外周面の研削とで回転方向を逆にするとともに、それぞれの回転方向でワークの中心を回転軸の中心から偏心させた状態で研削する装置である。その研削盤では、電磁チャックでワークの底面を吸着し、研削時に偏心して回転するワークの外周面をシューで支持する。シューは、所定の旋回軸に旋回可能な状態で軸支されているシューベースに設置されている。
【0004】
それにより、偏心した回転によってワークに作用する押付力をシューで受け止めた状態で研削できるので、安定した研削が行える。センタレスタイプの研削盤の一例は、特許文献2に開示されている。ただし、その研削盤は、水平方向に延びる横軸回りにワークを回転させながら研削するので、立形ではない。
【先行技術文献】
【特許文献】
【0005】
特開2014-140911号公報
特開2008-307619号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
センタレスタイプの立形研削盤の場合、上述したように、偏心したワークの外周面をシューで受け止めるので、研削部位及びワークに応じてシューの適正位置が変わる。それに伴ってシューベースが旋回してその位置も変化する。
【0007】
従って、ローダアームを揺動操作することにより、所定位置に位置決めされたワークをローダアームの先端に支持して、シューベースの所定位置にワークをローダアームで移送する場合、シューベースの位置に合わせてローダアームの揺動角度を調整する必要がある。しかし、その揺動角度の調整は、微小なうえに、高精度が求められるため、誤差が生じ易く、難しい。
【0008】
それに対し、ローダアームをシューベースに軸支すれば、ローダアームとシューベースとの位置関係を一定にできる。従って、そうすれば、シューベースの位置が変化しても、ローダアームを所定の角度揺動することで、常に適正位置にワークを移送できる。
【0009】
しかし、そうした場合、コンベアでワークを搬送し、所定の受け渡し位置にセットされたワークをローダアームで自動的に支持して移送する機種では、シューベースが旋回することによってローダアームと受け渡し位置にセットされたワークとの位置関係は不定となるという問題が発生する。
【0010】
ローダアームやシューベースの寸法にもよるが、例えば、シューベースが約0.4°旋回しただけで、ローダアームの先端では数mmの位置ズレが発生する。その結果、ローディング不良、更にはローダアームやワークの破損といった不具合を招くおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
バレル研磨用メディア材
5日前
株式会社リブラ
ブラスト加工装置
2日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社精工技研
研磨装置および研磨方法
1日前
トヨタ自動車株式会社
バリ取り装置
13日前
株式会社プロテリアル
焼結磁石の製造方法
1日前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
研削ホイール
5日前
ノリタケ株式会社
円筒工作物の回転振れ量検出装置
5日前
株式会社ディスコ
ウエーハの処理方法
13日前
株式会社ディスコ
切削装置
16日前
株式会社ディスコ
研削装置
19日前
株式会社ディスコ
機能水供給装置
6日前
若鶴酒造株式会社
樽の仕上げ装置
22日前
グランツテクノワークス株式会社
研磨パッド及びその製造方法
16日前
株式会社ディスコ
ウエーハの加工方法
19日前
株式会社ディスコ
ワークの研削方法
12日前
日本精工株式会社
ボールねじのナットの加工装置
12日前
ダイキン工業株式会社
研削方法及び研削装置
8日前
ダイキン工業株式会社
研削方法及び軸付き砥石
8日前
株式会社ディスコ
被加工物の加工方法
14日前
準力機械股分有限公司
ウェハ研磨設備の真空除去用流体制御装置
2日前
株式会社荏原製作所
処理ヘッドおよび基板処理装置
22日前
日本電気硝子株式会社
ガラス基板の製造方法
1日前
株式会社ディスコ
切削装置及びドレッシング部材
16日前
株式会社ジェイテクト
砥石装置、および、工作機械
12日前
株式会社荏原製作所
弾性膜、研磨ヘッド、および研磨方法
5日前
株式会社ディスコ
板状ワークの加工装置及び加工方法
12日前
富士紡ホールディングス株式会社
被研磨物の保持具および被研磨物の保持方法
7日前
株式会社ディスコ
ドレッシングボードおよびドレッシング方法
7日前
株式会社ディスコ
ドレッシングボードおよびドレッシング方法
13日前
富士紡ホールディングス株式会社
研磨パッドおよび研磨装置
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ